



在高速自动压力机中,对于往复运动的滑块部件的重量,也要给予足够的重视,为了减轻滑块部件自重,一些高速自动压力机采用手动方式来调节滑块的封闭高度,或采用气动马达来调节。气动马达悬挂在立柱上,需要调节封闭高度时将它摇转过来,套在滑块调节轴端部进行调节,当把气动马达取下时,自动锁紧机构立即使调节轴停止转动。封闭高度可以精确调整,有的还配有数显装置。明斯特公司生产的一些高速自动压力机,为了减轻滑块部件重量,把封闭高度调节机构放在工作台里,通过丝杠使工作台升降,然后用液压锁紧器将工作台锁紧。有的厂家用轻合金来制造滑块,以减轻重量。为了平衡滑块部件自重,一般都有平衡装置,如气动平衡缸等。
图2-8-6所示为上海第二锻压机床厂生产的J75G—30型高速自动压力机的滑块连杆部件,连杆与偏心轴之间用滚子轴承。滑块用四个导柱导向,有很长的导套,采用直线轴承,封闭高度用手动调节,每转一圈调节量为0.25mm。有两个平衡气缸。

图2-8-6 J75G—30型高速自动压力机滑块连杆部件
为了提高冲压件精度,必须保证滑块有精确的导向,在高速自动压力机里,应用导轨导向及导柱导向,或两者同时应用。图2-8-7所示为两种常见的导向形式:图2-8-7a所示为八面直角导向,图2-8-7b所示为柱式导向,采用钢球导轨。它们除了滑块与机身之间有导向外,在滑块与连杆之间的导柱也起导向作用。
各种导向方式因导向面接触方式不同,都可能采用滑动导轨、滚动导轨及液压导轨。如八面直角导向,导向面有选用滑动导轨的,也有选用滚动导轨的。滑动导轨的优点是结构简单,容易制造,接触刚度大,减振性能好,缺点是因滑动面间存在间隙,滑块有水平移动的可能,影响了导向精度,而且耐磨性差,摩擦系数高,在高速情况下连续运行时会发热,因而需要采取冷却措施。为了消除导向间隙,高速自动压力机大都采用高精度的滚动导轨,如滚针导轨、钢球导轨等。它们的摩擦系数小,寿命高,克服了滑动导轨的一些主要缺点,尤其是消除导轨间隙,以实现零隙导向。滚动导轨因为精度高,对加工制造的技术要求也高,因而成本也高。为了提高导向精度,实现零隙导向,在一些超高速压力机上,越来越多地应用液压导轨。(https://www.xing528.com)
根据舒勒公司在1250kN压力机上进行的试验,当压力为700kN行程次数为100次/min时,一般滑动导轨的滑块,水平偏移为±0.02mm,而应用滚动导向的滑块水平偏移小于±0.01mm。当压力不变,行程次数提高为400次/min时,一般滑动导轨的滑块水平偏移为±0.05mm,而滚动导向的滑块水平偏移仅为±0.015mm。
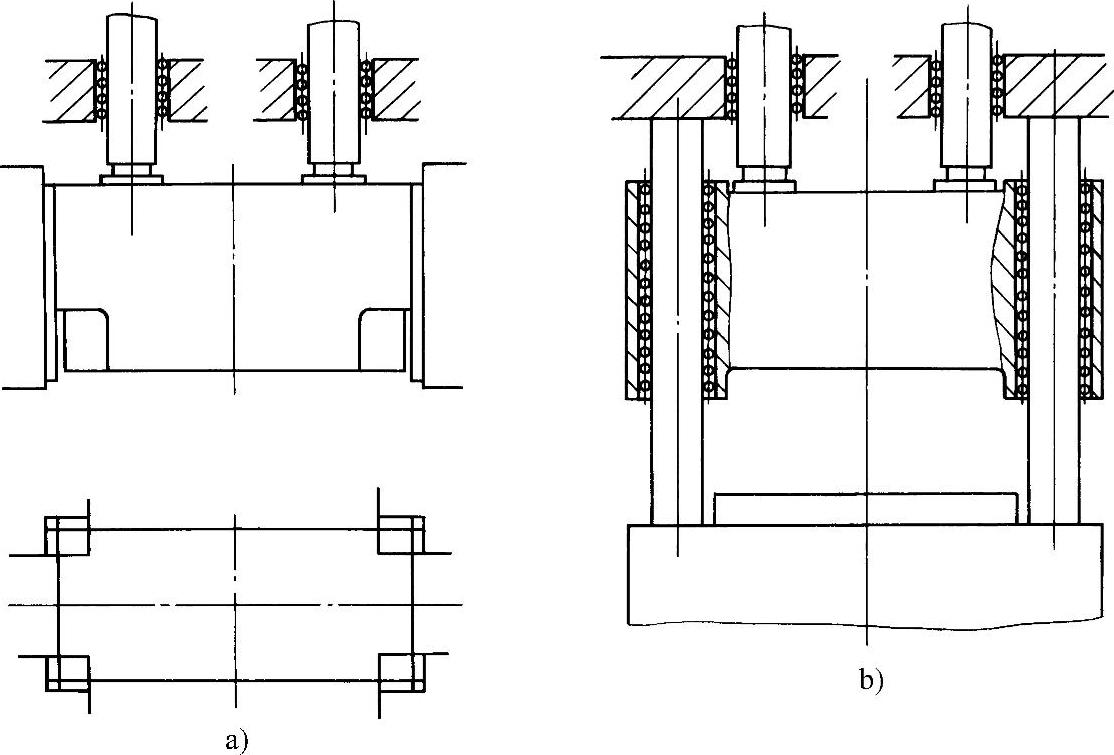
图2-8-7 两种常见的滑块导向形式
a)八面直角导向 b)柱式导向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。