



等静压也是一种粉末成形工艺,它是对金属粉末坯料在各个方向施加同样压力,从而使粉末制品有最均匀的密度分布与晶粒结构。这种工艺主要用于需要强度与断裂抗力均匀的形状简单或复杂的成形件,还能制造长径比很大的粉末冶金制品。
等静压工艺分为冷等静压、热等静压及烧结热等静压。
(一)冷等静压力机
冷等静压是在室温下对粉末坯体施加高的流体压力,将之压制成预定形状。压制压力一般为140~410MPa,最高达760MPa。用冷等静压成形的粉末压坯,其密度为60~80%理论密度。图1-9-19所示为冷等静压工艺过程示意图。粉末装于橡胶或塑料制成的包套中。又分为湿袋式与干袋式两种,前者包套密封后,完全浸入液体介质中,与压力介质直接接触,在成型前,包套与其他模具是在压力机外进行组装和充填粉末,抽真空和密封后才放入高压容器中。成型后,必须从高压容器中取出,进行脱模。而干袋法则是将弹性模具固定在高压容器中,通过模具的凸缘与容器内壁密封,装粉时不需将弹性模具从容器中取出,而是将粉末直接进行充填,如需要排出带入的气体,可与真空泵连接。
湿袋式冷等静压力机常用含3%~5%乳化剂的乳化水液作为工作介质;干袋式多用矿物油。
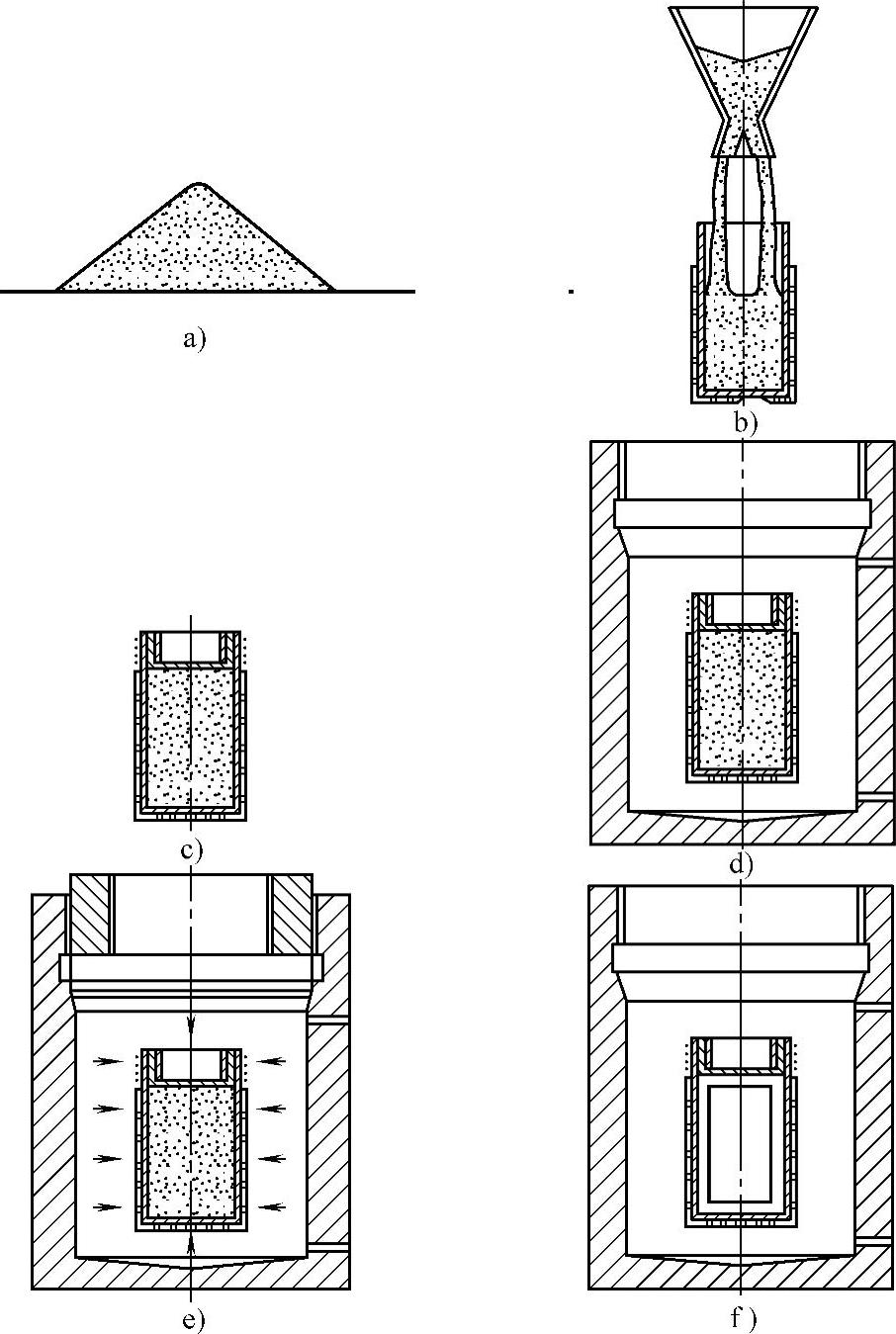
图1-9-19 冷等静压工艺过程
a)压制前的粉料 b)粉末装入包套 c)封闭与密封包套 d)包套位于压力容器的压力介质中 e)加压 f)卸压后的压坯
冷等静压力机组如图1-9-20所示,本体由高压容器5及承力框架6组成,承力框架有叠板式与预应力钢丝缠绕式。液压系统由高压与低压系统组成,先由低压系统向高压容器内快速充液,待容器充满液体后,启动高压系统,由超高压泵或高压泵与增压器对容器内液体进行增压。
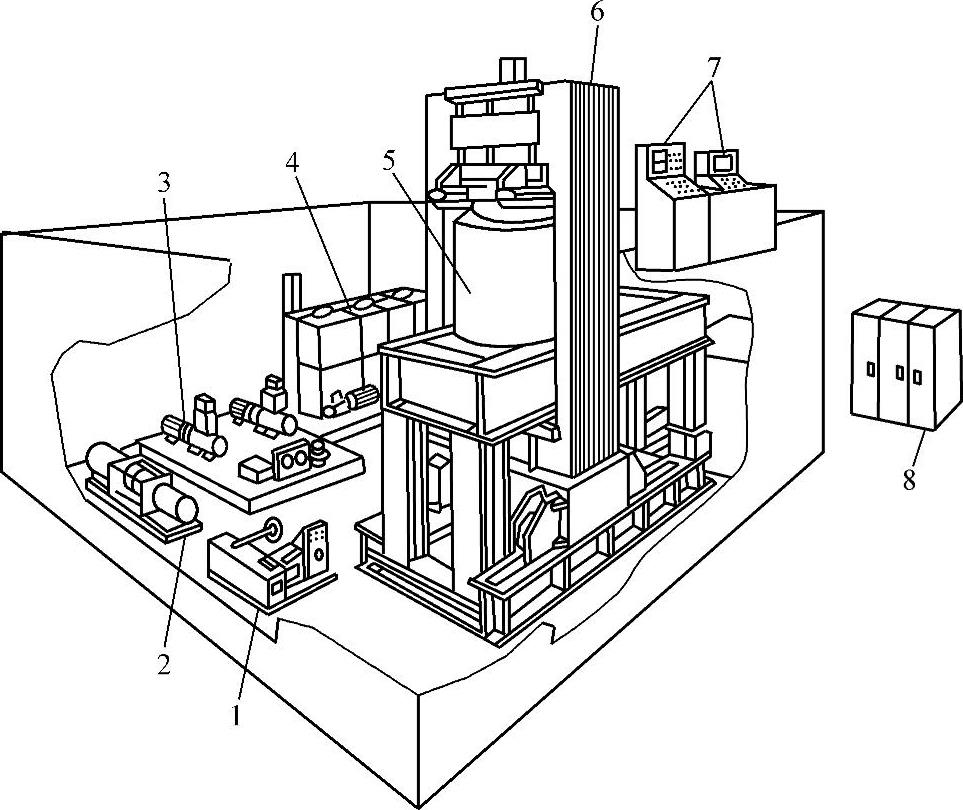
图1-9-20 冷等静压力机组示意图
1—低压液压系统 2—减压装置 3—高压泵 4—压力介质处理室 5—高压容器 6—框架 7—操作台 8—供电柜
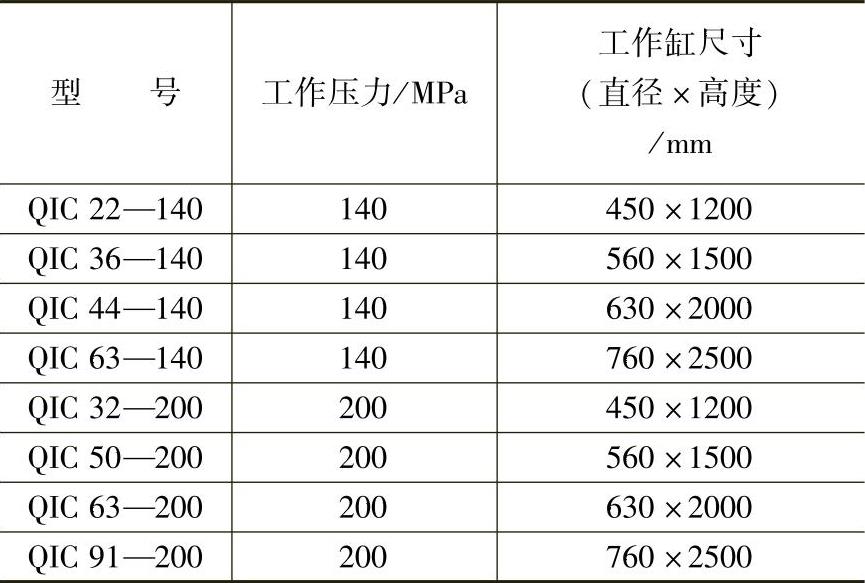
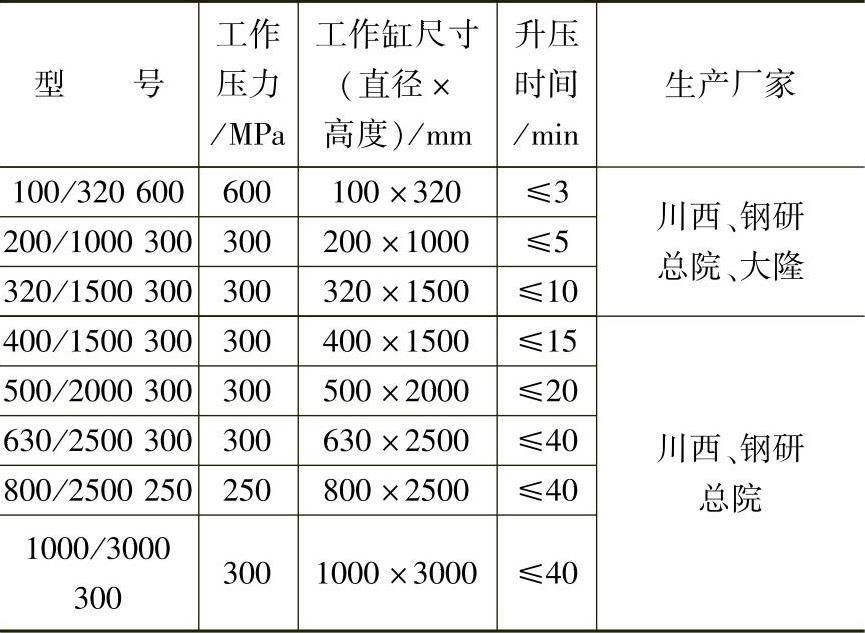
瑞典ABB公司生产的冷等静压力机的技术参数见表1-9-15,此外美国及日本等国也均有生产。我国冶金部钢铁研究总院、四川雅安川西机器厂及上海大隆机器厂也均有生产,国产等静压力机的主要技术参数见表1-9-16。
表1-9-15 瑞典ABB公司的冷等静压力机技术参数
冷等静压的成形件只有烧结后才具有必要的物理和力学性能,一般用于陶瓷、硬质合金、高速钢、钛及钛合金等领域。
(二)热等静压力机
热等静压工艺是通过流体介质(气体)将高温与高压同时均匀地作用于被处理材料的全部表面,使之成形或固结。经热等静压的制品可达到致密状态,并基本上可消除其内部的孔隙,从而大大改善制品的性能。
表1-9-16 国产冷等静压力机技术参数
加工的高温范围从铝合金粉末的480℃到钨粉的1700℃左右,乃至到陶瓷制品的2000℃或更高。常用的流体介质为高密度氩气,压力范围为20~300MPa。加热温度的选择要使得既能产生固态扩散又能避免产生任何液相。
由于橡胶或合成橡胶都承受不了高温,故包套(或模具)都是用金属或玻璃制作,包套的构型与形状受到一定限制,只能制造形状较简单的制品。在处理铸件或烧结好的粉末冶金制品时,也可不用包套。采用计算机仿真技术,可作出形状复杂的包套,以接近制品的最终尺寸。
热等静压工艺用于:
1)硬质合金致密化。在硬质合金的混合料进行冷等静压、脱腊、烧结后,进行热等静压,以消除残留孔隙及内部缺陷,可大大改善硬质合金制品的质量。常用工艺参数为压力不高于100MPa,温度不高于1500℃。
2)金属粉末固结。主要是高速钢、高温合金及钛合金。一般在热等静压后,再用锻造或挤压等工艺使之接近最终形状。
3)铸件处理。热等静压工艺可使铸件的气孔与疏松愈合,改进其组织结构及材料性能,使铸件的材料性能接近或优于锻件。热等静压工艺不仅可使镍基高温合金、钛合金及铝合金铸件改善性能,且可用于修复正在使用的铸件,以恢复其降低的性能。(https://www.xing528.com)
4)热等静压工艺还可用于同种或异种金属间的扩散连接、金属与陶瓷的连接,陶瓷与陶瓷的连接。
热等静压力机组由筒体、框架、加热系统、液压系统、真空系统、冷却系统及控制系统等组成,如图1-9-21所示。
由于压力介质为气体,因此承压筒体的危险程度远大于冷等静压力机的筒体。受力框架与冷等静压力机一样,也有叠板式和预应力钢丝缠绕式两种。装在承压筒体内的加热炉或由直接辐射或由气体对流将工件加热到工作温度,且要保持温度稳定。压力介质一般用氩气或氦气,用气体压缩机来加压或用气体热膨胀来完成。冷却系统是使加压筒体的温度保持在低于设计的极限温度。
我国钢铁研究总院生产的RD系列热等静压力机的主要技术参数见表1-9-17,瑞典ABB公司的热等静压力机的主要技术参数见表1-9-18。
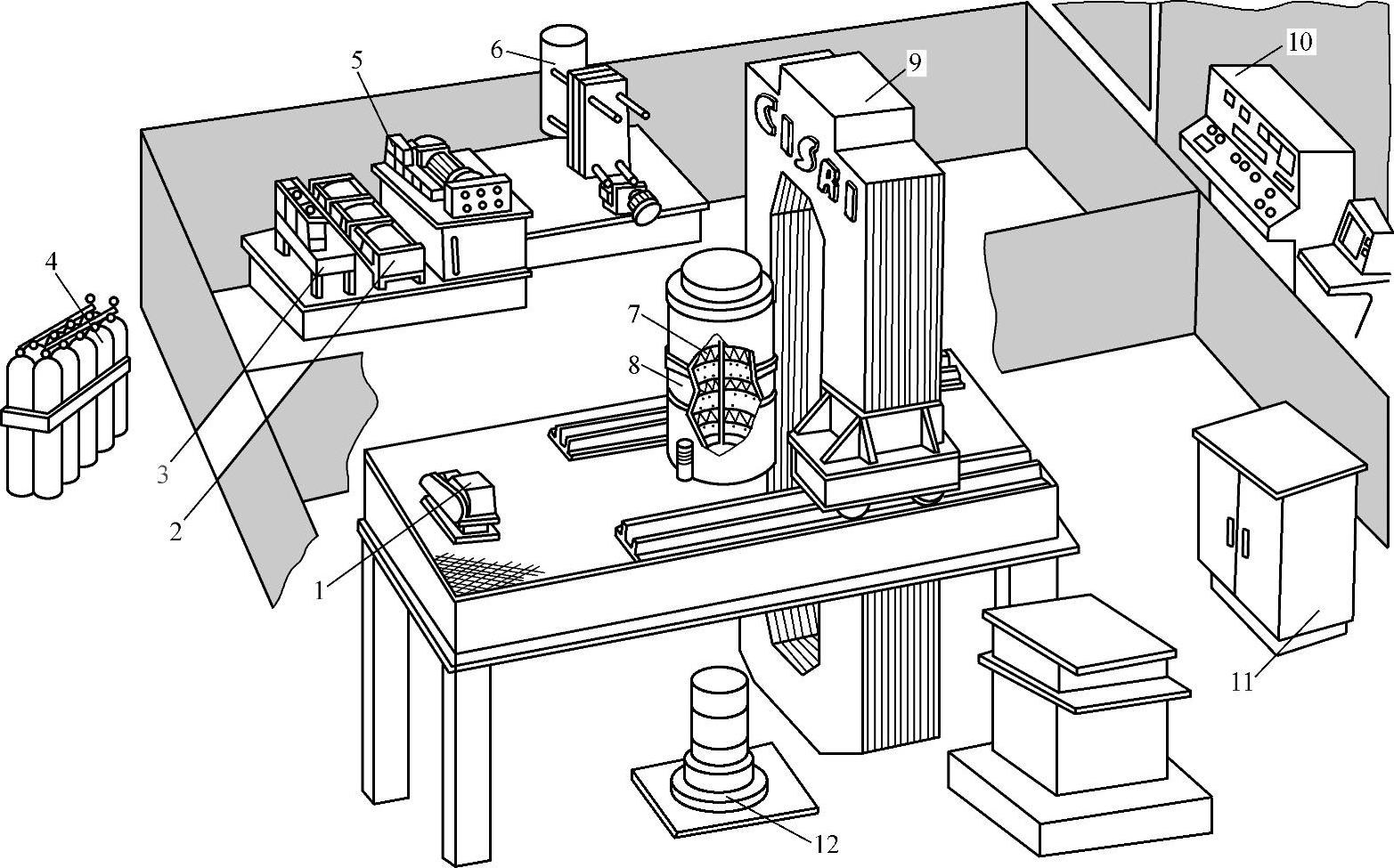
图1-9-21 热等静压力机组示意图
1—真空系统 2—供气系统 3—阀门组 4—气瓶 5—液压系统 6—冷却系统 7—加热炉 8—高压筒体 9—框架 10—控制系统 11—电源 12—下塞
(三)烧结热等静压力机
烧结热等静压直接用于粉末冶金制品的真空或气氛烧结,在烧结周期结束时通入气体,对烧结好的制品施加等静压力,以提高制品的材料密度,改善性能。对于硬质合金类制品,工作温度为1600℃,工作压力为6MPa,对于氮化硅制品为2000℃和10MPa。
将烧结和热等静压两种工艺结合起来的好处是可以将一台昂贵的热等静压设备改为压力较低、成本较低的烧结热等静压设备。
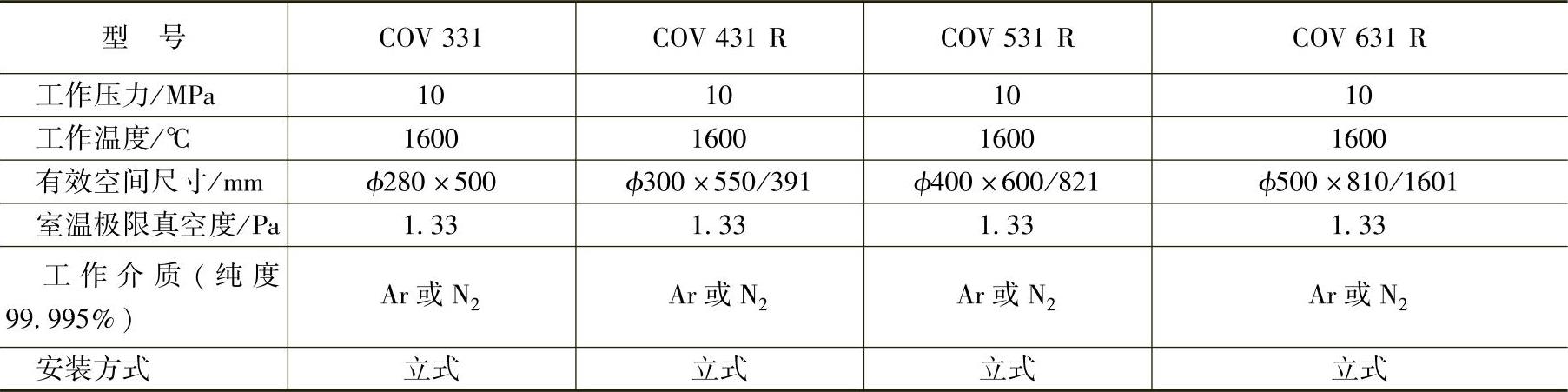
表1-9-19为我国钢铁研究总院生产的SIP系列烧结热等静压力机的技术参数。表1-9-20和表1-9-21为德国BALZERS公司的COV系列。
表1-9-17 RD系列热等静压力机技术参数(钢研总院)
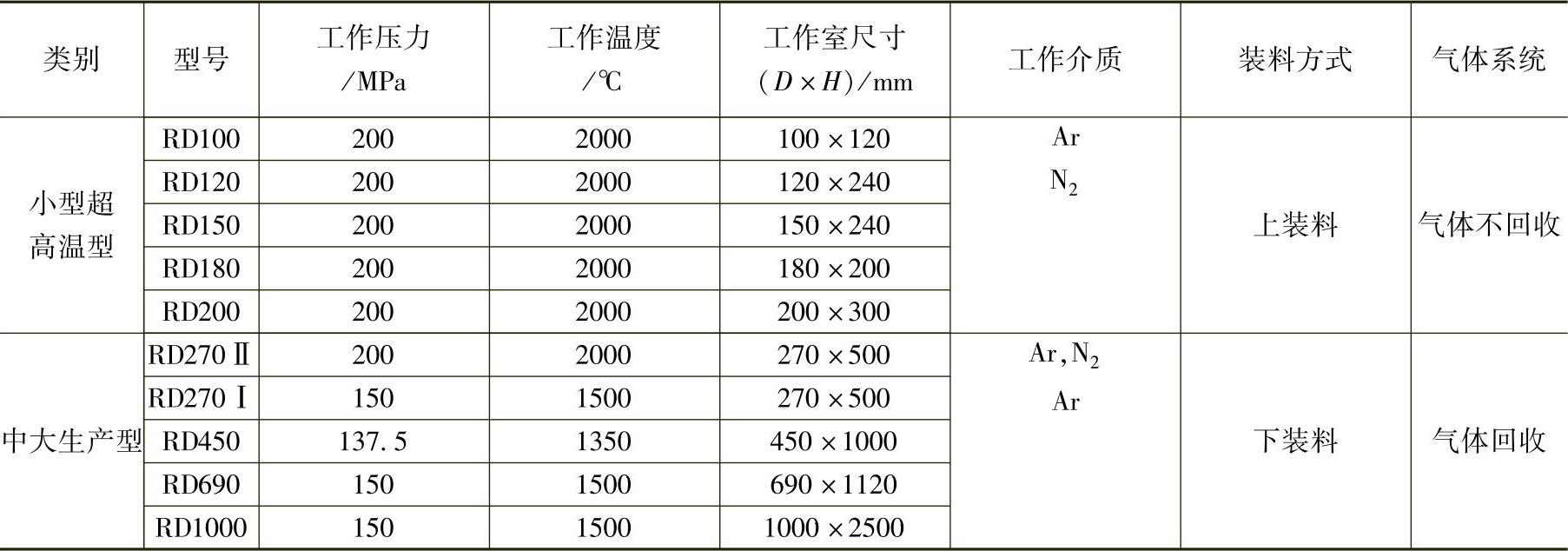
表1-9-18 QIH系列热等静压力机技术参数(ABB公司)
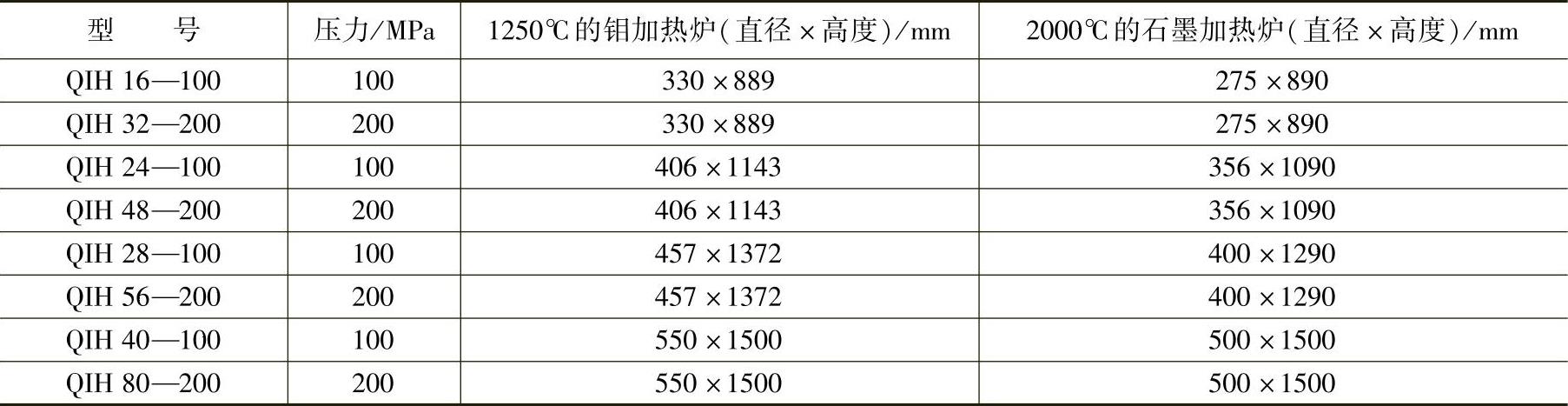
表1-9-19 SIP系列烧结热等静压力机技术参数(钢研总院)
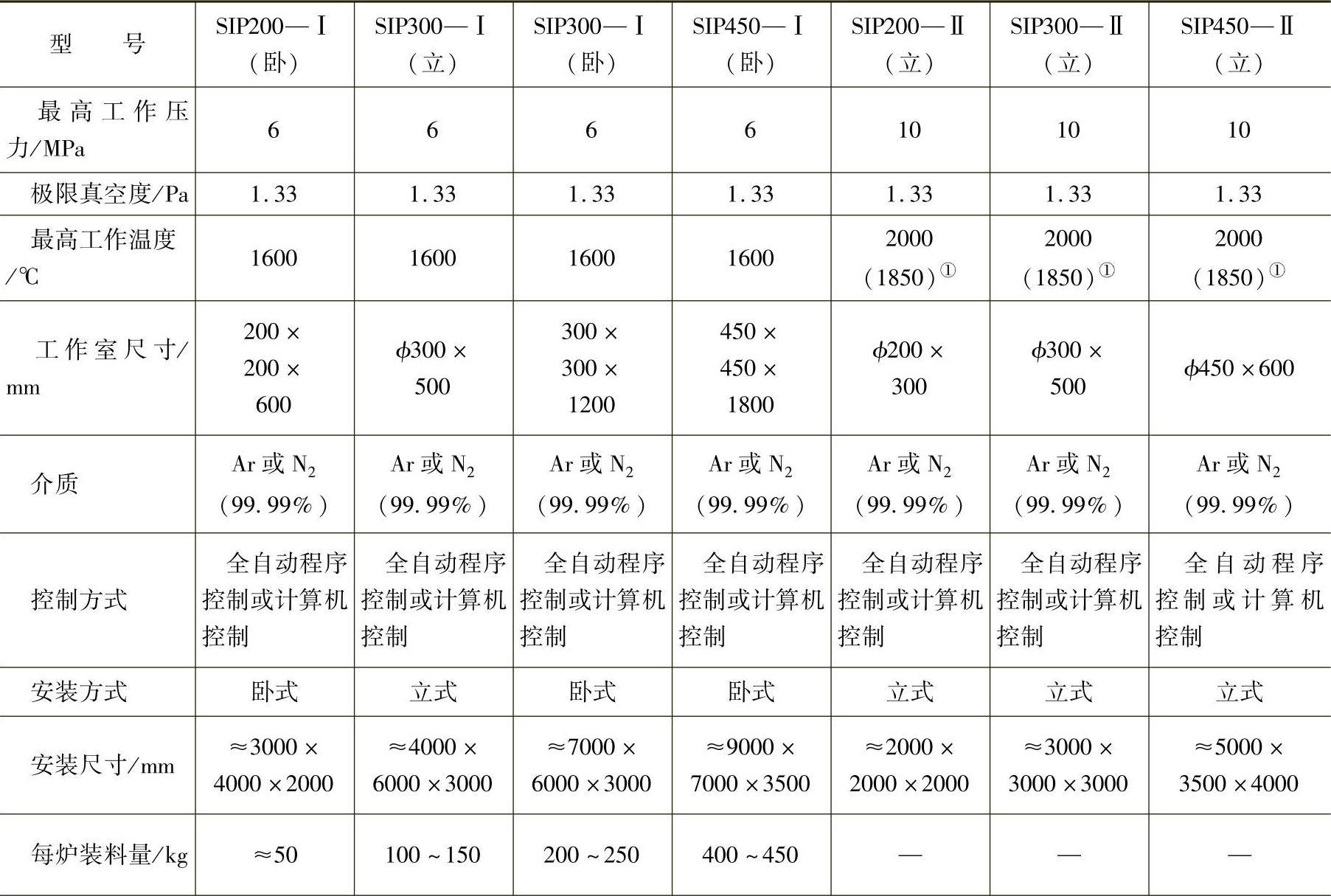
(续)
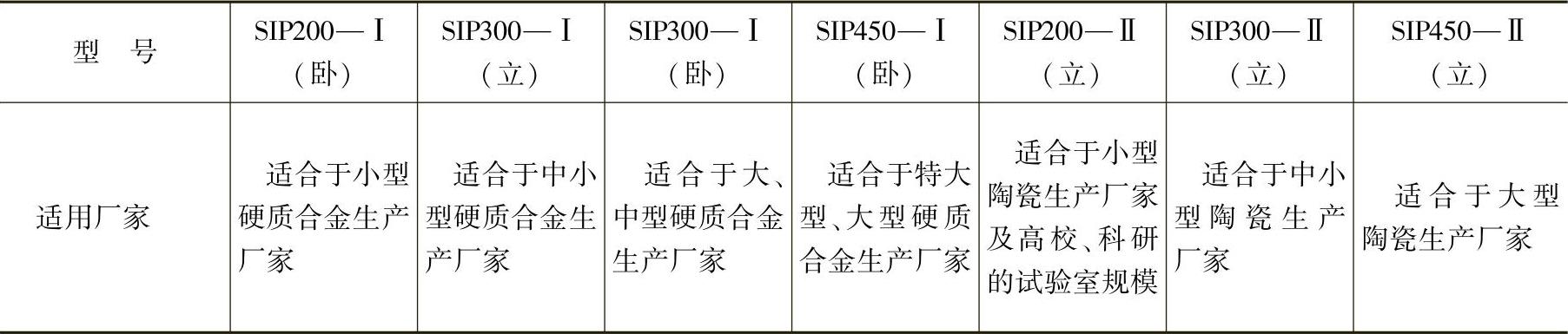
①括弧内为常用工作温度。
表1-9-20 COV系列烧结热等静压力机技术参数(BALZERS)
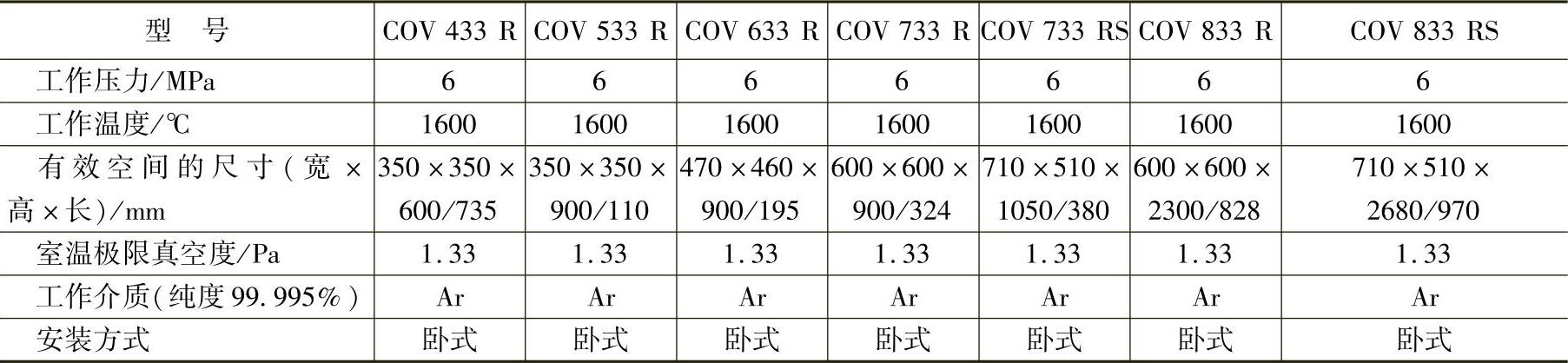
表1-9-21 COV系列烧结热等静压力机基本参数(BALZERS)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。