



挤压机的挤压速度是指挤压杆(挤压轴)的运动速度,它和被挤金属从凹模口挤出的速度不同,后者比挤压速度大一个挤压比的倍数。
每一种材料在一定挤压温度下都有它自己合适的从凹模口挤出的速度,因此,也要求有一个相应的挤压速度(见图1-6-18)。
挤压黑色金属时,挤压温度很高,对于碳素钢和合金钢为1050~1200℃;对于不锈钢为1100~1250℃。这么高的温度散热很快,因此挤压黑色金属时希望以比较高的挤压速度来工作,以减少钢坯和工具接触的时间,一般挤压速度为300~500mm/s。而对于挤压速度的控制没有十分严格的要求。
而在挤压铝及铝合金等轻金属合金时,由于在挤压过程中锭坯剧烈产生热量,使锭坯温度越来越高,甚至前后温差可达120~130℃,严重影响挤压制品质量,因而希望在等温条件下进行,即挤压速度随着挤压杆的行程逐渐降低,以模拟等温挤压过程,如图1-6-19所示。
一般采用伺服变量泵来调节挤压杆(轴)的速度,用光栅测速仪来实时测出挤压杆的速度,与给定的信号作比较,从而得出控制指令,经放大器放大后,控制伺服机构,来调节高压泵的流量,实现挤压速度的闭环控制。
例如,西安重型机械研究所设计的100MN双动铝挤压液压机,在挤压杆的0.2~5mm/s的低速段,配置了小流量高压变量泵和高频响应的电磁比例阀联合调速的闭环调速回路。通过PID调节器使挤压杆按挤压工艺要求的速度—行程曲线来调整,调速响应频率不超过50ms,达到较高的调速精度,且使重达180t的运动部分在0.2mm/s低速工作时不爬行。而当挤压速度高于5mm/s时,直接用变量泵加定量泵进行开环容积调节。(https://www.xing528.com)
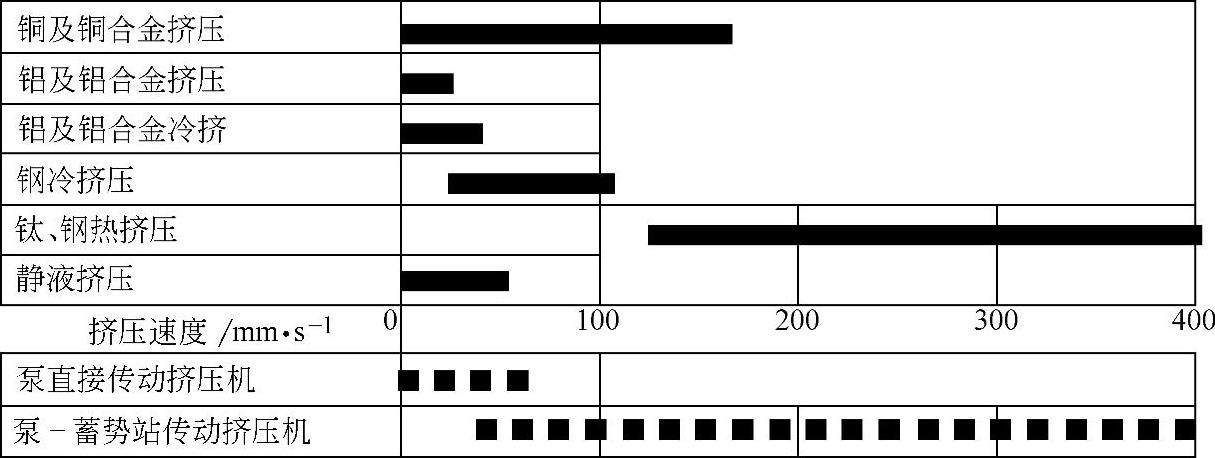
图1-6-18 各种金属的挤压机挤压速度
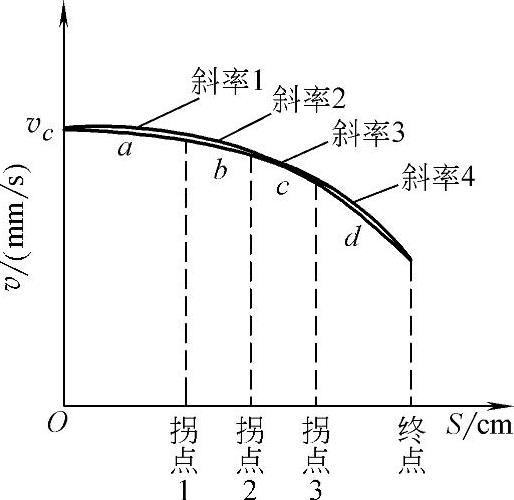
图1-6-19 挤压杆速度行程曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。