



切料机构按刀杆的运动方式有往复式和摆动式两大类,图2-9-7a所示为一种往复式切料机构示意图:装在辅助滑块上的凸轮板1,通过摆杆2、拉杆3及摆杆4,驱动刀杆及切刀6向前运动,完成切料动作。刀杆回程靠弹簧5作用。切刀前后死点位置通过调整拉杆3的长度来实现。图2-9-7b是另一种往复式切料机构示意图:装在分配轴上的双凸轮,带动双滚子摆杆摆动,摆杆通过安全销A和连杆联结,连杆带动刀杆往复运动;当超载时,安全销被切断,以保护其他零件。坯料垂直于图面送进。这两种结构都是凸轮高副接触,存在磨损大、接触噪声大等缺点。
图2-9-7c所示是一种低副传动切料机构示意图:由辅助滑块带动连杆运动,连杆另一端与杆7、杆8铰接,杆7为“ ”形,一端通过支座连在机身上。杆8卧在杆7内,另一端与切刀杆相联接。辅助滑块在后死点时,杆7、8的中心线重合,切刀处于等待切料位置,当辅助滑块向前运动时,通过连杆带动杆7、杆8,使切刀杆向前切断毛坯,并送到镦锻线上。
”形,一端通过支座连在机身上。杆8卧在杆7内,另一端与切刀杆相联接。辅助滑块在后死点时,杆7、8的中心线重合,切刀处于等待切料位置,当辅助滑块向前运动时,通过连杆带动杆7、杆8,使切刀杆向前切断毛坯,并送到镦锻线上。
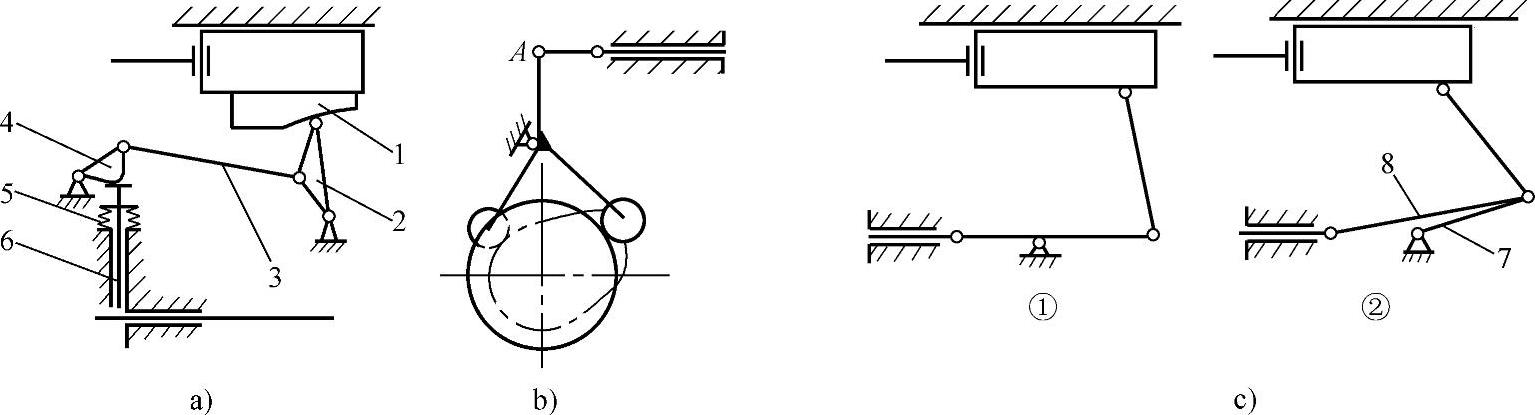
图2-9-7 往复式切料机构示意图
1—凸轮板 2、4—摆杆 3—拉杆 5—弹簧 6—切刀 7、8—杆
这三种切料机构的切料刀都装在切刀杆上,并可调整位置。在切不同直径的毛坯时,要换上相应的切刀,并调整切刀安装位置及切刀与切断模的间隙,以保证切断质量。(https://www.xing528.com)
图2-9-8所示为摆动式切料机构示意图,套筒刀A安装在摆臂3上,摆臂以销轴为支点作圆弧运动。装在分配轴上的切断凸轮1推动杠杆6,然后推动顶杆7,使装有套筒刀的摆臂3摆动,完成切料动作(毛坯垂直于图面送进);接着装在同一分配轴上的槽形凸轮2驱动杠杆系统4、5,使摆臂3快速摆动,转到捅出工位B;顶杆7在弹簧作用下回程;摆臂在凸轮2及杠杆系统作用下,回到切料位置。
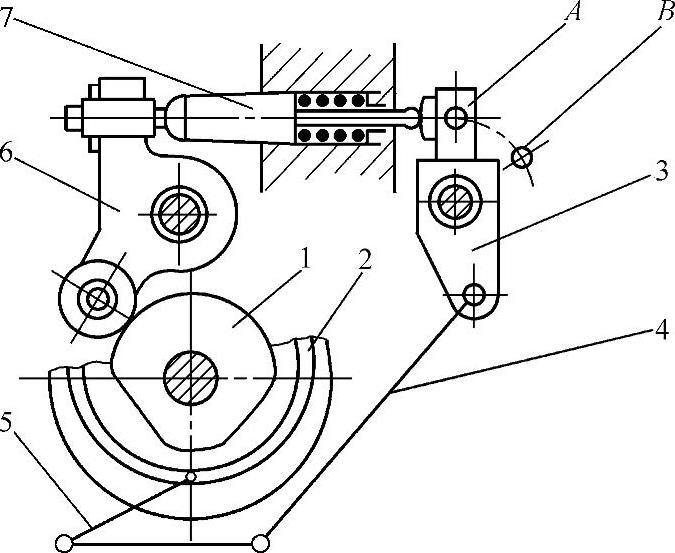
图2-9-8 摆动式切料机构示意图
1—切断凸轮 2—槽形凸轮 3—摆臂 4、5、6—杠杆 7—顶杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。