



【摘要】:卧式冷挤压机高度低,稳定性好,容易实现机械化自动化,生产效率高,劳动条件好,适宜于生产大批量的工件,例如汽车活塞销零件。图2-6-11所示为我国自行制造的活塞销自动冷挤压机的工作原理图,机器为卧式安排,两端装有两组曲柄滑块机构,工作时安装在两个滑块上的冲头同时向中间挤入。该机生产率很高,挤压直径22~50mm、长度120mm以下的活塞销,若每班工作时间按6h计算,班产可达7200个活塞销,年产300万个以上。
卧式冷挤压机高度低,稳定性好,容易实现机械化自动化,生产效率高,劳动条件好,适宜于生产大批量的工件,例如汽车活塞销零件。
图2-6-11所示为我国自行制造的活塞销自动冷挤压机的工作原理图,机器为卧式安排,两端装有两组曲柄滑块机构,工作时安装在两个滑块上的冲头同时向中间挤入。工件置于转盘5的凹模中。转盘有六个工位,每工位有一凹模。顶料是利用顶料杆4完成的。工位的功用,依次是进料、空位、挤压、整形、探测和顶出。
在挤压时,即滑块前进时,六工位同时工作。滑块后退时,转盘转动一个工位。转盘由主传动通过槽轮机构6驱动。调整机床时可以由手轮驱动。
转盘两侧配有光电和机械探测装置,可以及时发现冲头是否损坏,并发出信号使压机停车,以便更换冲头。
该机生产率很高,挤压直径22~50mm、长度120mm以下的活塞销,若每班工作时间按6h计算,班产可达7200个活塞销,年产300万个以上。(https://www.xing528.com)
德国舒勒公司生产的X系列冷挤压机为卧式冷挤压机。
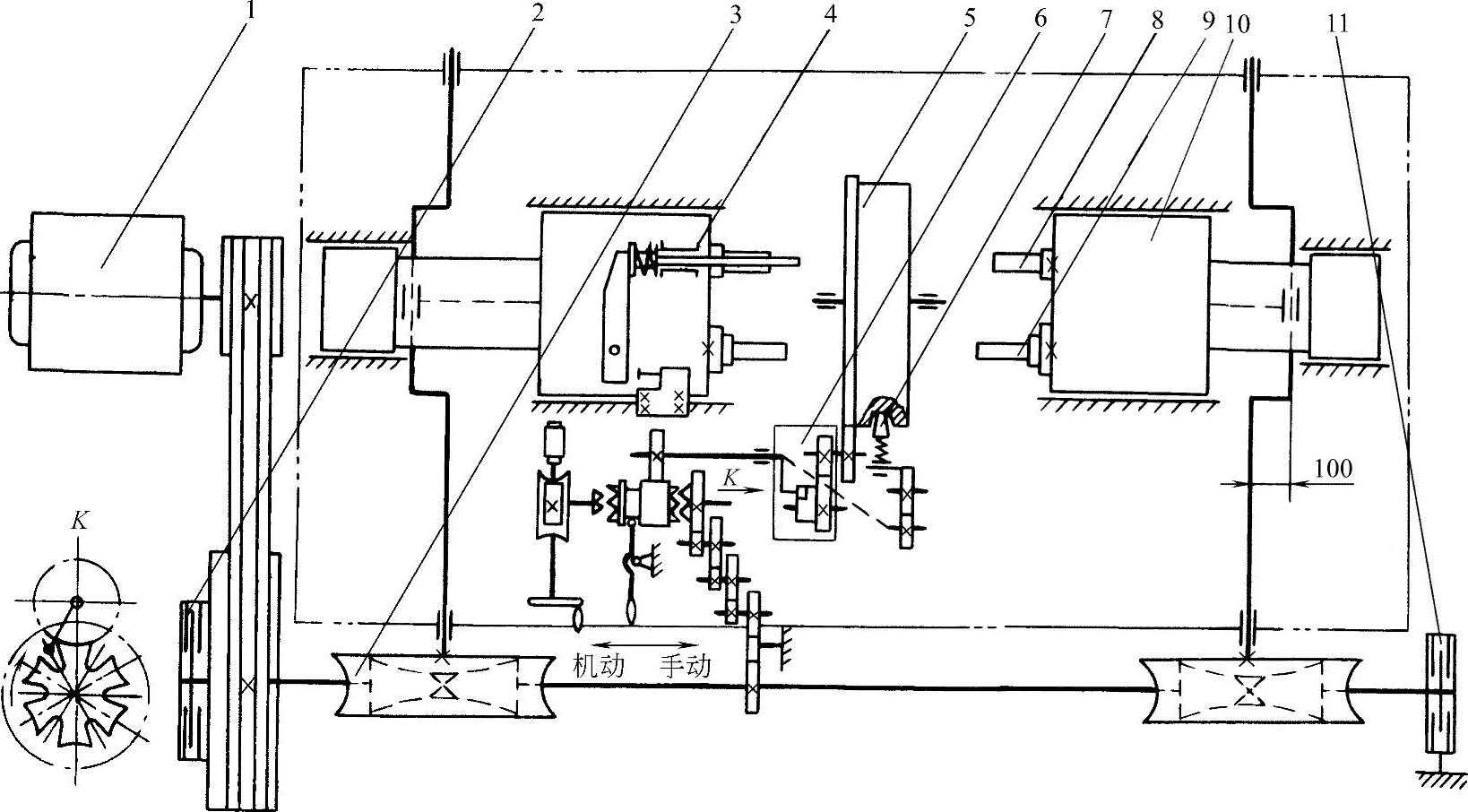
图2-6-11 活塞销自动挤压机工作原理图
1—电动机 2、11—离合器 3—蜗轮蜗杆 4—顶料杆 5—转盘 6—槽轮机构 7—拔销 8—整形冲头 9—冲压冲头 10—滑块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。