



精冲过程自动化要求压力机必须建立可靠的模具保护系统,即当工件或废料未从模具中顶出,或者虽已顶出但未被排出模具工作空间而继续进行下一次冲裁时,压力机可通过监测装置自动停车,否则就会出现废品,甚至损坏模具和压力机。防止出现第一种情况比较容易实现,只需将顶出工件和废料的反压柱塞和压边柱塞同滑块的运动联锁即可,反压柱塞和压边柱塞运动复位后,滑块才能进行下一个行程。如果反压柱塞或压边柱塞未回到原来位置,即工件和废料未被顶出,则滑块不能进行下一个行程,滑块运动停止,指示灯亮,避免了叠料冲裁,起到模具保护的作用。防止第二种情况即工件或废料滞留在模具工作空间时,有两种不同的监控方案,一种是利用滑块工作台面控制行程来实现模具保护如图1-5-11所示。另一种方案是利用载荷控制压力来达到保护模具的目的,如图1-5-12所示。
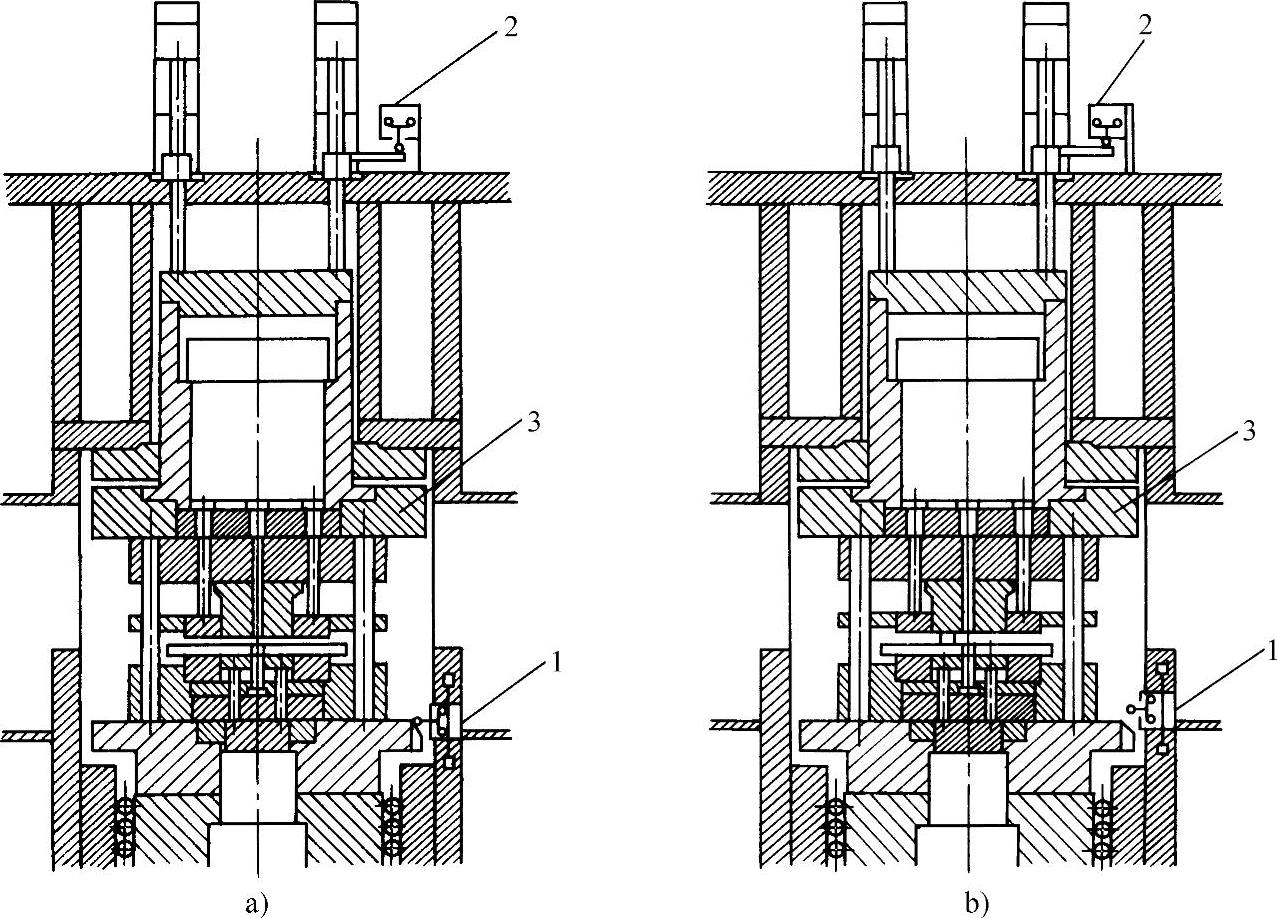
控制行程的模具保护装置其原理是上工作台为浮动工作台3,用液压悬挂,以提高模具保护的灵敏度,在上下工作台相关的位置各装有开关1和2,在正常情况下。当滑块向上行程时,先使开关1动作,随后抬动浮动工作台3再使开关2动作,在这种顺序动作条件下,压力机正常运转,如图1-5-11a所示。如果有工件或废料滞留在模具工作空间时(如图1-5-11b所示),此时滑块向上行程时,由于异物的存在,使开关2先于开关1动作,立即使滑块停止前进(机械式压力机)或立即使滑块返回到原始位置(液压式压力机)从而避免了事故发生,保护了模具和设备。
控制压力的模具保护其原理是行程开关b1装在和下工作台相关的部位,压力开关b2装在快速闭合行程的液压系统中,该系统的压力很小,调定b2使其略大于系统的压力。在正常运转时,通过行程开关b1使滑块从闭合速度转换到冲裁速度,并启动主活塞进行冲裁过程,如图1-5-12a所示。当模具空间存在异物时,在行程开关b1动作之前,快速闭合行程的液压系统压力升高,压力开关b2动作,使滑块立即返回到原始位置,如图中b所示,起到保护模具和设备的作用。
控制压力的模具保护装置,不需要任何部件悬挂浮动,压力机结构简单,也不影响模具的结构,但只适用于液压式精冲压力机。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-5-11 控制行程的模具保护装置
1、2—开关 3—浮动工作台
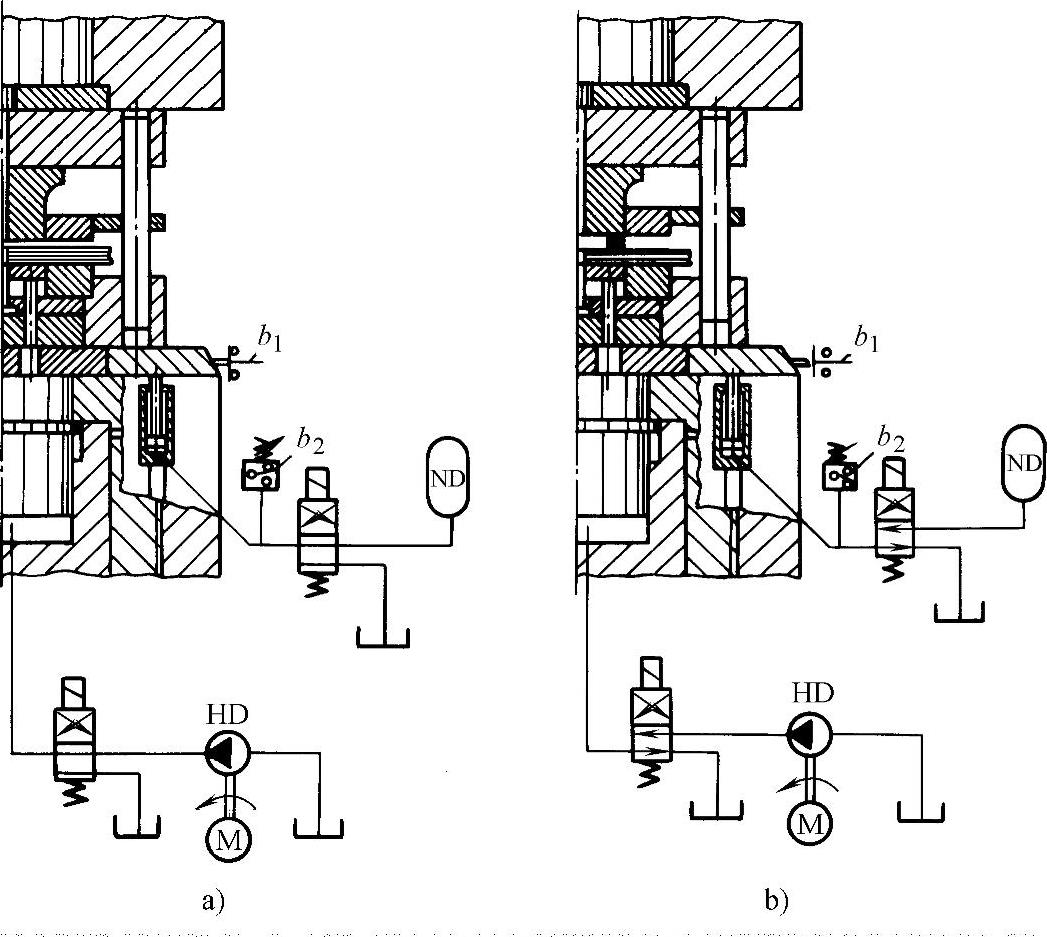
图1-5-12 控制压力的模具保护装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。