



拉深垫除用来拉深时压边防止起皱外,还可作顶料(或工件)或作工件底部局部成形用。拉深垫分气垫和液压气垫两种。
1.气垫
图2-2-39所示是JA36—160压力机的气垫。气缸5固定在机身工作台3底面上。当气缸下腔进入压缩空气时,活塞4和托板1向上移动到上极限位置,气垫处于工作状态。当滑块向下运动,上模接触到毛坯时,气垫的活塞由于滑块和顶杆的作用,同步地向下移动,并以一定的压紧力压紧被冲压零件的边缘,直至滑块到达下死点,完成冲压工作为止。当滑块回程时,压缩空气又推动活塞随滑块上升到上极限位置,完成顶件工作。
上述的单活塞式气垫结构简单,活塞较长,内部有较大的空腔,可以储存较多的压缩空气,不必另备储气罐。但当压力机工作台下的空间较小时,则应采用层式气垫。图2-2-40所示为J23—400压力机三层结构的气垫。同一活塞杆2上套有三层活塞1、3和4,活塞杆的中心有孔洞通道,可同时进入压缩空气,推动活塞上升。
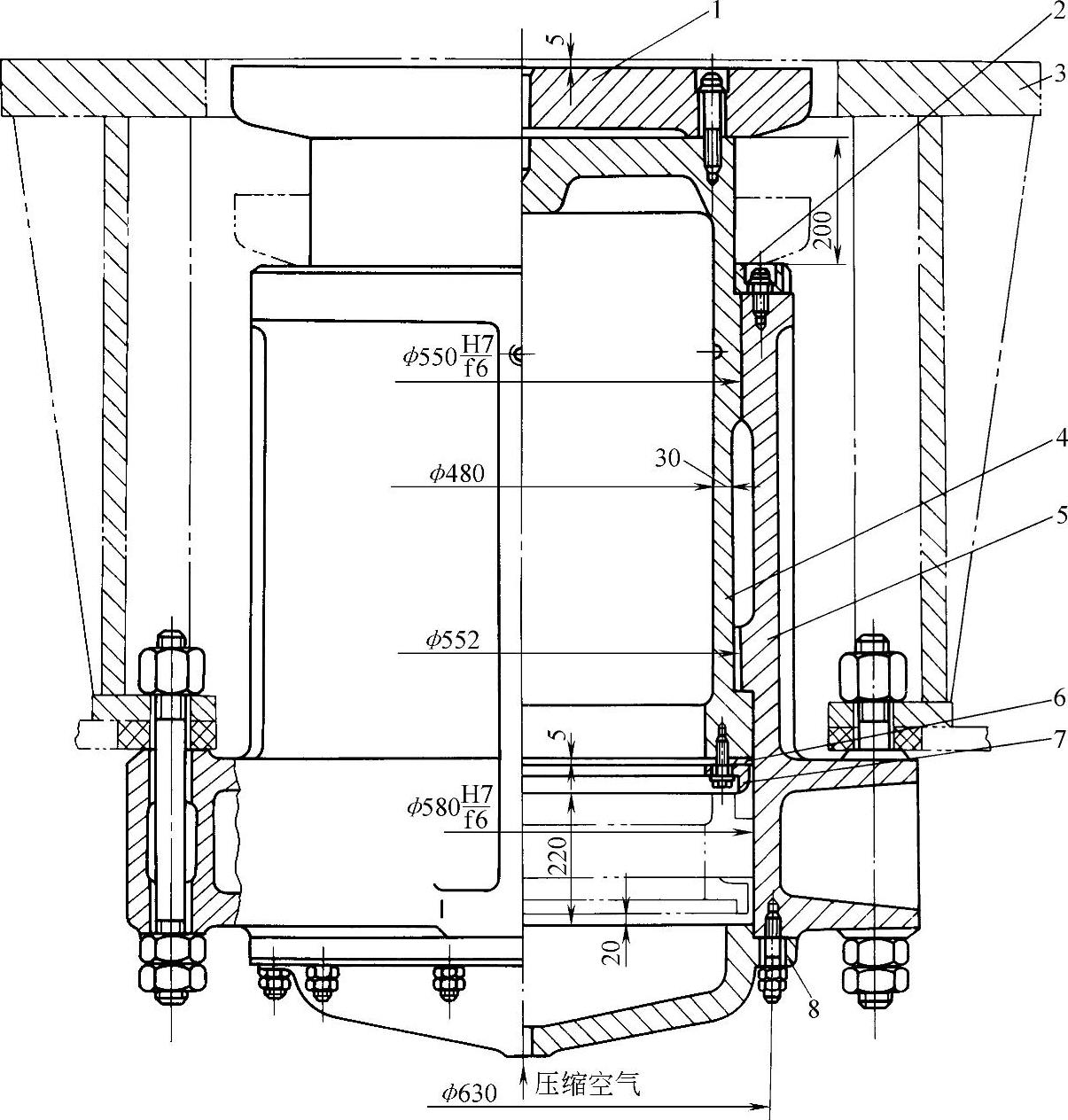
图2-2-39 JA36—160压力机气垫
1—托板 2—定位块 3—工作台 4—活塞 5—气缸 6—密封 7—压环 8—气缸盖
2.液压气垫
对大型单点压力机或其他压力机,由于工作台尺寸的限制以及要求较大压边力,当采用多层气缸的纯气式气垫也不易满足要求时,则采用液压气垫。(https://www.xing528.com)
图2-2-41所示为J31—315压力机的液压气垫。工作缸2内充满来自液气罐9的油液。工作缸和液气罐两者经工作阀(由工作阀杆5和工作阀座4组成)及管道互相连通。液气罐的上层除油液外还充有压缩空气。控制缸6的下腔充有压缩空气,它是由空气分配阀10来控制的。当滑块回程到某个位置时,空气分配阀的进气阀关闭,控制缸的下腔处于排气状态。因此,控制活塞7连同工作阀芯向下移动,工作阀座的阀门(以下简称工作阀门)被打开。液气罐内的油液,在其上部压缩空气的作用下,通过管道压向工作缸,并将工作缸和托板1顶起,一直达到极限位置。压力机开始工作时,工作活塞一直保持上述状态,直到曲柄转到某一角度时,空气分配阀的进气阀被打开,控制活塞在压缩空气作用下向上移动,关闭工作阀门。当滑块继续向下运动并压到气垫托板时,工作缸内的油压升高。当此压力升高到一定程度(约36×105Pa)后,工作缸中的油液推开工作阀门,克服堵住工作阀门的阻力,并经管道流回液气罐,于是托板便保持一定的压力,并跟随滑块向下移动到下死点,完成工件的拉深工作。
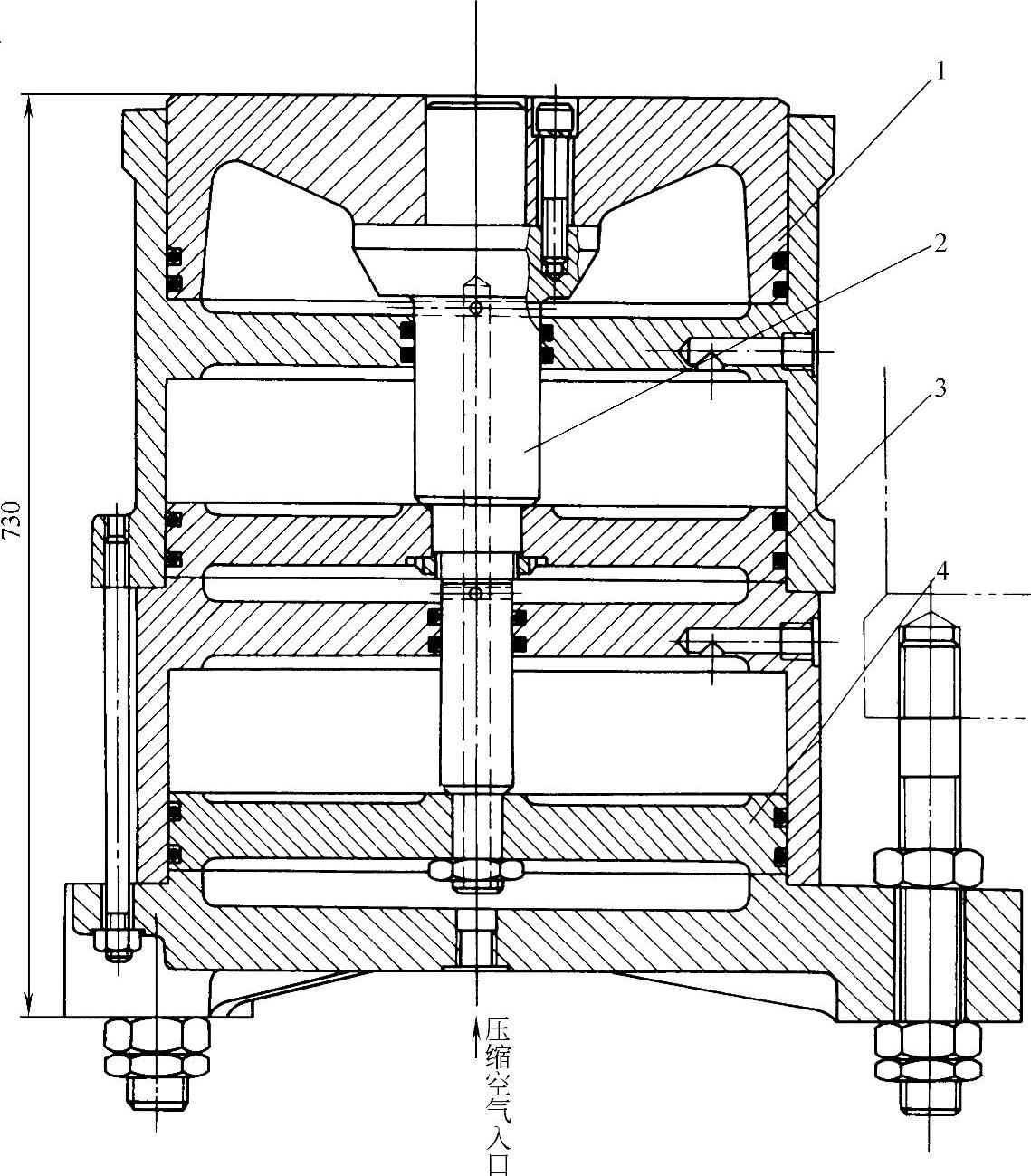
图2-2-40 J23—400压力机气垫
1、3、4—活塞 2—活塞杆
当滑块离开下死点开始回程时,托板上的压力消失,工作缸中的油压也随即降低,工作阀门再次关闭,托板停止不动。当滑块回程到某一位置时,空气分配阀的进气阀关闭,排气阀开启。于是控制缸中的压缩空气排出,控制活塞向下移动,工作阀门打开。在压缩空气作用下,液气罐的油液进入工作缸,工作缸连同托板一起上升到上极限位置,顶出工件,并为下一次的工作做好准备。
在某些冲压工艺中只需顶料动作时,可切断空气分配阀的进气阀,使工作阀门始终打开,于是工作缸也就经常在液气罐内的压缩空气作用下,随着滑块上下移动,完成顶件工作。
此种液压气垫由于在工作过程中,阀杆与阀座间的缝隙很小,而油液流速很大,压力波动频率很高,所以阀杆与阀座产生撞击,振动严重。为了减小振动,设有缓冲器8。此缓冲器是由一缝隙节流阀12和单向阀11组成。它把控制活塞顶部的空腔与阀杆空腔连通,所以阀杆向下运动时,阀杆空腔的油液经由单向阀进入控制活塞顶部空腔。当阀杆向上运动时,由于有节流阀,控制活塞顶部油液的压力阻止阀杆撞击阀座,产生了缓冲作用。
此种液压气垫结构紧凑,能以较小的体积获得较大的压边力。但结构复杂,制造工作量大。缓冲装置及阀的有关参数在目前还很难设计得完美,因此撞击、噪声、振动及由振动引起的漏油目前不易彻底解决。同时液压气垫的压边力波动也比纯气垫的来得大,所以,除非不得已,一般以不采用液压气垫为宜。现在各国均以纯气式结构为主。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。