



(一)冲孔液压机的用途和特点
冲孔液压机主要用于生产各种带底部的杯形零件,如高压气瓶、氧气筒、炮弹弹体等工件时的冲孔工序。此时,原材料经过下料(如折断、锯切、剪切等)、加热以后,在液压机上采用冲孔和拔伸工艺制造毛坯。冲孔是将冲子压入坯料(方钢或圆钢),压成盂形,再移至拔伸液压机上,通过一系列直径逐渐减小的模圈(或者通过类似作用的装置),使坯料拔长,直径减小,壁厚减薄。冲孔与拔伸间变形量的分配根据工件尺寸要求和生产条件而定,但冲孔力远大于拔伸力。
(二)冲孔液压机的分类
冲孔液压机的结构形式有整体机架式和梁柱式(即三梁四柱式)两种。液压机也可分为立式和卧式两类。对于冲孔工序,立式液压机比卧式液压机好,因为立式液压机易于同心,有利于减小冲孔后毛坯的壁厚差。冲孔液压机的性能有两个最主要的参数,一是公称力,它要大于理论计算的冲孔力;二是滑块工作行程(即压力机最大行程),它要大于冲孔后毛坯长度和冲孔后孔的深度之和。如有导向圈,则还应加上导向圈的高度和自由安全间隙。影响冲孔力的因素很多,主要有金属材料性质、温度、变形速度、变形程度(变形率)、流动金属与冲子间的摩擦、毛坯冲孔后的壁厚等。
生产中常采用的两个经验计算公式如下
P=Fp (1-8-1)
式中 F——冲孔冲头工作部分的最大横截面积(mm2), ;
;
d——冲孔冲头工作部分的最大直径(mm);
p——单位流动压力,其数值取决于材料的变形抗力、摩擦系数、应力状态等。它可根据坯料的断面和高度、坯料的力学性能、冲孔温度、冲头形状以及冲孔毛坯的结构等因素予以确定。当钢坯强度σb为8000×105Pa,冲孔平均温度为1230℃时,冲孔的平均单位流动压力为(2000~2500)×105Pa,最大不超过3500×105Pa;
P——冲孔力(×10N)。
该公式的有效性依赖于单位流动压力p值的正确确定。
另一公式为(https://www.xing528.com)

式中 d——冲孔冲头工作部分最大直径(mm);
K——系数,由d/t的比值查图1-8-1确定,其中t为冲孔件的壁厚;
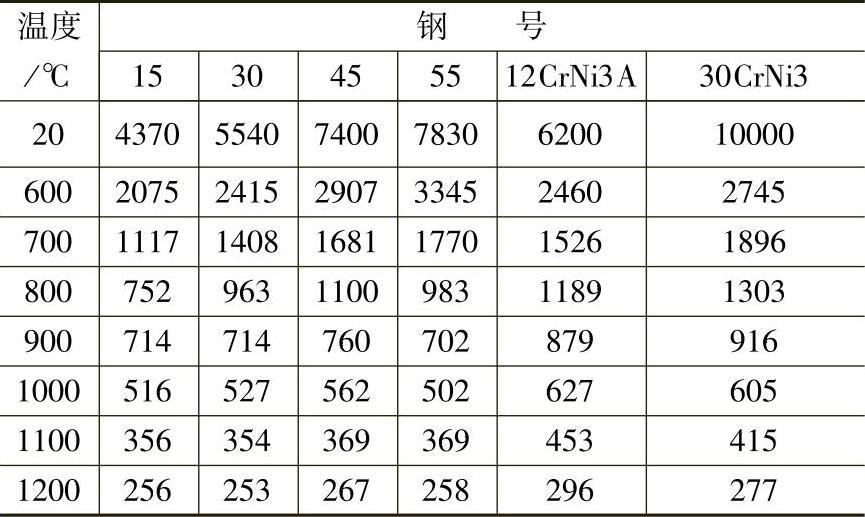
σT——钢材在冲孔温度下的强度极限,见表1-8-1;
F——冲孔冲头工作部分最大截面积(mm2);
P——冲孔力(×10N)。
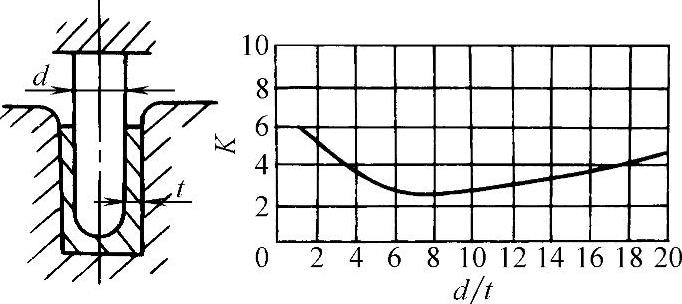
图1-8-1 系数K与d/t的关系曲线
表1-8-1 钢在高温时的强度极限(单位:105Pa)[2]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。