



【摘要】:在瑞士汉默勒公司推出的三点折弯工艺中,凹模内底板的深度将影响板材的折弯精度,因此设计了一套气缸——楔块机构来进行调节,如图1-7-11所示。为此,在凸模上装有测量折弯力的传感器,将折弯过程中的折弯力及其变化特性存入计算机内凸模进入凹模深度的数学模型,在折弯下一块板料时,与测得的数据进行比较,计算出凸模进入凹模深度的修正量。图1-7-11 凹模深度调节机构1—气缸 2—小气缸 3—下楔块 4—上楔块 5—垫块 6—凹模底板
在瑞士汉默勒(Hämmerle)公司推出的三点折弯工艺中,凹模内底板的深度将影响板材的折弯精度,因此设计了一套气缸——楔块机构来进行调节,如图1-7-11所示。
当气缸1的活塞杆在压缩空气作用下向右运动时,带动下楔块3也向右运动,推动上楔块4及垫块5,并克服小气缸2活塞的阻力,使凹模底板6向上移动,此时,工件的弯曲角度将变大;若气缸1的活塞杆向左运动,则在小气缸2的作用下,凹模底板6向下移动,此时工件的弯曲角度将变小。由于楔块机构的刚度大,因此在折弯时调整好的弯曲角不会改变。气缸1活塞杆移动距离的精确定位,则由计算机和一套闭环系统来实现。
图1-7-12所示为气缸活塞杆移动距离定位机构的闭环控制简图,计算机根据工件所需的折弯角度大小,发出指令,使伺服电动机1旋转,通过齿形带传动系统3、4、5,经摩擦圆盘6和丝杠2,变为螺母9的直线运动。同时装于丝杠右端的检测元件——数码盘7也随之一起转动,并发出反馈信号,输回计算机,与原输入信号进行比较,形成闭环控制,准确限定了螺母9的移动距离,从而也限定了撞块10及与其相连的气缸活塞杆8的位置。
由于在三点折弯工艺中,板料厚度变化对折弯精度影响不大,而板料的机械性能及相应的折弯力大小将主要影响折弯角度。为此,在凸模上装有测量折弯力的传感器,将折弯过程中的折弯力及其变化特性存入计算机内凸模进入凹模深度的数学模型,在折弯下一块板料时,与测得的数据进行比较,计算出凸模进入凹模深度的修正量。(https://www.xing528.com)
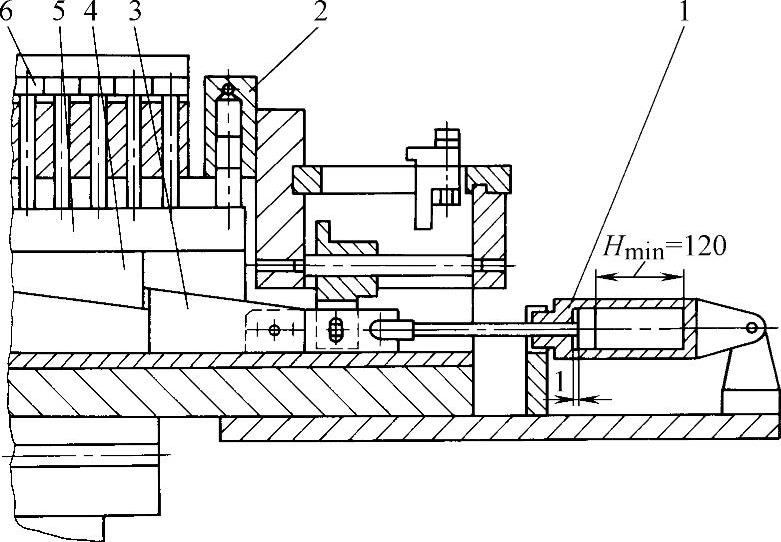
图1-7-11 凹模深度调节机构
1—气缸 2—小气缸 3—下楔块 4—上楔块 5—垫块 6—凹模底板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。