



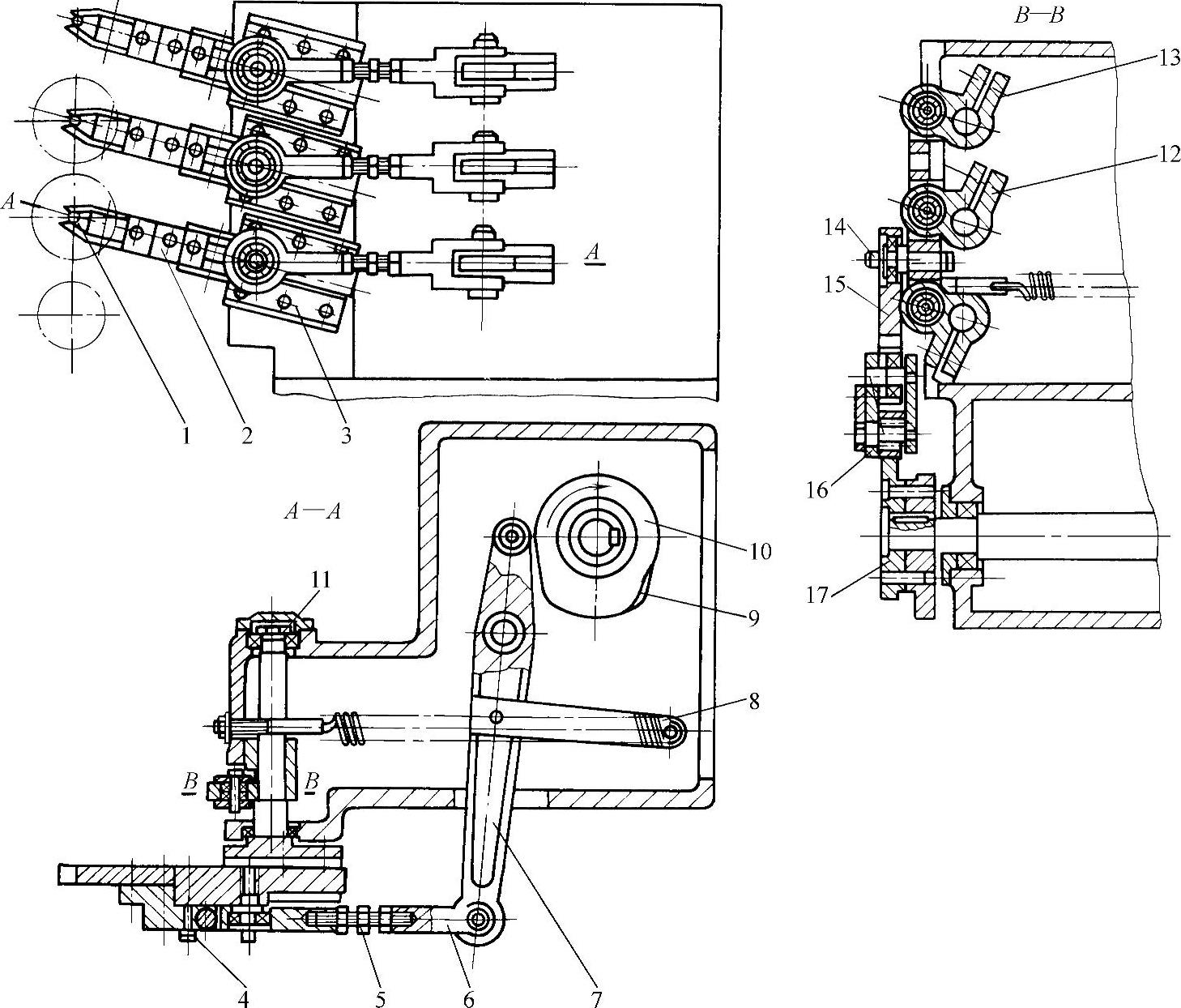
图2-9-11所示是工位垂直排列的螺栓多工位自动冷镦机上常用的一种伸缩式夹钳转送机构结构图,整套机构都装在与机身铰接的夹钳箱中,需要调整夹钳时,将夹钳箱与分配轴的联轴节脱开,夹钳箱就能转到机身外部,调整很方便。这种夹钳的钳嘴1用螺钉通过弹簧压紧在夹钳体上,在夹持坯料时,钳嘴不能预先张开,只有当它触及坯料后,靠坯料压力才能张开,所以夹持坯料及转送坯料两个动作分两步进行,因而这两个工作角都较小。
夹钳能在夹钳架3的导槽内前后移动,实现夹持或放开坯料。凸轮9、10通过杠杆7、连杆6等带动夹钳后退,而弹簧8则使夹钳前进。改变凸轮9、10相对于凸轮轴的安装位置,能改变夹钳在前端的停留角度,以适应镦锻不同长度螺栓的要求。调节带左右螺纹的螺杆5的长度,能改变夹钳在前端的停留位置。
夹钳转送坯料的动作如下:当凸轮17通过连杆机构16带动驱动杆15运动时,带动用锁紧螺钉紧固在摆轴11上的摆杆12;夹钳架3则通过摆轴11支承在夹钳箱上,所以摆杆带动摆轴,使夹钳架与夹钳一起上下摆动,实现转送动作。夹钳上下位置的调节是通过调整驱动杆15的偏心销14,改变驱动杆的位置,使三把夹钳同时调整。如果只要调整一把,则通过松开锁紧螺钉13,改变摆杆和摆轴的相对位置即可。为了保护夹钳转送机构,将钳体做成两件,用保险螺钉4联接,当夹钳受到意外的力作用时,仅将保险螺钉拉断。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-9-11 伸缩式夹钳转送机构结构图
1—钳嘴 2—夹钳体 3—夹钳架 4—保险螺钉 5—调节螺杆 6、16—连杆 7—杠杆 8—弹簧 9、10、17—凸轮 11—摆轴 12—摆杆 13—锁紧螺钉 14—偏心销 15—驱动杆
这种夹钳靠弹簧力向前运动,所以在工作中常出现夹钳抖动和运动不平稳现象,因而不宜在高速下使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。