



图2-3-9所示为四点双动拉深压力机的传动部件图。主轴采用悬臂式偏心齿轮结构,适应滑块行程较长的需要。大齿轮同时兼作曲柄臂,销轴与齿轮固接在一起,形成曲柄颈。内滑块的连杆铰接在销轴的两端,形成一般的曲柄滑块机构。销轴的中央铰接一连杆,形成外滑块连杆机构中的主动曲柄及连杆。外滑块的连杆机构是三组串接的四连杆机构,完成往复间歇运动的动作。
此压力机内滑块由于采用一般的曲柄滑块机构,不能满足低速拉深、高速回程的要求,因此,在传动系统中采用双速离合器,在工作行程时低速离合器接合,空回行程时高速离合器接合。
图2-3-10所示为日本小松公司10000kN双动拉深压力机双速离合器的工作原理图。当压力机回空行程时,制动器先松开,离合器1接合,传动齿轮3高速转动;当压力机开始工作行程时,离合器1脱开,离合器2随即接合。飞轮的转动通过两级齿轮减速机构减速,传动齿轮作低速运转。
双动双点和四点拉深压力机一般进行大型覆盖件的拉深工艺,为了将零件从凹模中顶出或进行零件的局部胀形,双动拉深压力机也装有气垫。这种气垫具有某些特殊功能。在内滑块完成拉深工艺并回程时,为使零件不套在上模上,外滑块回程应稍滞后于内滑块,其滞后角为曲柄转角10°左右。因此,当内滑块回程时,外滑块还继续压紧零件的边缘,零件就有可能在顶料杆的作用下变形。为了避免这种情况发生,在拉深结束即内滑块到达下死点时,气垫应继续往下移动(2~3)mm,使顶料杆与零件脱离接触,而且只有在内滑块回程的距离等于零件高度时,气垫才开始顶料。具有这种功能的气垫称为闭锁气垫。图2-3-11所示为此种气垫的结构图。气垫被固定在压力机工作台的底面。气垫气缸2和气垫活塞1的空腔内,上部充满压力为(4~5)×105Pa的压缩空气,下部为油。活塞杆3与下部的闭锁液压缸4中的闭锁活塞5相连。闭锁液压缸周围的空间为充液腔。充液腔右部装有闭锁控制器,为一空气增压器。增压活塞6的右端为气腔,左端与锥阀7连接。当内滑块向下运动并进行拉深工作时,增压活塞的右腔排气,气垫气缸下部的油在压缩空气作用下,把锥阀顶开,并进入闭锁活塞的上部。当内滑块处于下死点时,增压活塞的右腔进气,锥阀关闭,因而闭锁活塞及气垫活塞被锁住。增压活塞的活塞杆由两个套接在一起的零件组成,内有压缩弹簧。因此,当增压活塞继续左行时,其活塞杆的两个零件产生相对运动,将闭锁在闭锁活塞上腔的油加压,因此使闭锁活塞、活塞杆及气垫活塞下降。当增压活塞向左行走约60mm时,气垫活塞可获得2~3mm的下移量,使顶料杆与零件脱离接触。当滑块回程距离等于零件高度时,增压活塞右腔排气,锥阀被推开,闭锁活塞上腔的油流回下腔,闭锁解除。在压缩空气作用下,气垫活塞上升,把工件顶出。
为了适应多品种小批量生产冲压零件的需要,大型的双点或四点拉深压力机都装有移动工作台和快速换模装置,以便缩短换模时间,提高压力机的利用率。
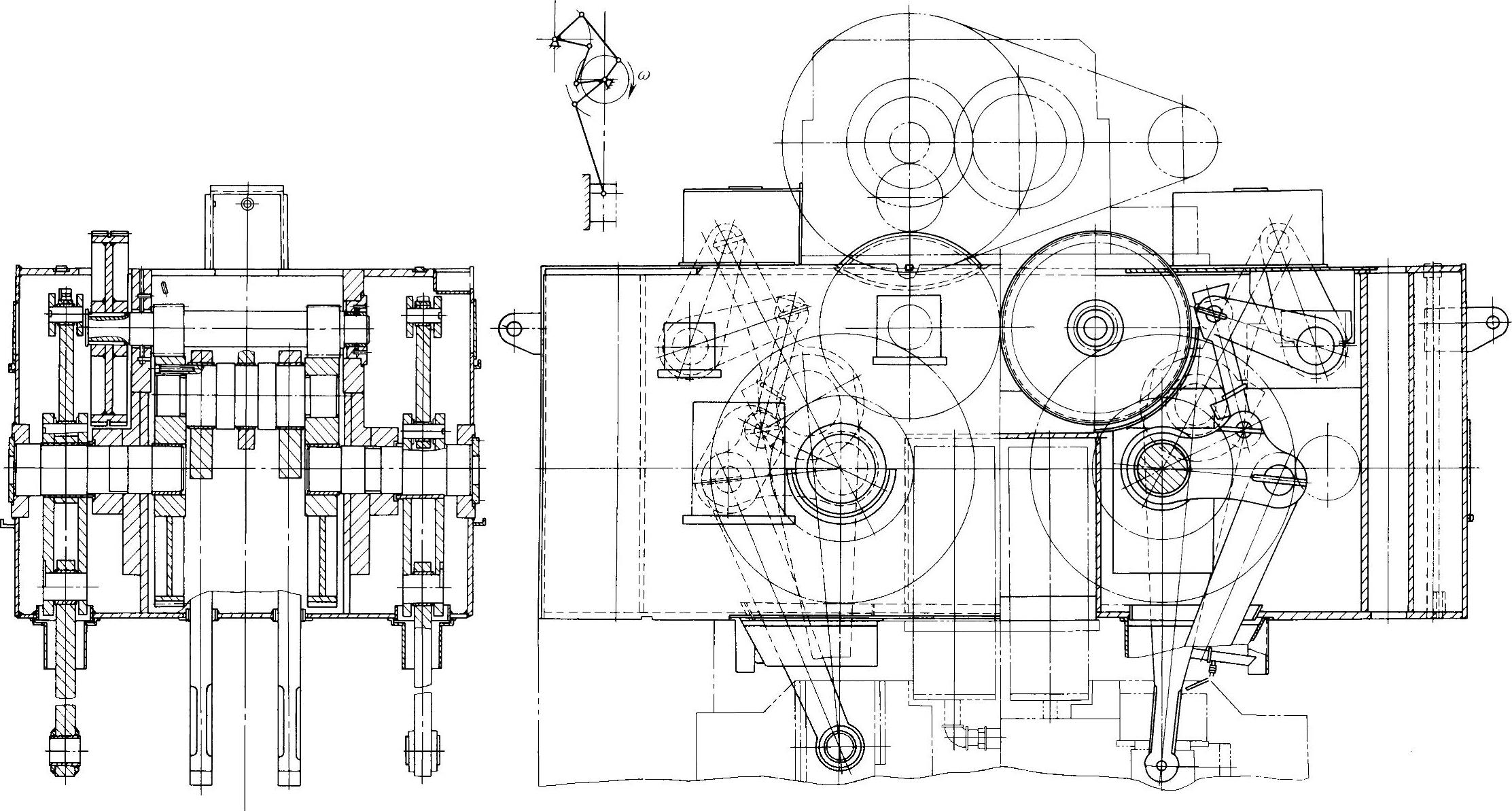
图2-3-9 DE4—800—500四点双动拉深压力机传动部件图(https://www.xing528.com)
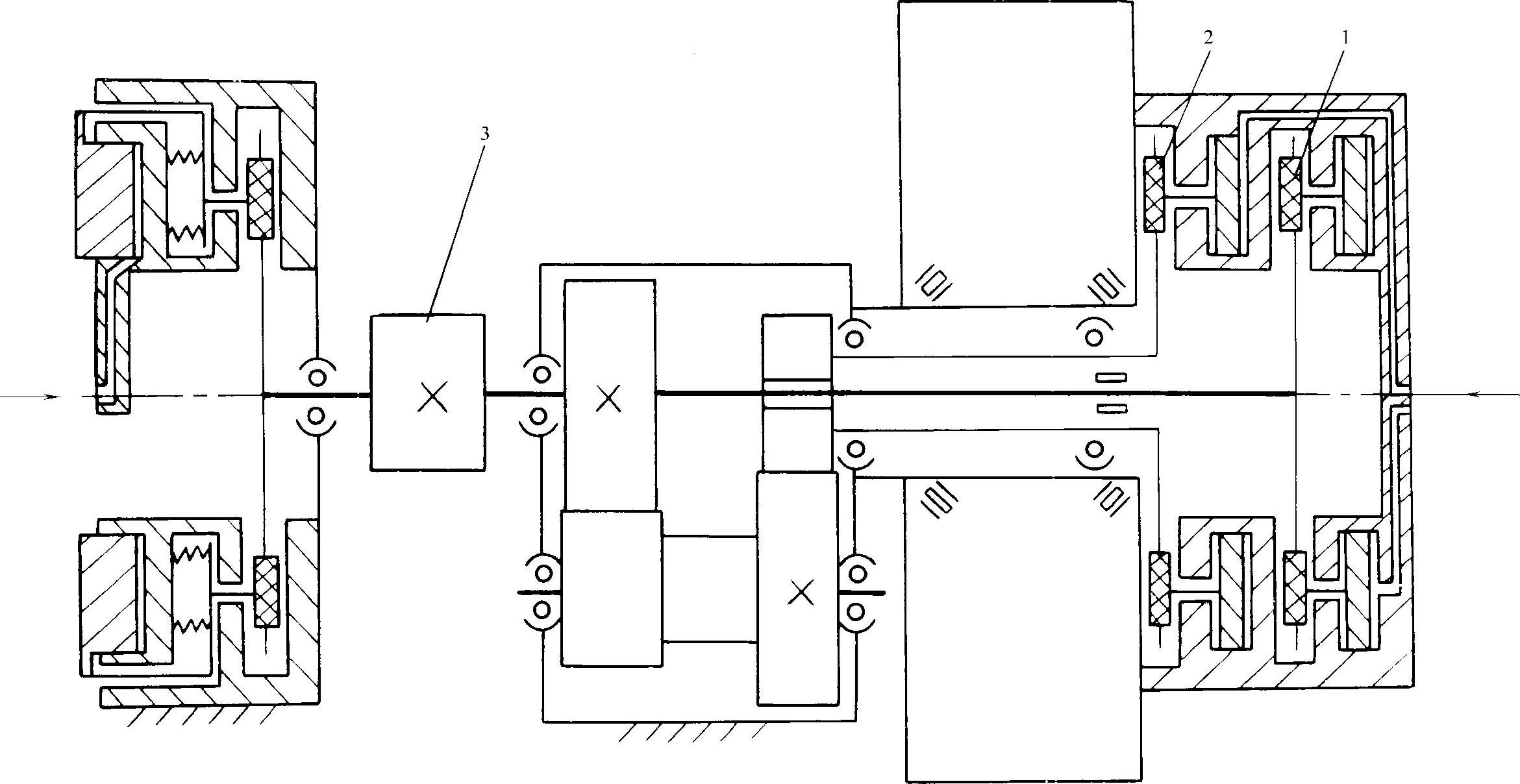
图2-3-10 日本小松10000kN拉深压力机双速离合器示意图
1、2—离合器 3—传动齿轮
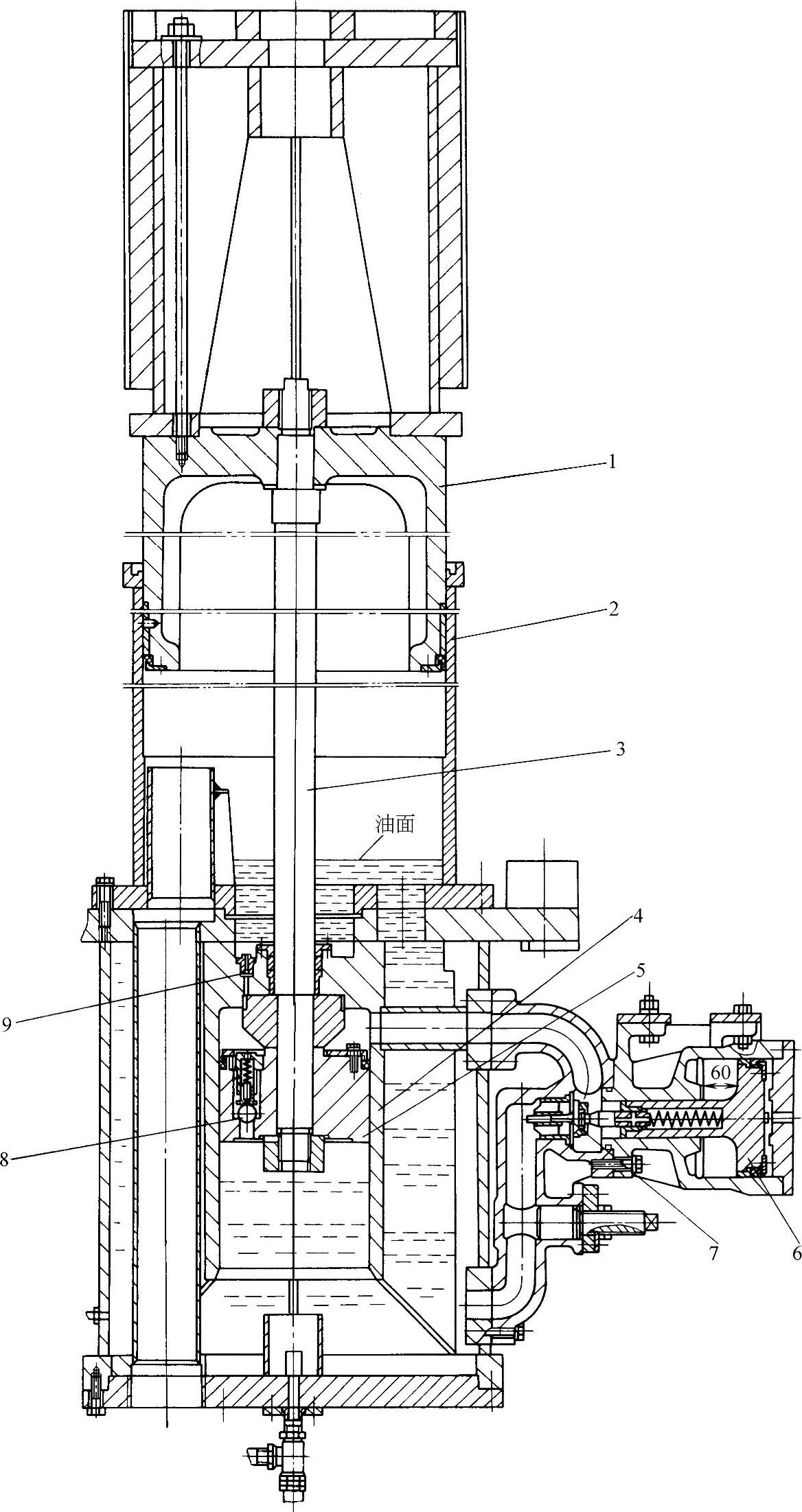
图2-3-11 双动拉深压力机的闭锁气垫
1—气垫活塞 2—气垫气缸 3—活塞杆 4—闭锁液压缸 5—闭锁活塞 6—增压活塞 7—锥阀 8—单向阀 9—单向节流阀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。