



(一)按工艺用途分类
1.端部镦粗电热镦机
端部镦粗的工作原理,同与一般电热镦机。机器的主要部件有夹紧电极模、砧子电极模、镦锻机构及电加热装置等。它们都安装在机架的上部或前侧方。电热镦机的驱动一般采用液压系统,工作比较平稳,工作参数易于调整,操作方便可靠。加热系统采用特制的变压器,次级电压为1.6~14.6V。
(1)棒料端部镦粗电热镦机主要用于气阀、半轴、坦克履带销及高合金钢螺钉等零件的镦粗,工艺较典型。
(2)管件端部镦粗电热镦机工作原理见图2-10-9。镦锻模是用云母片互相绝缘的两半模,同时兼作电极。镦粗时管件绕自身的轴线旋转并送进。通电时,管端迅速均匀地加热,镦锻成与模膛相同的形状。管件旋转的速度小于60r/min。多用于火箭筒、钻杆接杆等零件的镦锻成形。
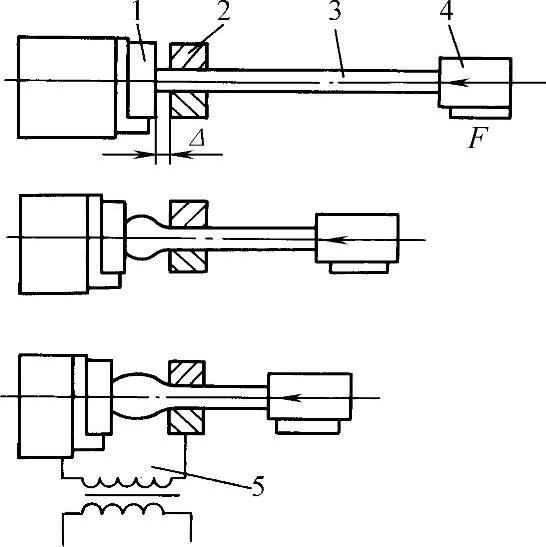
图2-10-8 电热镦机工作原理图
1—砧子电极 2—夹紧电极 3—坯料 4—镦杆 5—变压器 Δ—初始距离
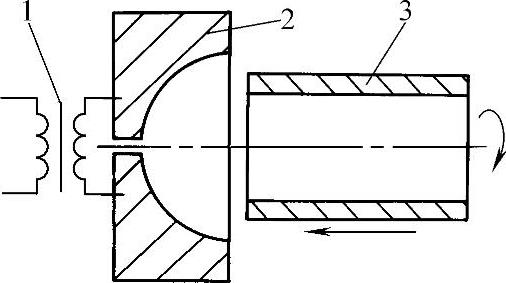
图2-10-9 管件端部镦粗电热镦机工作原理图
1—变压器 2—镦锻模(电极) 3—管件
(3)扁料端部镦粗电热镦机专用于飞机发动机钛合金叶片根部的镦粗成形。机器的技术参数、结构及使用性能,应满足叶片的锻造工艺要求。
2.中部镦粗电热镦机
这类机器除具有上述端部镦粗电热镦机的部件外,尚需加设一副活动夹紧电极模以及相应的定位机构,工作原理如图2-10-10所示。移动定位块的位置,即可改变中部镦粗的部位。该机若使用活动夹紧电极模将砧块夹紧,也可用作端部镦粗。机器主要用于汽车、拖拉机的变速杆、自行车踏板轴等零件的中部镦粗。
3.阴模镦粗电热镦机
这类机器的特点是将砧块改变成阴模,工作原理如图2-10-11所示。阴模镦粗工艺特别适用于简单聚集成形的零件,如汽车半轴小端的台肩、套筒扳手接杆等零件的镦粗。
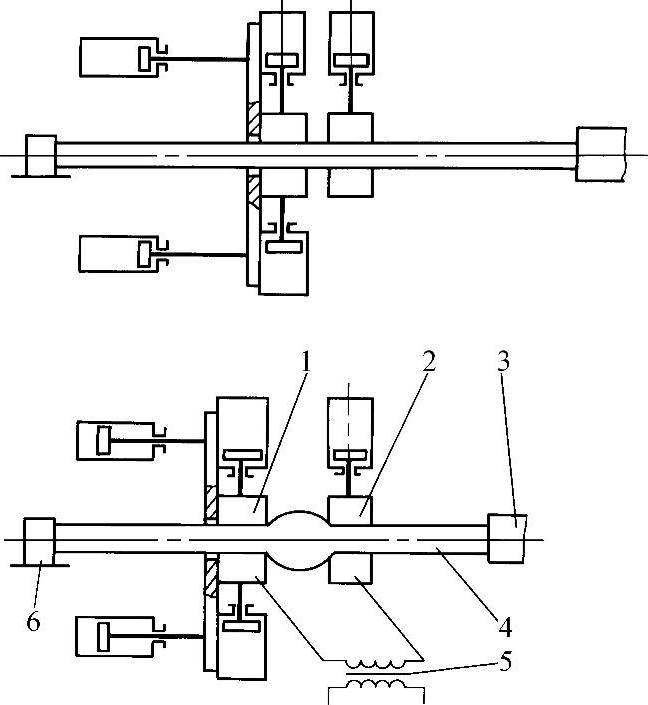
图2-10-10 中部镦粗电热镦机工作原理图
1—活动夹紧电极 2—夹紧电极 3—镦杆 4—坯料 5—变压器 6—定位块(https://www.xing528.com)
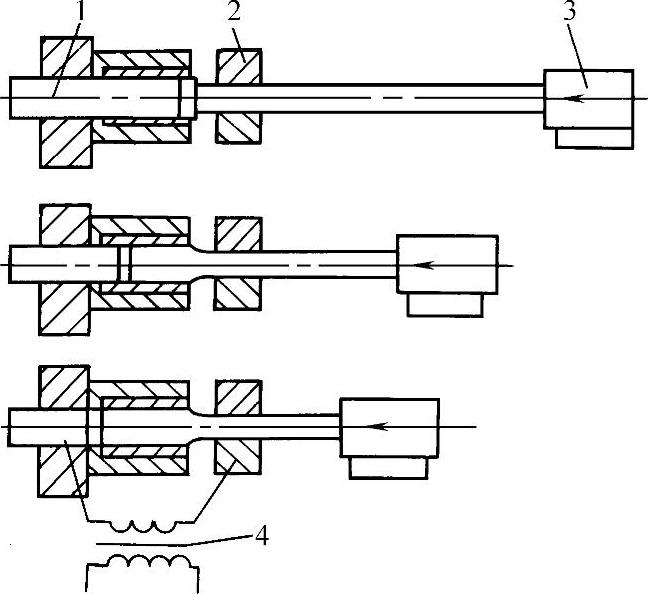
图2-10-11 阴模镦粗电热镦机工作原理图
1—砧子电极 2—夹紧电极 3—镦杆 4—变压器
(二)按电热镦机结构形式分类
1.卧式电热镦机
卧式电热镦机的机架呈水平安装在基础上。机架内部中空,用于安装加热变压器及液压系统的油箱和泵阀元件等部件。在机架的上面或前侧面安装砧子缸、活动与固定夹紧缸以及特长坯料的中间支承等部件。在小规格的机器中,这些部件安装在机架上平面内。金属坯料直径在30mm以上的大规格机器,这些部件则安装在前侧面内,呈直立或倾斜式,便于上下料,易于机械化自动化生产。
2.立式电热镦机
它的主要部件与卧式的基本相同。最大的优点是节约占地面积,易于实现自动化生产。机器的驱动多采用液压系统。小规格的立式电热镦机也有采用压缩空气系统的,其压力为0.5MPa。
(三)自动电热镦机及其自动生产
在一台通用电热镦机上附加上下料斗及自动喂料和出料机构,便构成半自动或全自动电热镦机。电热镦后的金属坯料需要送到终锻成形设备上终锻。终锻成形设备可以是摩擦压力机、通用压力机或热模锻压机以及液压机等。
采用数台立式电热锻机与其他模锻设备组成锻造生产线或自动生产线。由8台电热镦机组成的联合锻造系统的生产率为每小时1200件。
图2-10-12所示为电热镦阀门自动生产线,由提升机1、六工位电热镦机2、机械手3和锻造压力机4组成,全线采用齿轮传动系统刚性连接。
将规定长度的棒料,放入提升机下部的料箱里。提升机将棒料提升到上部,翻转竖直经料斗落入电热镦机的加热电极中,加热后将头部镦粗呈蒜头状。机械手取下送到锻造压力机上终锻成形。压力机工作台下的顶出机构,将锻件从模中顶出,即顺滑道落入成品箱中。
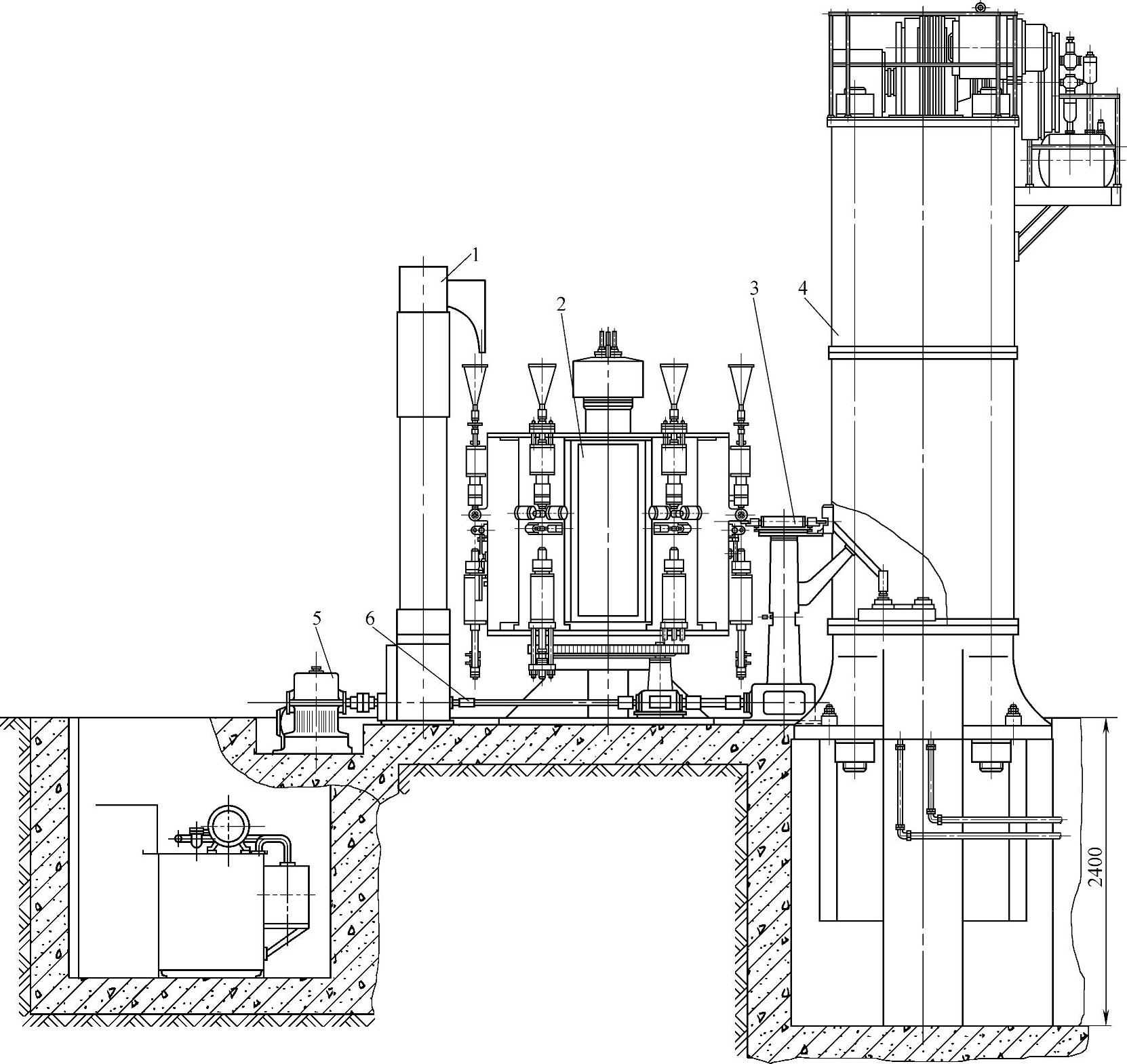
图2-10-12 电热镦阀门自动生产线
1—提升机 2—六工位电热镦机 3—机械手 4—锻造压力机 5—电动机 6—传动轴
电热镦双金属(头部是高合金强化无磁钢)时,应设有电磁检测器以识别阀杆的方向。全线应设有:模拟功能、屏幕显示等,以检控生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。