



拉深压力机用来拉深各种筒形零件、盒形零件以及各种复杂零件,如车身覆盖件等。
在进行拉深工艺时,毛坯的边缘要起皱。为了防止起皱,需有压边装置。压边装置可以用装在模具中的弹簧来完成,也可以用装在单动压力机中的拉深垫来完成,如图2-3-1a所示。但对于复杂的零件,则需用双动拉深压力机来完成,如图2-3-1b所示。双动拉深压力机有两个滑块,内滑块和外滑块。内滑块用来拉深零件,外滑块用来压紧毛坯的边缘。内外滑块的运动需要正确的配合,向下行程时外滑块先压紧毛坯,内滑块后拉深零件,防止工件边缘起皱;向上行程时内滑块先回程,外滑块后回程,以便将工件从凸模中脱出。图2-3-2所示为某拉深压力机的工作循环图,给出了内外滑块的运动配合。
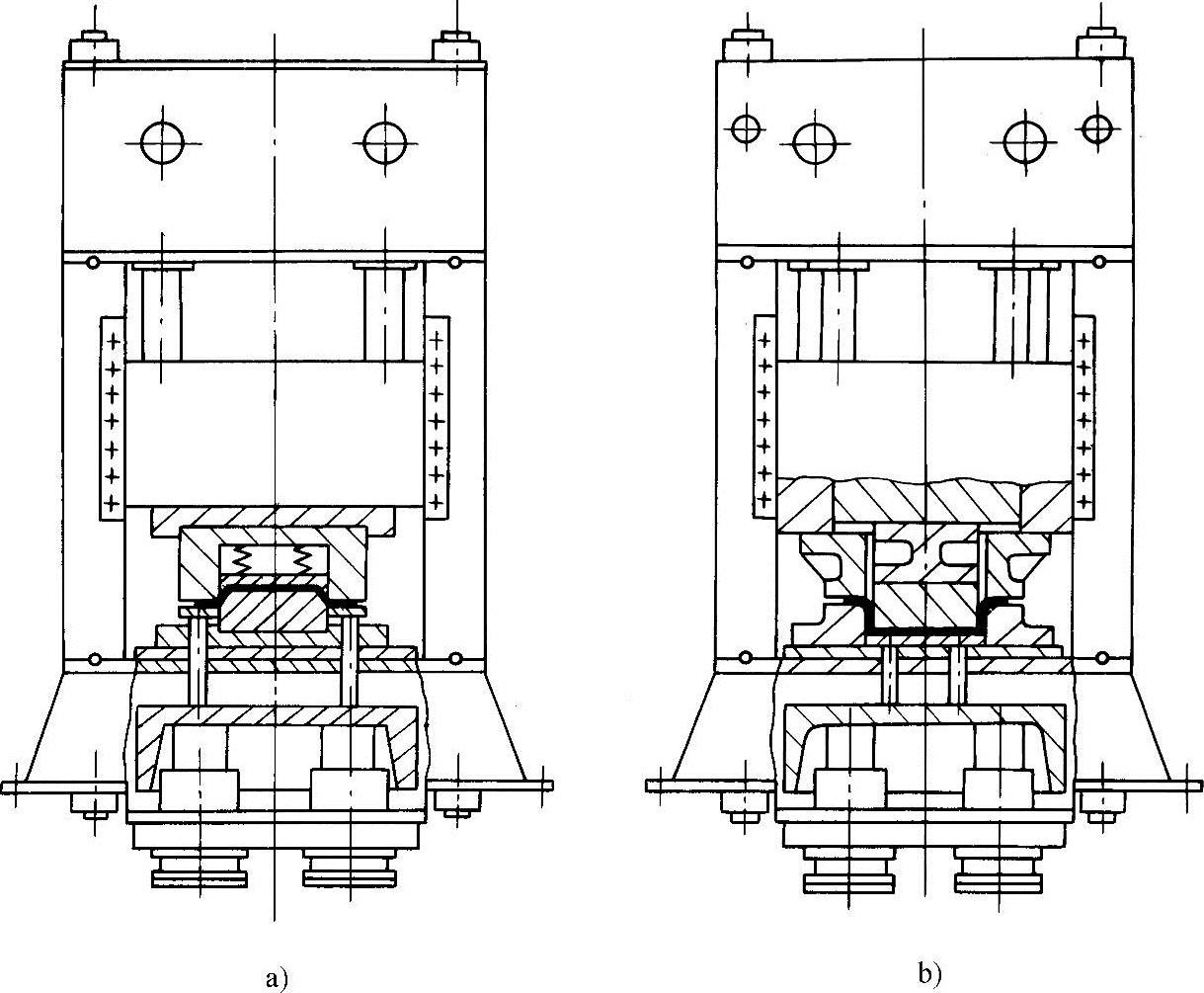
图2-3-1 压力机拉深零件工作原理图
a)单动压力机 b)双动拉深压力机
拉深压力机可按如下方式分类:按滑块的动作可分为单动、双动和三动拉深压力机;按滑块(指内滑块)的连杆数目可分为单点、双点和四点拉深压力机;按机身结构形式可分为闭式和开式拉深压力机。
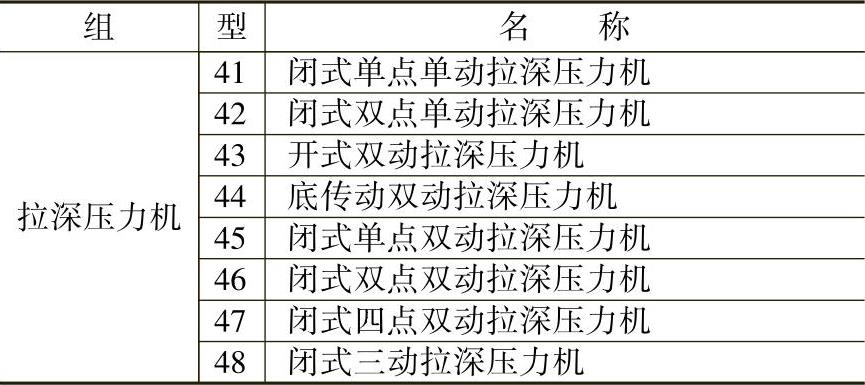
在JB/T9965—1999标准中,拉深压力机属机械压力机类的第四组,型号见表2-3-1。
本章主要叙述双动拉深压力机。
双动拉深压力机的型号表示方法与通用压力机的略有不同,其主参数有两个,即公称拉深力和总公称力。例如J46—500/800代表5000/8000kN闭式双点双动拉深压力机。5000kN表示公称拉深力,8000kN代表总公称力。有些国家用内滑块公称力和外滑块公称力来表示,例如E2F600×400表示内滑块公称力6000kN和外滑块公称力4000kN的双点双动拉深压力机。
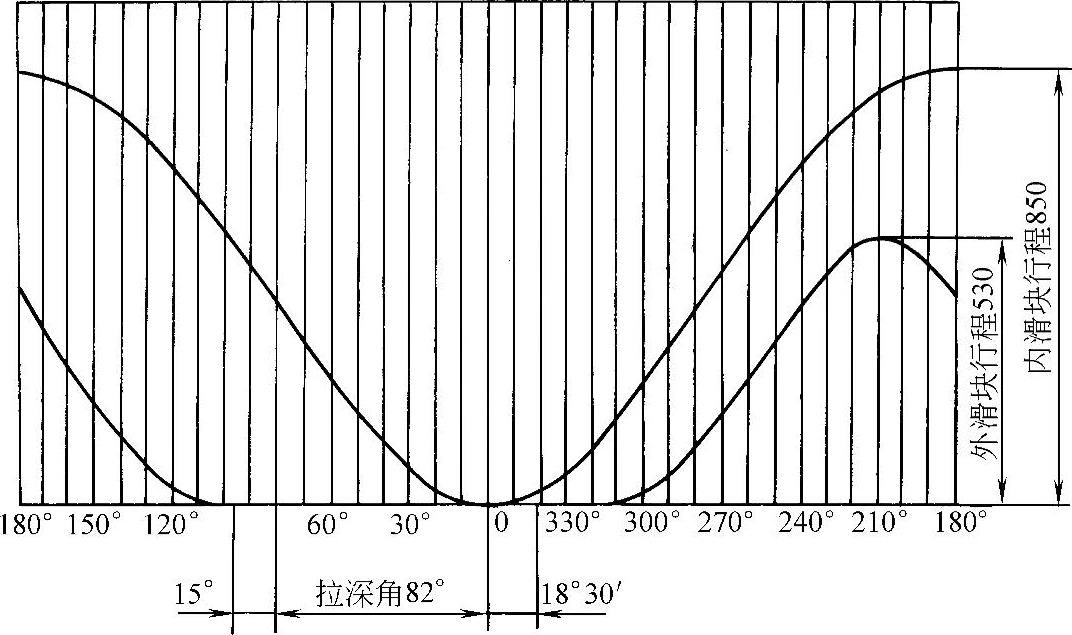
图2-3-2 双动拉深压力机的工作循环图
表2-3-1 拉深压力机的分类及型号
 (https://www.xing528.com)
(https://www.xing528.com)
双动拉深压力机尚未标准化系列化,表2-3-2列出了国内外有关厂家生产的双动拉深压力机的主要技术参数。表2-3-3为我国公司生产的双动拉深压力机的技术参数。表2-3-4为外国公司与我国工厂(或公司)合作生产的双动拉深压力机的技术参数。表2-3-5为日本会田公司生产的单动拉深压力机的技术参数。
表2-3-2 中国、日本、德国生产的双动拉深压力机的技术参数
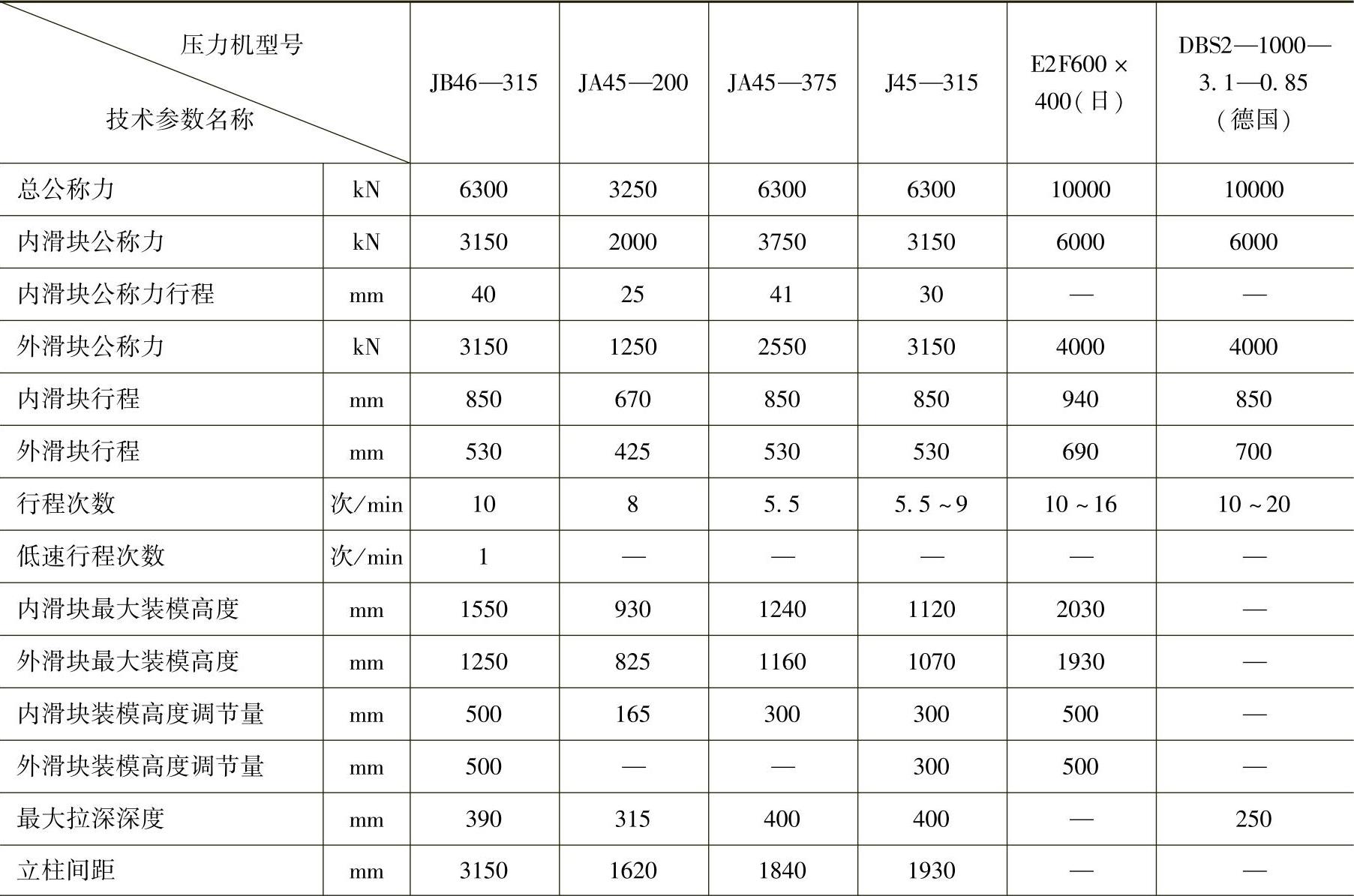
(续)
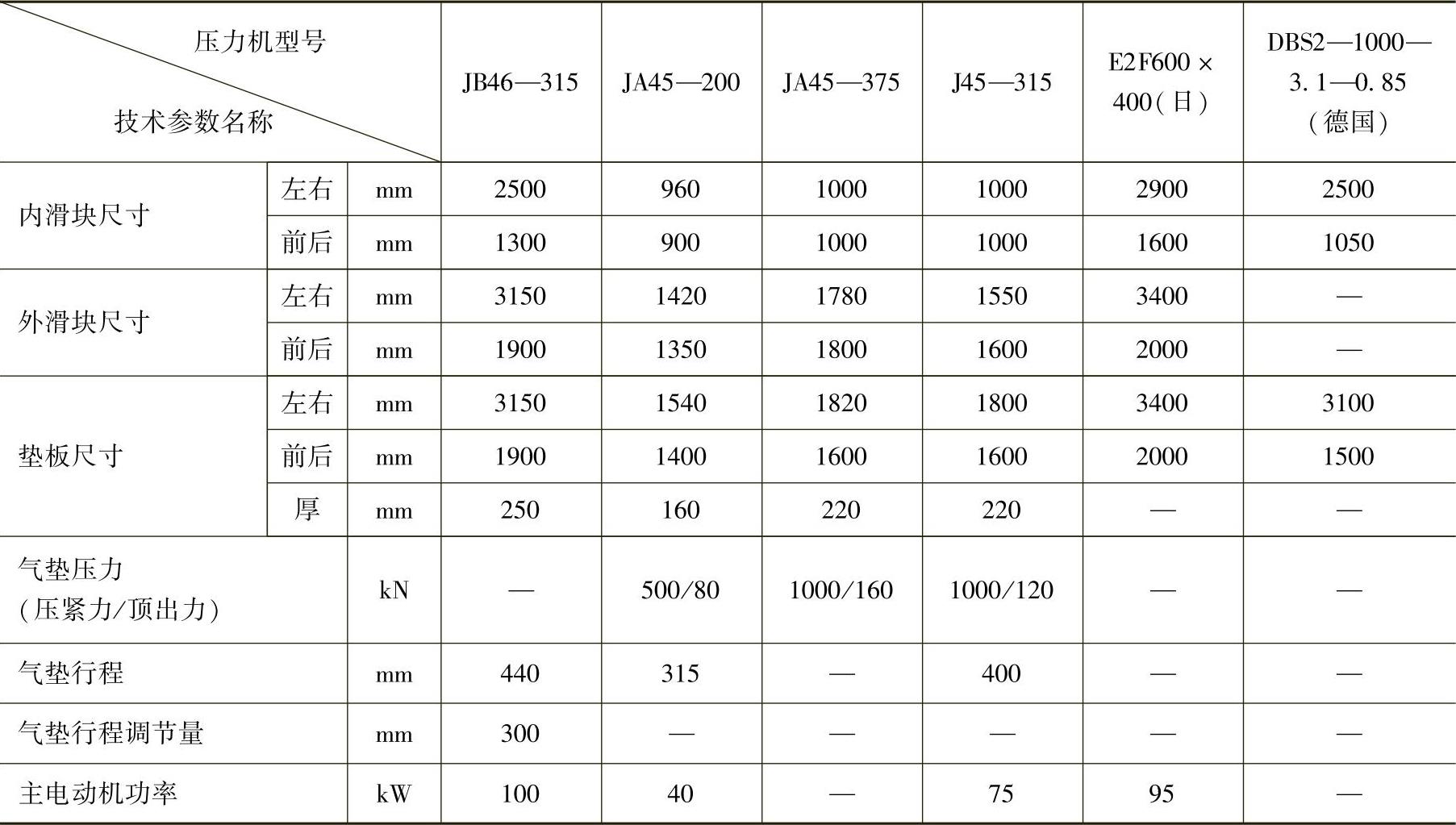
表2-3-3 闭式双动拉深压力机技术参数(济南二机床集团公司)
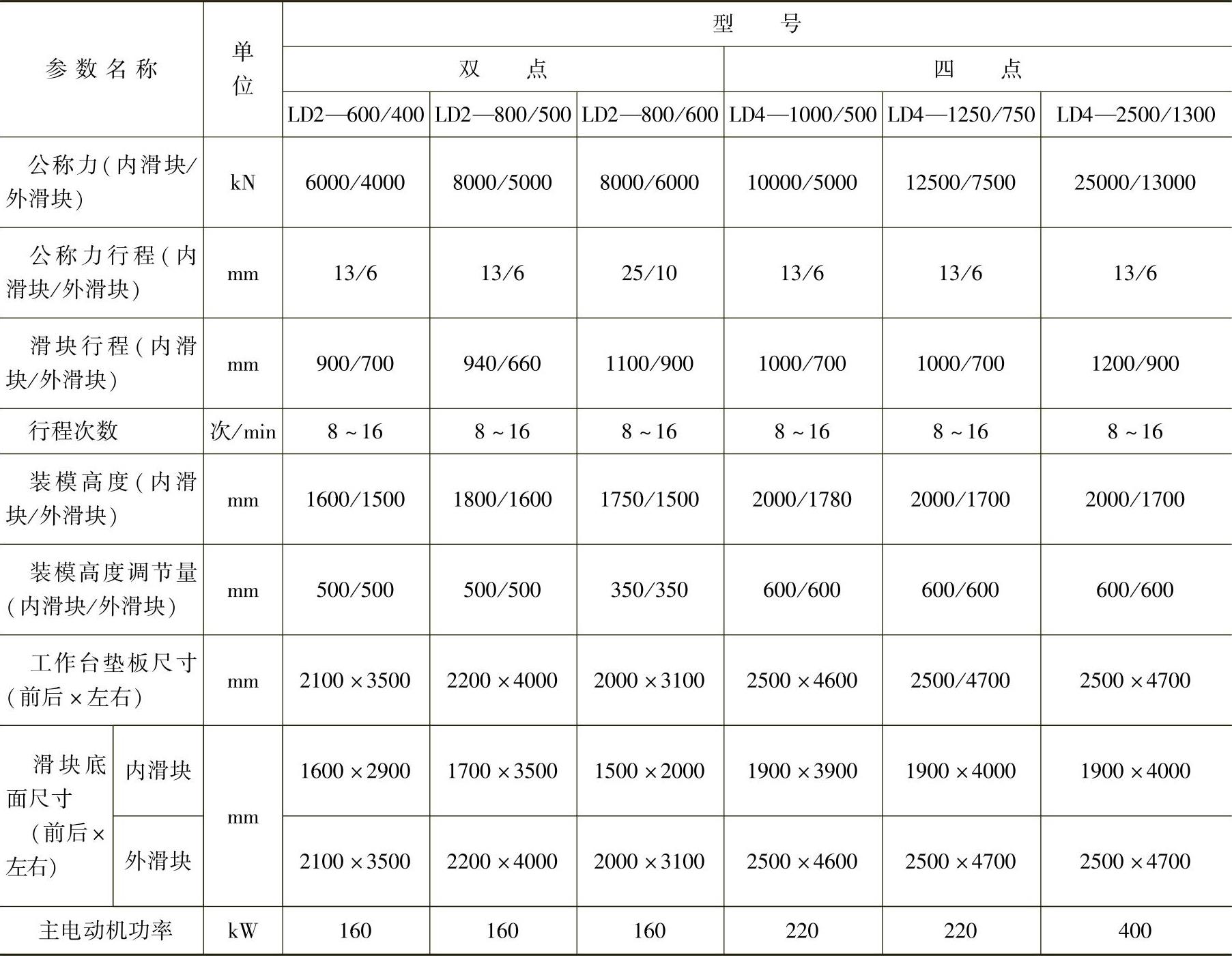
表2-3-4 闭式双动拉深压力机技术参数(日本小松公司、中国一重集团公司)
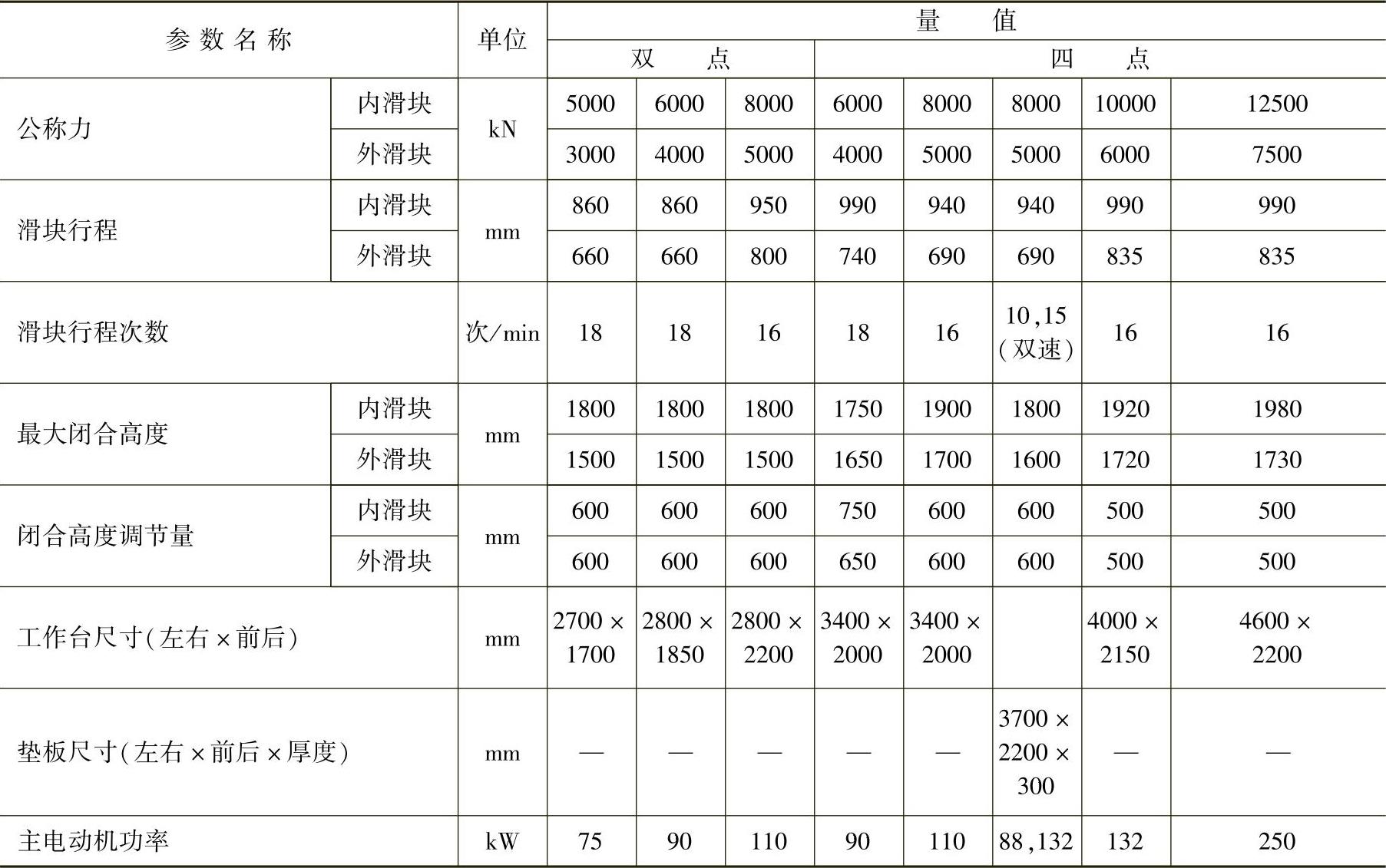
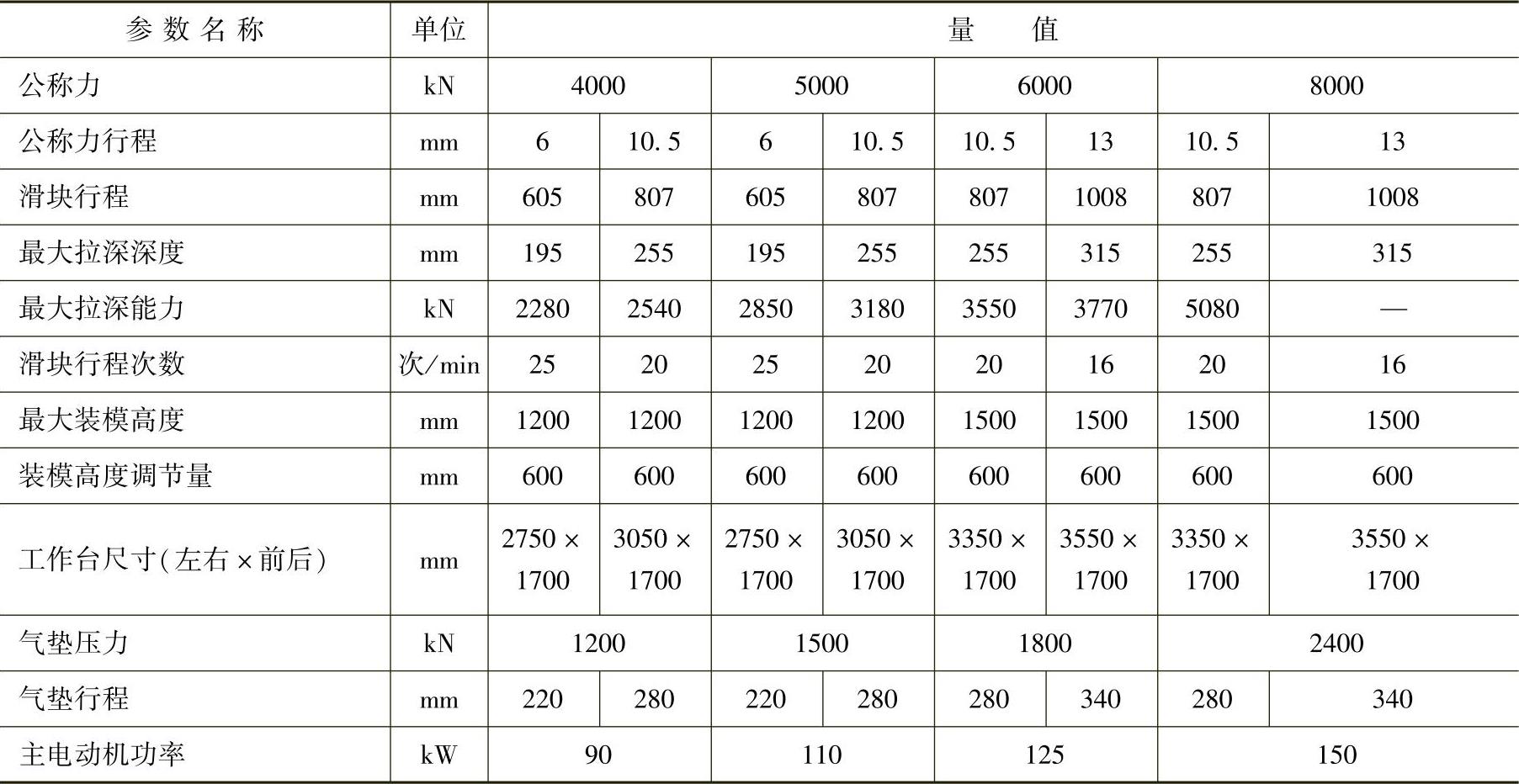
表2-3-5 日本会田(AIDA)公司单动拉深压力机技术参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。