



【摘要】:在折弯机上板料的精确定位十分重要,主要依靠后挡料架来定位。由于在板料连续折弯的各个工序中,要频繁地改变定位,因此,后挡料架不仅要能够精确定位,而且每次定位的改变要十分迅速。现代数控折弯机的后挡料定位系统一般采用数字式交流伺服电动机驱动,大导程精密滚珠丝杠传动,直线导轨导向。后挡料定位系统有前后、左右和上下六个数控轴,如图1-7-16所示。定位精度一般可控制在±0.01mm。
在折弯机上板料的精确定位十分重要,主要依靠后挡料架来定位。由于在板料连续折弯的各个工序中,要频繁地改变定位,因此,后挡料架不仅要能够精确定位,而且每次定位的改变要十分迅速。
现代数控折弯机的后挡料定位系统一般采用数字式交流伺服电动机驱动,大导程精密滚珠丝杠传动,直线导轨导向。后挡料定位系统有前后(X1、X2)、左右(Z1、Z2)和上下(R1、R2)六个数控轴,如图1-7-16所示。上述六个数控轴再加上控制两个工作缸垂直位移的Y1、Y2两个数控轴,就是一般所谓的八轴数控。
现在已有折弯机的专用数控系统作为商品供应,比较著名的有荷兰Delem公司的DA65W、DA66W和瑞士的CybelecDNC系统,它们的数控轴一般在3~8之间,例如天水锻压机床厂生产的WZ67K 800/10000数控折弯机即配置了Cybelec公司的DNC—900折弯机专用数控系统,为五轴(Y、X1、X2、R1、R2)直流伺服位置控制,其系统框图及工作时序图如图1-7-17和图1-7-18所示。定位精度一般可控制在±0.01mm。
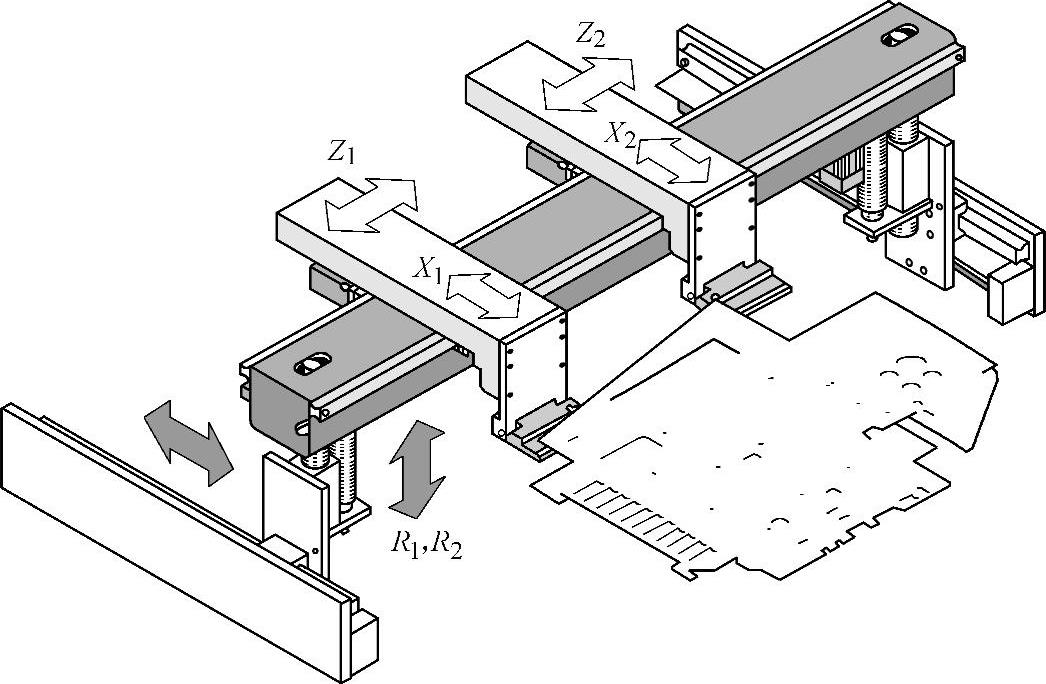
图1-7-16 后挡料定位系统的数控轴(https://www.xing528.com)
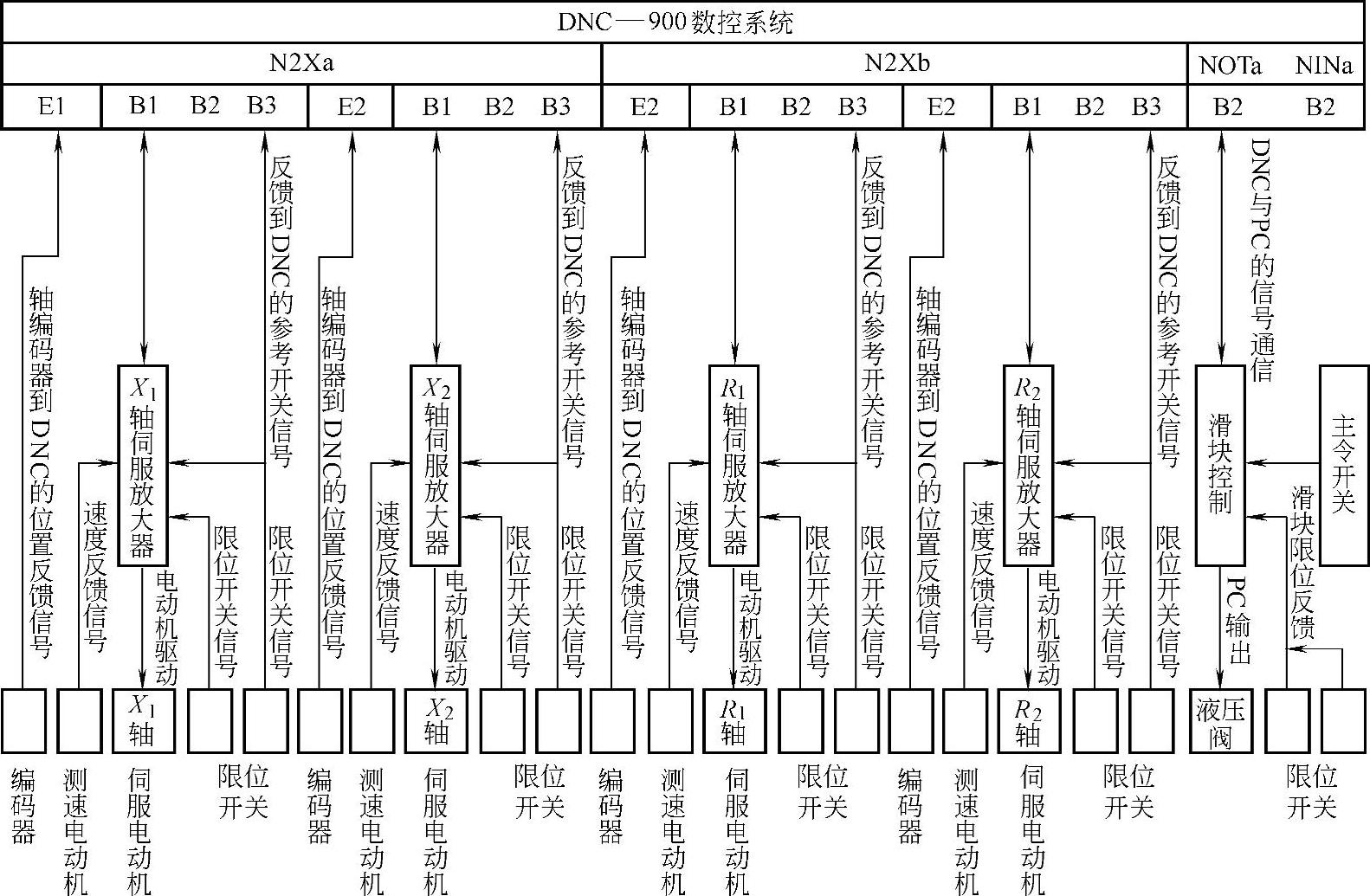
图1-7-17 DNC—900系统框图
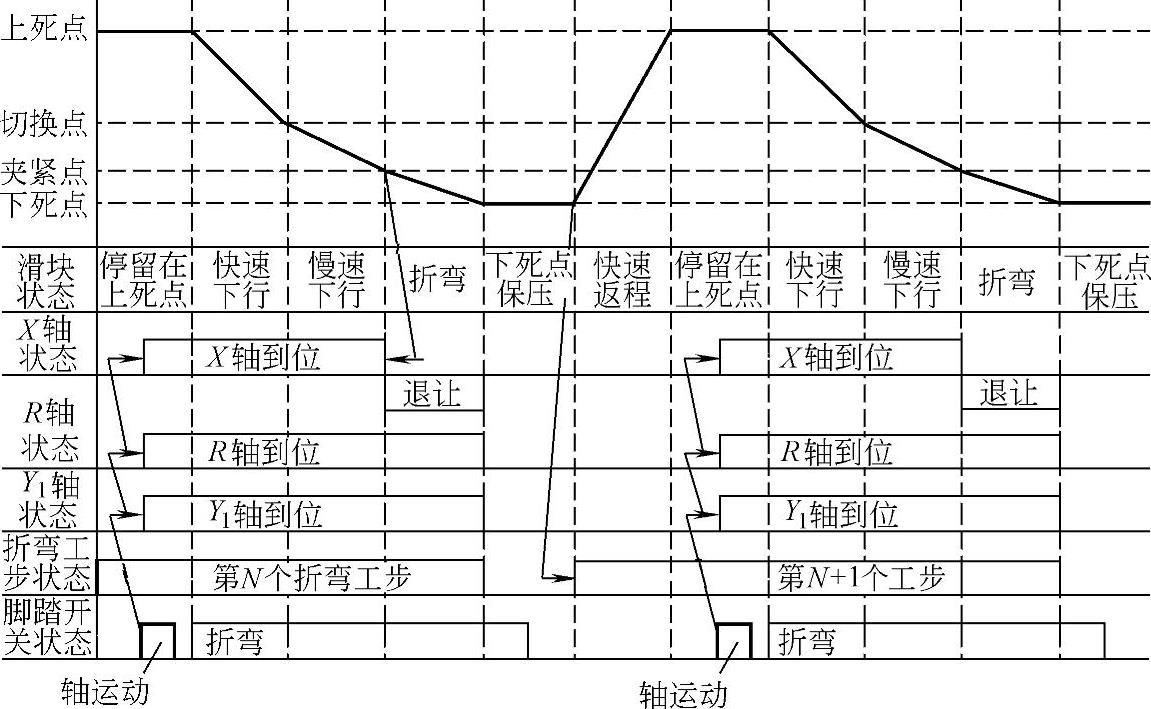
图1-7-18 DNC—900工作时序图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。