



冷镦机及多工位自动成形机都属于锻压机械中的线材成形自动机大类,是一种高效率、自动化的锻压机械,它们主要以盘料或棒料为原料,连续生产螺栓、螺母、销钉、钢球及滚柱等标准件,以及形状复杂的冷成形件和锥齿轮轴、球头销、火花塞等汽车零件,是实现少、无切削加工工艺的机器。图2-9-1a所示是在螺栓联合自动机上加工螺栓的工艺过程;图2-9-1b所示是在一台12000kN多工位自动冷镦机上冷镦汽车传动齿轮毛坯的工艺过程(材料为16MnCr5)。这种加工工艺不仅能提高生产率,节约金属材料,而且由于金属纤维随模具形成一定形状的流线,提高了产品的抗拉强度,表面质量、尺寸精度也高,产品成本降低。在表2-9-1中,列出了应用冷镦工艺与切削加工工艺生产六角螺栓、六角螺母的比较。M16×50六角螺栓由双击冷镦机、切边机及搓丝机等三台机器组成生产线生产,M10六角螺母由多工位螺母冷镦机生产。从表上可看到,冷镦工艺有很明显的经济效益,所以在大批量生产的标准件、轴承等行业中,得到很广泛的应用。
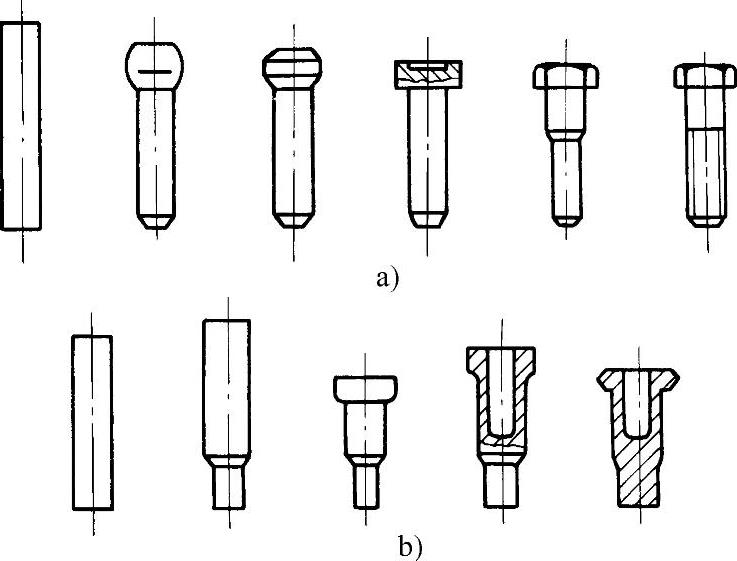
图2-9-1 多工位自动成形机加工工件的工艺过程
a)冷镦螺栓 b)冷镦汽车齿轮毛坯
表2-9-1 应用冷镦工艺与切削加工工艺生产六角螺栓、螺母的比较

随着生产的不断发展,需要用变形抗力大的高碳钢及不锈钢材料制造标准件及其他零件的行业日益增多,因此出现了多工位温镦工艺。将材料加热到接近再结晶温度进行镦锻,材料容易变形,氧化皮少,镦锻出的零件的精度接近于冷镦件。近年来,又出现了多工位热镦机,将材料加热到锻造温度进行切断和成形,可以生产轴承环等环形零件和汽车的羊角轴、万向节等复杂的长轴形零件。与在平锻机上和热模锻压机上生产这些零件相比,具有生产率高,劳动条件好和节省材料等优点。所以,多工位温镦工艺和多工位热镦工艺与多工位冷镦工艺一样,已经成为机器制造业中不可缺少的部门。
近年来多工位自动成形机发展很快,品种多样,功能扩展,监控装置先进,辅助时间缩短,因此,现在的多工位自动成形机能够制造形状更复杂、精度要求更高的零件,并且努力制造批量不大的产品,例如5000件批量的产品。此外,机器的滑块行程次数和生产效率不断提高,例如德国希格兰公司的高速钢球冷镦机生产直径1.2~2.3mm的钢球时,能够每分钟生产1000件。
冷镦机及多工位自动成形机品种很多,冷镦机有单击整模冷镦机、双击整模冷镦机、高速双击整模冷镦机及三击双工位冷镦机和滚柱、钢球自动冷镦机等;多工位自动成形机有螺母多工位自动冷镦机、螺栓多工位自动冷镦机、螺栓联合自动机、多工位自动冷成形机、多工位自动热镦机及多工位自动温镦机等。
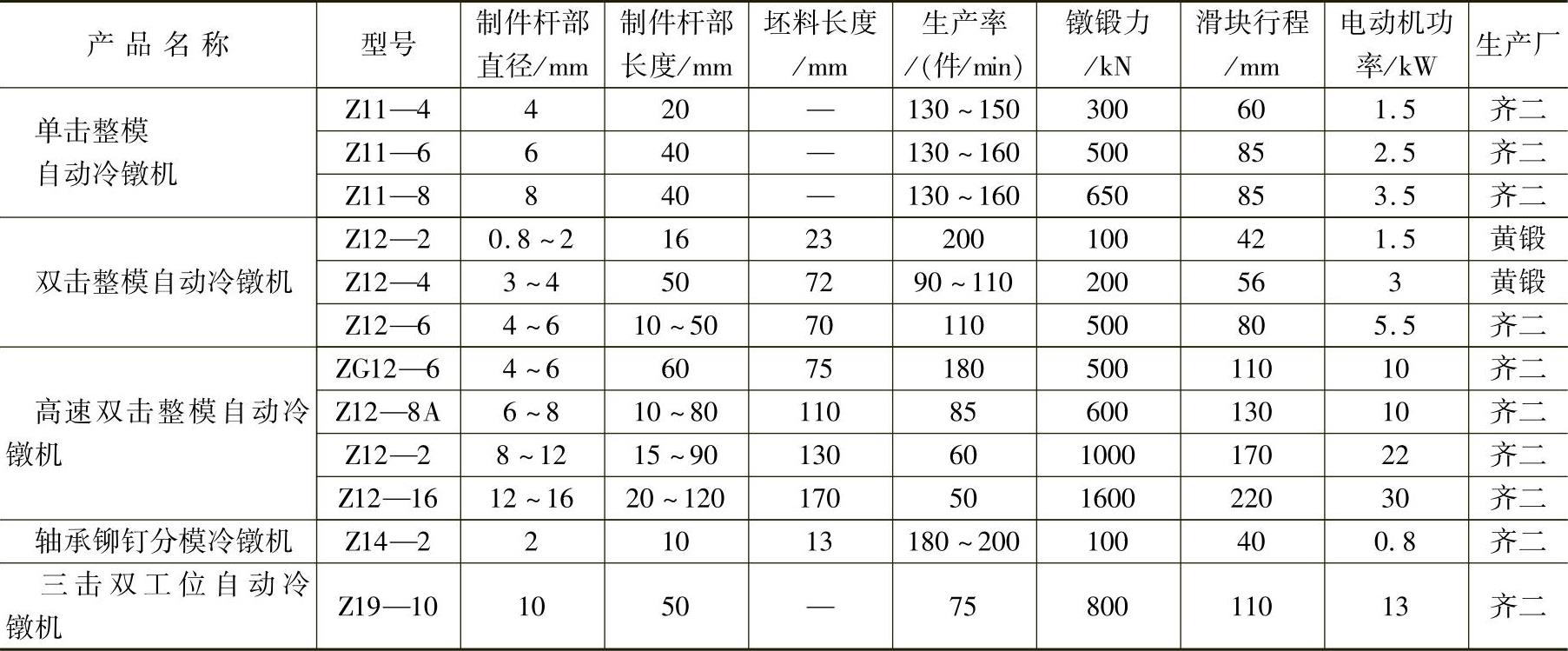
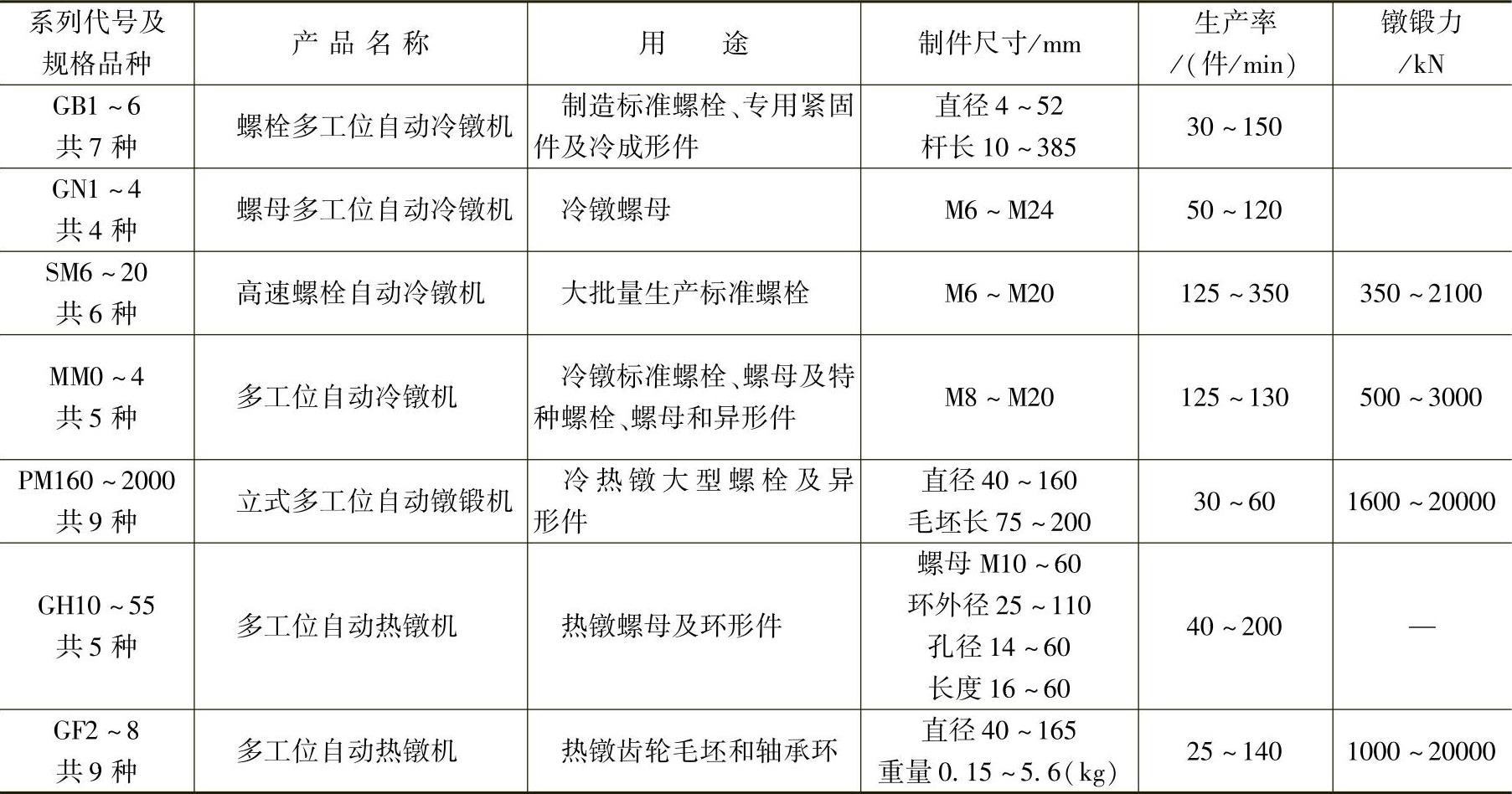
表2-9-2~表2-9-4分别列出国产冷镦机及多工位自动成形机的主要技术参数。在机器型号中,多工位自动冷成形机及多工位热镦机以公称力(×10kN)表示主参数;螺母自动冷镦机以螺纹直径表示主参数,其他各类均以加工件直径表示主参数,如Z46-6螺栓多工位自动冷镦机,所加工螺栓的螺纹最大直径为6mm。表2-9-5列出美国国民(National)机器制造公司生产的多工位冷成形机主要技术参数。表2-9-6列出德国佩尔策·埃勒斯(Peltzer & Ehlers)公司生产的自动冷热镦机的主要品种。
表2-9-2 自动镦锻机主要技术参数
 (https://www.xing528.com)
(https://www.xing528.com)
注:表中生产厂“齐二”是齐齐哈尔二机床集团公司;“黄锻”是黄石锻压机床设备公司。
表2-9-3 滚柱、钢球自动冷镦机主要技术参数
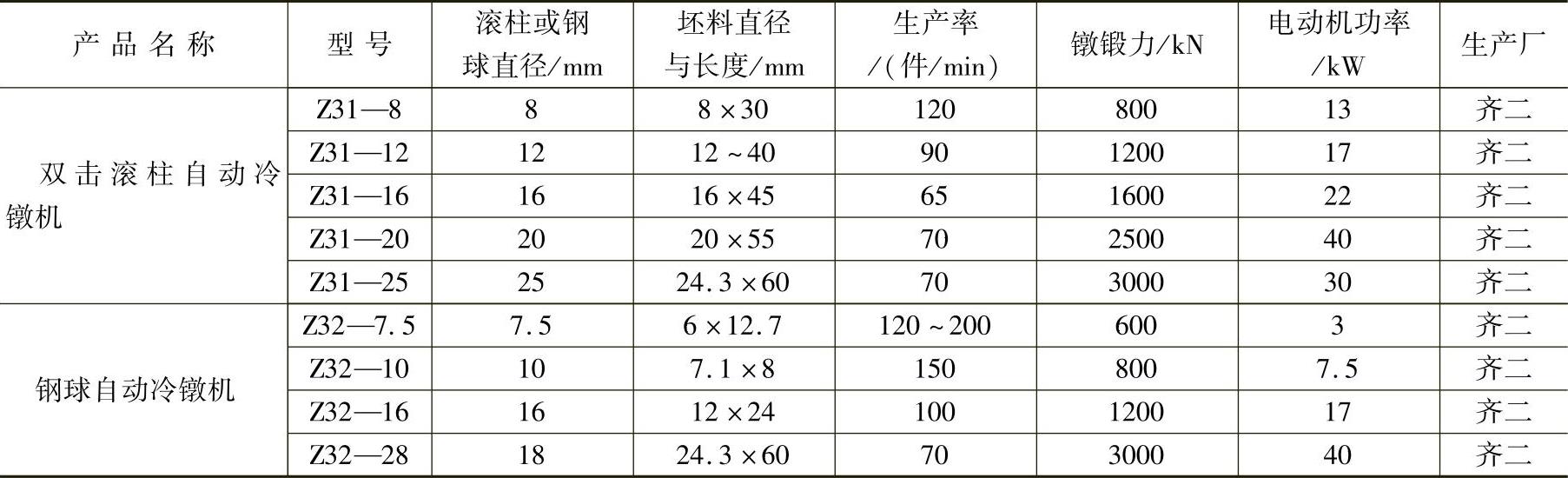
表2-9-4 国产多工位自动冷热镦机主要技术参数
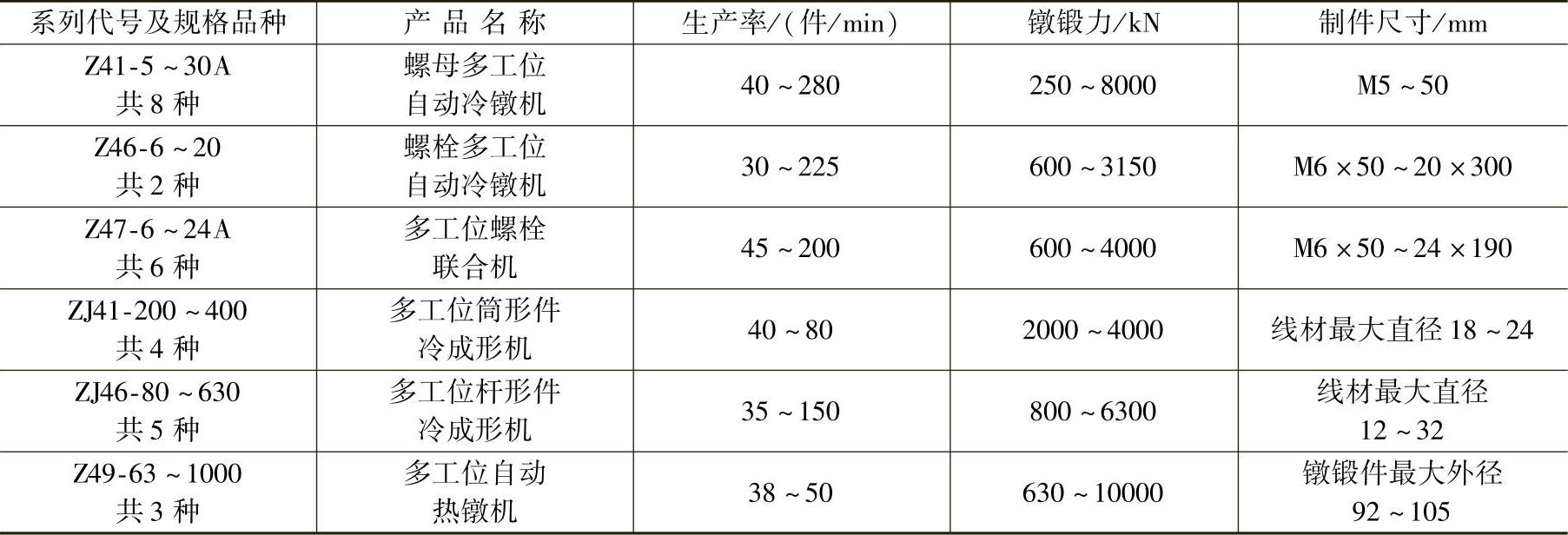
注:工位数为3~5个。
表2-9-5 国民公司生产的各种成形机主要技术参数
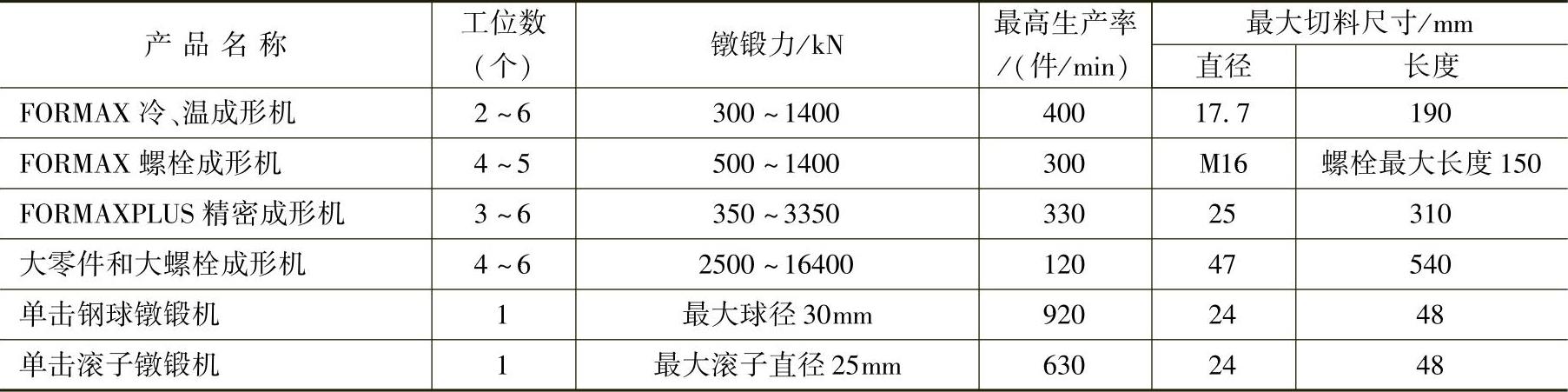
表2-9-6 佩尔策·埃勒斯公司生产的自动冷热镦机主要品种
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。