



折弯机的凸模一般在全长上分成几段组成。过去,是用许多螺钉通过压板将每段凸模分别固定在滑块或凸模座上,每次换模及调整时,费时又费力,极大地影响了生产效率。
现在,都采用凸模快速夹紧机构,用碟形弹簧通过压板将凸模压紧,换模时液压缸进压力油,推开压板,如图1-7-13所示。在滑块全长上分布若干个碟形弹簧组1,通过摆动杠杆9和压板7,将凸模6压紧在模座3上。由于杠杆9是用螺钉8通过球面垫圈固定,因此杠杆9可以相对于螺钉8摆动。而杠杆9的上端伸入圆盘10的凹槽中,以防止摆动杠杆9相对于螺钉8转动。杠杆9的下端压在压板7上。每组碟形弹簧在压板7的表面产生13.6kN的压力。如要松开凸模,可通过管道向液压缸5的右腔进压力油,活塞4推动压板7向左移动,使杠杆9摆动并压紧碟簧。更换凸模后,液压缸5右腔排油,碟簧又将杠杆9压紧凸模,使之固定。
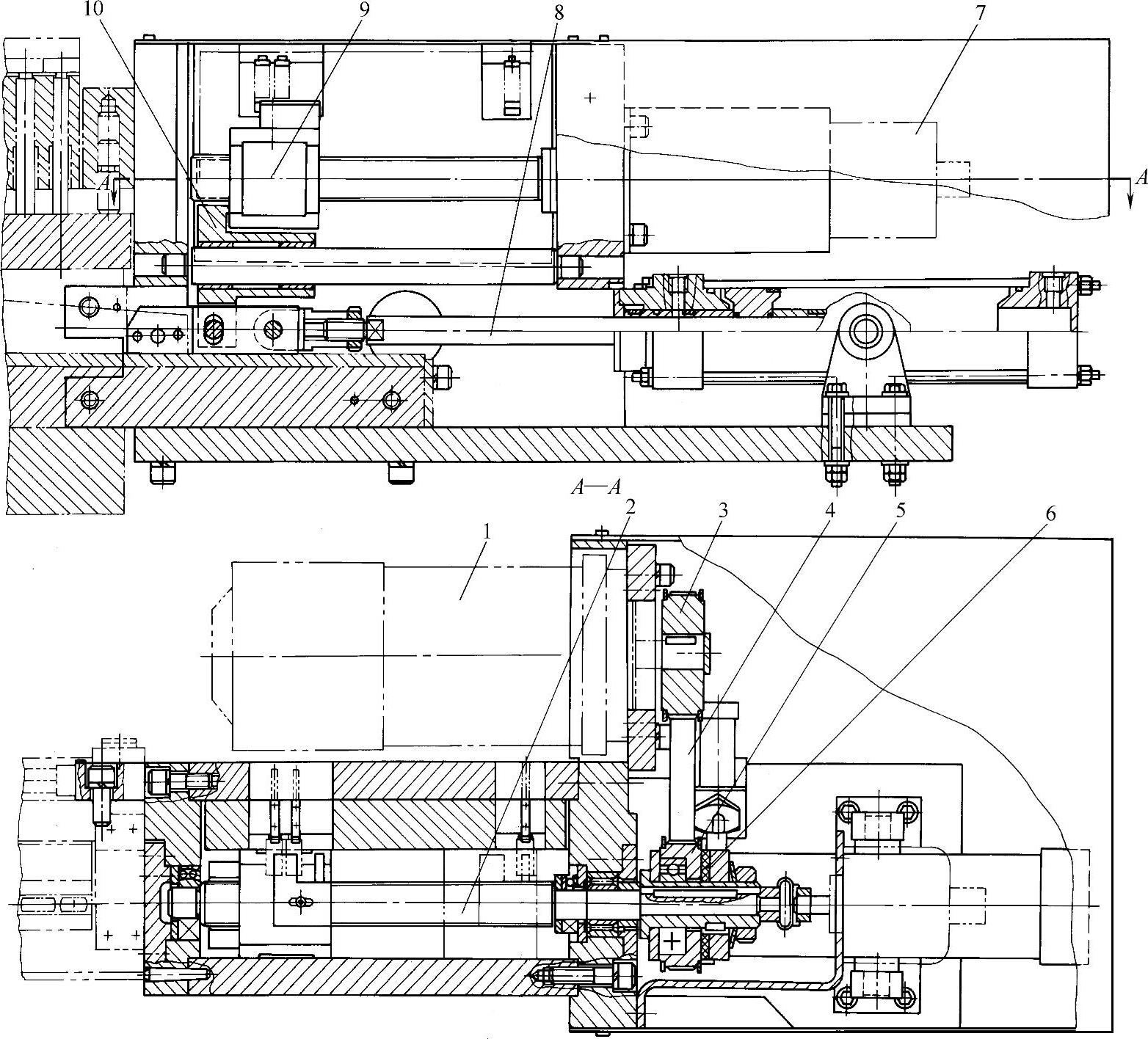
图1-7-12 气缸活塞杆定位机构
1—伺服电动机 2—丝杠 3、5—齿形带轮 4—齿形带 6—摩擦圆盘 7—数码盘 8—活塞杆 9—螺母 10—撞块
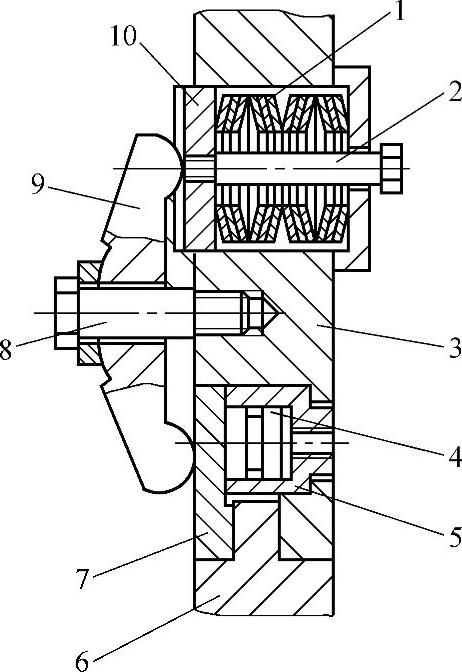
图1-7-13 凸模快速夹紧机构(一)(https://www.xing528.com)
1—碟形弹簧 2—螺杆 3—模座 4—活塞 5—液压缸 6—凸模 7—压板 8—螺钉 9—摆动杠杆 10—圆盘
图1-7-14所示则是另一种凸模快速夹紧机构,在夹紧软管3中充以压力油,即可夹紧凸模。更换凸模时,松开液压夹紧,扳开安全销13,即可取下凸模,非常方便快捷。同时,在每个凸模的上方还有液压垫,它由液压腔8和隔膜7组成,液压腔在全长上是互相贯通的,可以保证凸模沿工作台全长上对工件均匀加压。在折弯工件时,若凸模上压力过大,通过推力杆10将隔膜7向上推动2mm时,安全销13被推出,使深度截止器12转动,触动限位开关,发出滑块返程信号。
分段凸模的宽度各不一样,以便灵活组合,如通快公司的凸模组合为:宽度25mm两块、30mm、35mm、40mm、45mm、50mm各一块,以上合计250mm为基本组合,两端各为100mm,然后再增加100mm、200mm、300mm、500mm的加长块,以组成不同长度的尺寸组合。
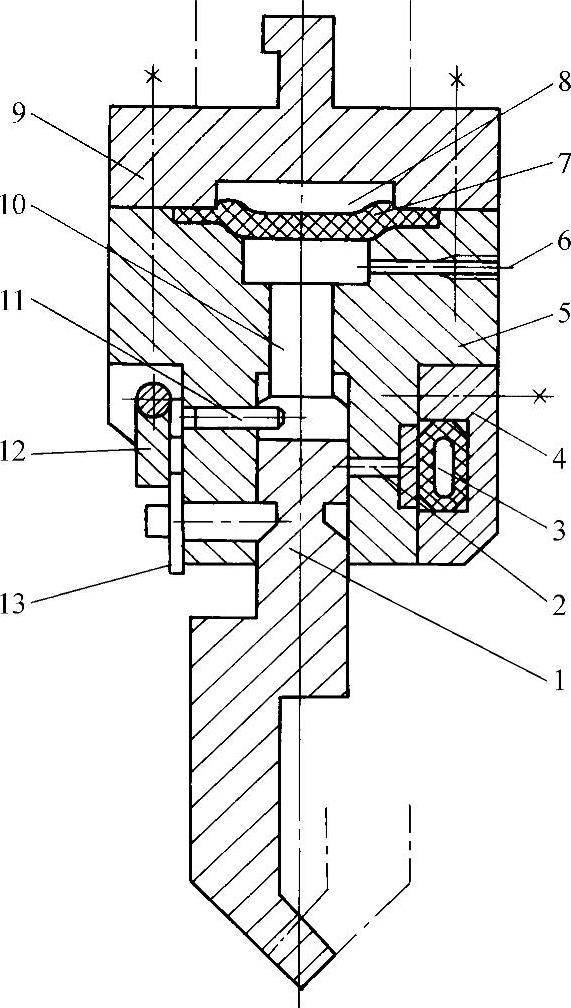
图1-7-14 凸模快速夹紧机构(二)(Hämmerle)
1—凸模 2—夹紧销钉 3—液压夹紧软管 4—侧盖 5—凸模座 6—润滑油入口 7—隔膜 8—液压腔 9—顶盖 10—推力杆 11—锁钉 12—深度截止器 13—安全销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。