



【摘要】:为此,很多折弯机上均设有挠度补偿系统。3)在工作台中布置辅助液压缸,在折弯时,对工作台自动产生相应的向上压力,形成挠度自动补偿系统,这是目前比较普遍采用的方法。空程向下时,辅助缸只充液跟随下行,折弯时,辅助缸也加压,使滑块产生向下的挠度来补偿。
板料折弯机的滑块在进行折弯工序时,由于两个工作缸是在两端加压,因此滑块中部会产生向上的挠度,从而造成凸模进入凹模的深度在全长上不一致,直接影响折弯工件的直线度。为此,很多折弯机上均设有挠度补偿系统。一般有以下几种方式:
1)采用下传动方式,把工作缸布置在下横梁(工作台)的中间,使上、下横梁的挠度方向一致。
2)工作台固定加凸,加工时把工作台工作平面加工成中间稍微凸起,以补偿折弯时产生的挠度。
3)在工作台中布置辅助液压缸,在折弯时,对工作台自动产生相应的向上压力,形成挠度自动补偿系统,这是目前比较普遍采用的方法。
4)在折弯机机架上,除两侧有两个工作液压缸外,中间再布置两个辅助液压缸。空程向下时,辅助缸只充液跟随下行,折弯时,辅助缸也加压,使滑块产生向下的挠度来补偿。
5)工作台斜楔凸起装置,在工作台全长上布置若干斜楔,结构如图1-7-10所示。凹模装在垫板2上,垫板2通过斜楔3支承在工作台1上。蜗杆6旋转时,带动蜗轮5和螺杆4旋转,从而使斜楔3向左移动,使垫板2向上凸起。由于中间挠度最大,中间的斜楔行程也大,两侧的斜楔行程逐渐减少。各个斜楔的不同行程量是由各个蜗杆传动装置不同的传动比来实现。各个蜗杆在同一轴上,可以通过手轮或电动机驱动,也可以用伺服电动机驱动,成为数控系统的一个数控轴。(https://www.xing528.com)
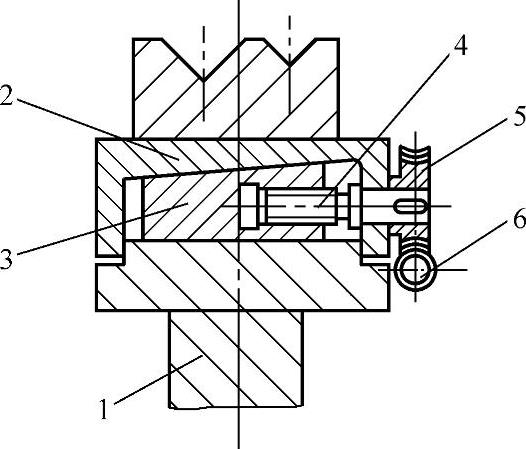
图1-7-10 工作台斜楔凸起装置
1—工作台 2—垫板 3—斜楔 4—螺杆 5—蜗轮 6—蜗杆
也有的斜楔凸起装置的斜楔运动方向与工作台长度方向平行,不用蜗杆传动,而是直接驱动螺杆使不同斜度的斜楔移动,从而在工作台全长上产生所需的凸起。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。