



这是目前使用得最多也是精度最高的同步系统,它采用全闭环电液伺服控制技术,滑块位置信号由两侧光栅尺反馈给数控系统,再由数控系统控制同步阀的开口大小,调节液压缸进油量的多少,从而控制滑块同步运行。
天水锻压机床厂在该厂WE67Y系列数控折弯机上采用的电液伺服比例同步系统及定位控制的工作原理如图1-7-7所示,系统由有压力补偿器的带电反馈的电液比例阀、光栅尺、比例放大器、同步位置控制模板等组成。滑块运动过程中,同步位置控制模板通过线性光栅尺检测滑块两端的位移量,从而计算出滑块的同步误差值,并根据上位机送来的下停位点的位置数值,进行数字同步调节和定位控制。
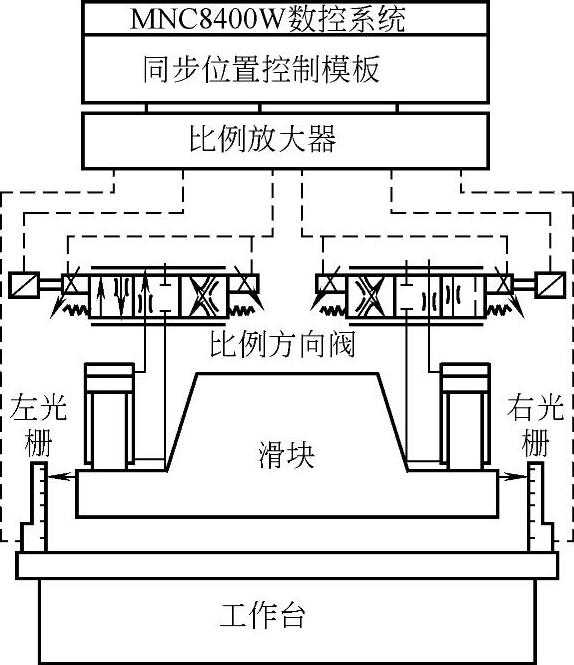
图1-7-7 电液比例同步及定位系统(天水)
同步位置控制模板及比例放大器的工作原理框图如图1-7-8所示。控制模板的设计采用PC总成和STD总线两种形式,与上位机(MNC8400W)进行通信,接收上位机有关控制滑块的参数数据及控制命令;实现滑块两端线性光栅尺的位移计数;接收操作者对滑块的开关量控制信号;进行数字调节计算,将比例阀的模拟控制电压信号送入比例放大器,完成对折弯机的同步调节、位置控制及动作顺序和压力的控制。
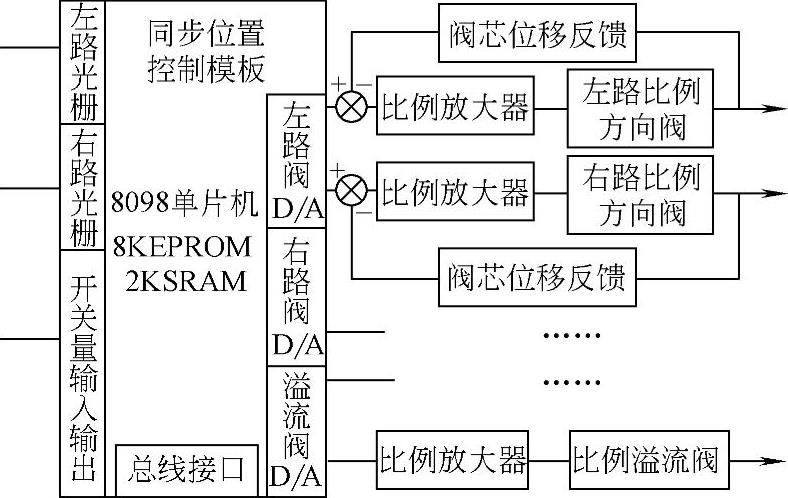
图1-7-8 同步位置控制模板与比例放大器(天水)
比例放大器接收同步位置控制模板的模拟电压信号,并检测比例阀阀芯的位置信号,通过比例电磁铁完成对比例阀阀芯的闭环控制。(https://www.xing528.com)
使用叠加在比例阀下面的压力补偿器,可使系统压力随负载的变化而变化,减少能量损耗,增加系统安全性。
使用电反馈比例方向阀,可将阀芯位置通过反馈电路转换为电压信号送入比例放大器,使阀芯的位置控制处于闭环状态,从而可保证精确的折弯位置。与不带电反馈的比例方向阀比较,电反馈比例方向阀控制简单、平稳、精度高。
同步位置控制模板从上位机接收的滑块运动参数有:上死点位置、快速下行速度、速度切换点、工作行程速度、下死点位置、在下死点的保持时间、卸压时间、回程速度、在上死点的保持时间、折弯力等。折弯机滑块的位移——时间曲线如图1-7-9所示。
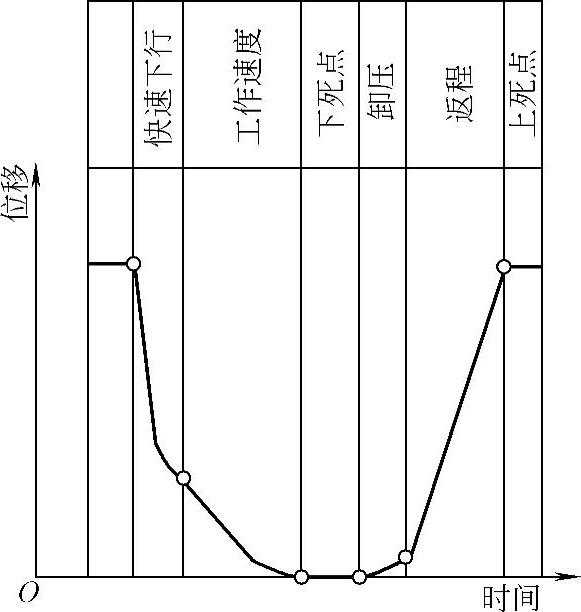
图1-7-9 折弯机滑块的位移——时间曲线
济南铸锻机械研究所为折弯机研制的嵌入式液压同步控制装置由HYC0205同步控制和PDV3000比例放大两个模块组成,所用位置检测元件为增量式光电编码器或光栅尺,HYC0205模块负责位置的实时检测及计算,并向PDV3000模块输出同步控制信号,由PDV3000模块驱动比例方向阀、比例流量阀或比例泵作为执行元件,以实现同步控制。
一些著名的液压元件生产商,如力士乐(Rexroth)、威格士(Vickers)、博世(Bosch)、霍尔比格(Hoerbiger)都生产有专门用于液压折弯机同步系统的液压集成系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。