



(一)机架
模具研配液压机机架的特点是作业空间大,工作台面大,最大封闭高度大。对于单纯研配液压机,主缸公称力小而回程力大。
小型研配液压机机架为三梁四柱式,大、中型则为预应力框架结构,采用四角八面平面导轨。瑞典AP&T公司生产的ZF型系列研配试模液压机的滑块采用“鱼尾式导向”,导向板用自润滑材料制成。
(二)动梁垫板翻转机构
当待研配的凹模固定在动梁上时,为了研配及修模方便,需要将垫板及凹模翻转90°或180°,如图1-9-1所示。为此,设置有翻转缸来实现翻转动作。

图1-9-1 凹模翻转动作示意图
(1)翻转90°机构 如图1-9-2所示,垫板3与活动横梁用铰链连接,装在动梁上的翻转缸中的活塞杆2,通过铰轴推动垫板及凹模翻转90°至100°,将模具置于液压机外侧,以便于修整打磨。垫板翻回原位时,动梁两侧有导向块,垫板可以有很高的复位精度,并由锁紧缸将垫板与动梁紧密地连成一体。
(2)翻转180°机构 如图1-9-3所示,垫板与动梁也是铰链连接。需要翻转时,移动工作台必须开到外部极限位置,然后垫板由翻转缸2中的活塞杆头部的挂钩推动垫板向外侧100°的位置翻转,动梁下降使垫板前部两个滚轮落到曲线导轨面上,然后动梁继续下降,滚轮沿曲线导轨向前滚动,挂钩与垫板销轴脱开,垫板翻到水平向上位置,此时动梁停止不动。
垫板翻回时,首先动梁上升,带动垫板上升,滚轮沿曲线导轨向后移动,垫板由水平位置向垂直状态翻转,当垫板转到100°的位置时,销轴自动进入挂钩,此时动梁停止上升,翻转缸活塞杆回收,挂钩将垫板拉回水平向下位置,由垫板锁紧装置将垫板与动梁锁紧。
(三)动梁锁紧装置
研配液压机的活动横梁除了要能停于任意位置外,还必须确保停位的绝对可靠,不会自行下降,以保证修模工人及模具的安全。
可采用机械卡键来锁紧,结构简图如图1-9-4所示,它安装在动梁的两端,齿条装在两侧的立柱表面,依靠弹簧力使卡键卡入齿条两齿之间,以防止动梁下降。当动梁需要运动时,操纵液压缸1将卡键收回。
在液压系统中,也应在主缸回程腔中建立背压来支承动梁。(https://www.xing528.com)
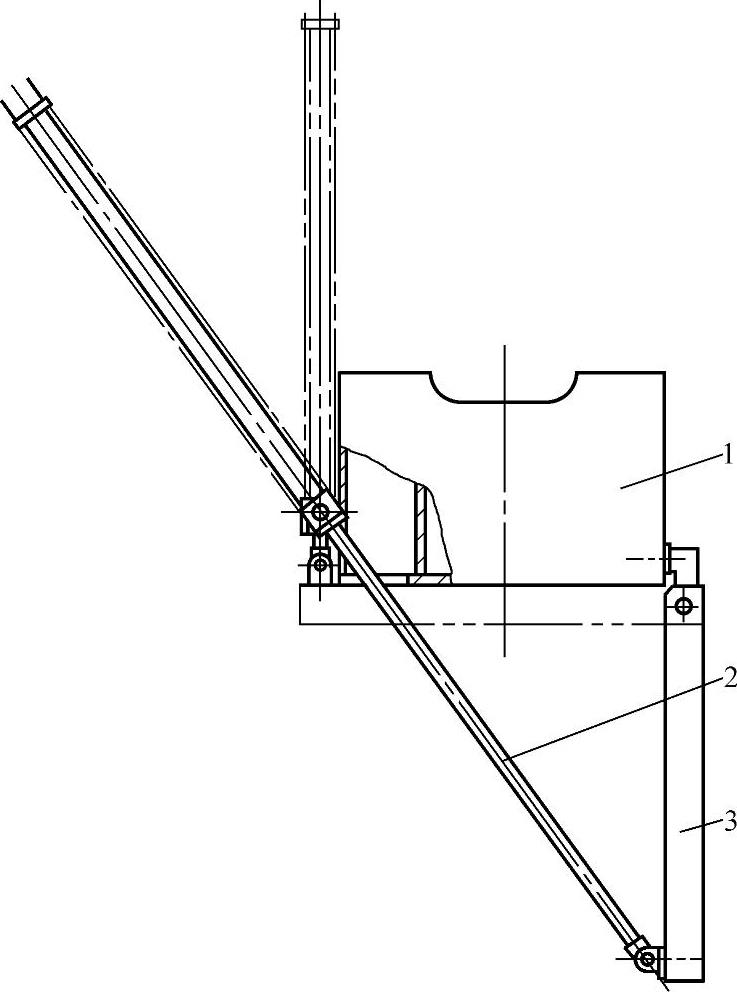
图1-9-2 垫板翻转90°机构
1—动梁 2—翻转缸活塞杆 3—垫板
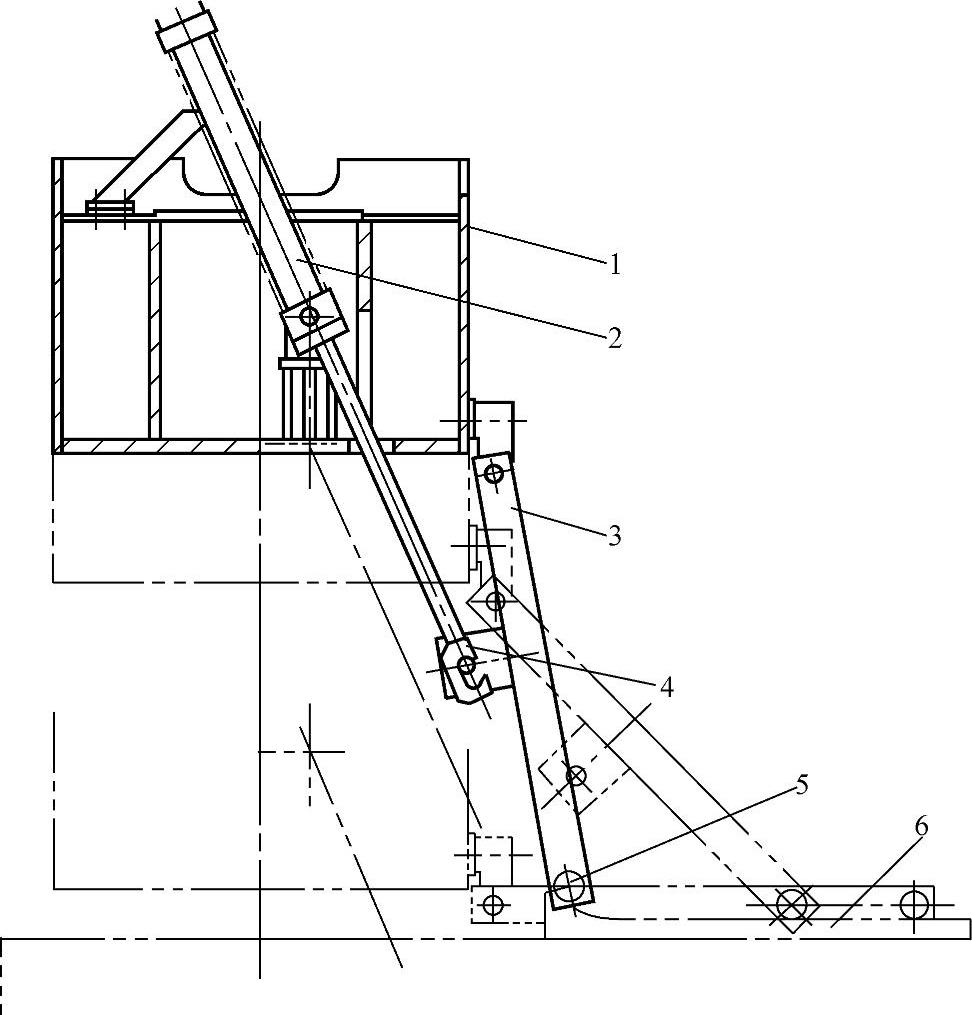
图1-9-3 垫板翻转180°机构
1—活动横梁 2—翻转缸 3—垫板 4—挂钩 5—滚轮 6—曲线导轨
(四)研配试冲液压机组
由一台大吨位研配试冲液压机配几台模具翻转机和移动工作台组成研配试冲机组,可以同时研配、调试和修整数套大型模具并进行试冲,效率很高。
机组的配置如图1-9-5所示。首先由移动工作台把模具送入大吨位研配试冲液压机进行研配和试冲,发现问题后,再由移动工作台将待修整的模具送到模具翻转机内,把上、下模分开后进行修磨,此时主机可对其他模具进行研配或试冲,在翻转机上修整后的模具合模后,再由移动工作台送回主机研配和试冲。
主机有单动和双动两种,可根据工艺需要来选择。
翻转机由上横梁、底座、立柱、翻转动梁、动梁升降机构、动梁翻转机构等组成。辅助装置有工作台定位装置、模具快速锁紧装置和外部导轨等。翻转机的结构简图如图1-9-6所示。动梁翻转机构为机械传动,由电动机驱动蜗轮减速器,带动翻转机构运动。
翻转机的动梁升降机构也为机械传动,在上横梁顶部由电动机通过传动装置带动四套丝杠同步旋转,从而带动螺母及动梁升降,动梁以滚轮沿导轨滚动,如图1-9-7所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。