



汽车纵梁成形液压机是在冷态下将厚钢板压制成U形截面的长梁,由于工件很长,一般由几台较小的液压机并联组合而成。
图1-4-10所示为太原重机厂生产的40000kN纵梁压制成形油压的结构简图,该机为六立柱组合结构。三个上横梁为三个独立部件,三个工作缸分别安装在三个上横梁里。活动横梁和下横梁则各自做成整体铸钢件,活动横梁总长9.5m。每个工作缸的作用力为13580kN,两侧工作缸距压力机中心线3.25m。
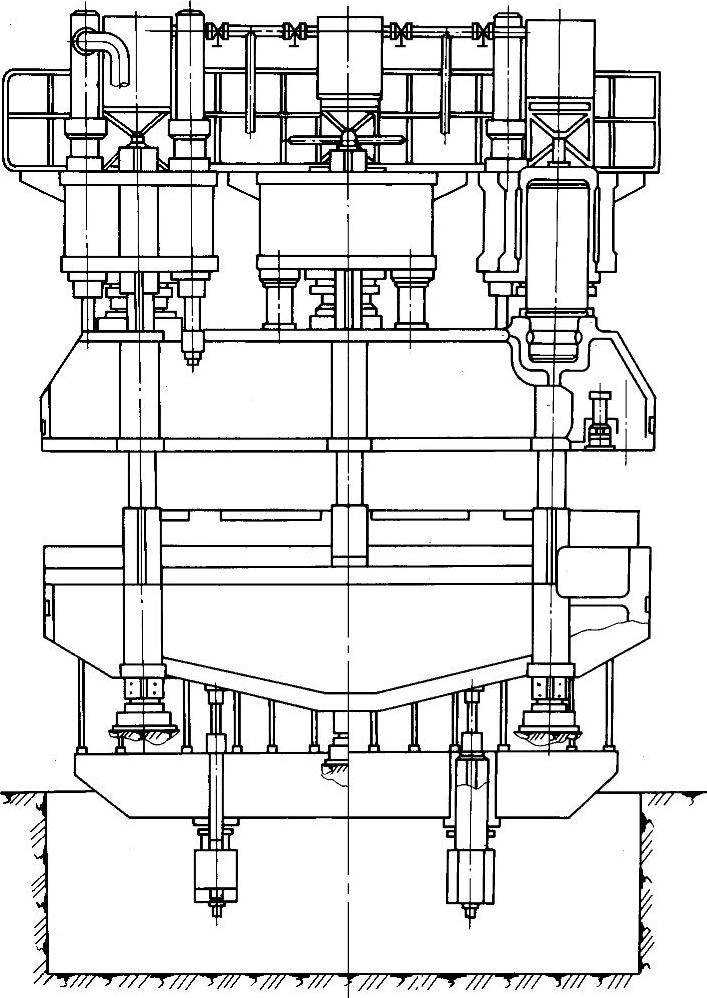
图1-4-10 汽车纵梁成形液压机
压制纵梁时,两侧工作缸先投入工作,将板坯压入U形凹模,进行弯曲。开始镦底校平时,三个工作缸同时工作,发挥40000kN的最大压制力。
汽车纵梁成形液压机的主要特点是活动横梁的同步调平系统。由于模具的压力中心不可能与液压机的压力中心完全一致,板材厚度存在误差,板材上各处润滑状况也不完全一致,均导致压力机工作时的偏载力矩,使活动横梁倾斜,极大地影响压制成品的质量。
因此,活动横梁的同步调平系统是组合式纵梁成形液压机的关键。一般采取位移传感器将检测出的两端位移误差反馈给比例流量阀,以改变各工作缸的进入流量,来矫正活动横梁的倾斜度。
压制前先将板坯放在凹模上,由于凹模上平面的水平度较高,故以板坯上表面作为基准,系统开始工作,这样可使动梁空行程的误差不致叠加到工作行程中,以提高调平精度。
在调平系统进入工作前,先按动梁运动速度的要求,对两个比例流量阀给定流量,使动梁按给定速度平行下降,当上模接触板坯上表面时,调平系统置零。动梁继续下压,将板坯弯曲并进入凹模,由于两端负载不同,使动梁倾斜,倾斜产生的误差信号由位移传感器检测后,经电控放大,反馈给比例流量阀,改变进入两侧工作缸的流量,使两端位移误差减小,直至平行下降。该调平系统可使动梁在压制工件时,在动梁9.5m长度上,两端的位移差仅有0.5mm。(https://www.xing528.com)
近年来,随着汽车工业的迅猛发展,汽车纵梁专用液压机中的最大吨位已做到6300t。合锻生产的纵梁液压机的结构形式有多柱式与框架式两种,其中多柱式联动结构主要适用于纵梁的成形工艺,而主要的结构形式则为框架式。合锻生产的YH29系列框架式纵梁液压机配备缓冲系统,能够完成汽车纵梁的低噪声冲孔落料和成形工艺。均配备有滑块同步和平行度控制系统,主液压缸采用数字泵直控同步,滑块行程采用双位移传感器控制。压力闭环控制的精度达到0.1MPa。可选配附件有提模装置、打料装置、自动送料系统和CNC控制等。
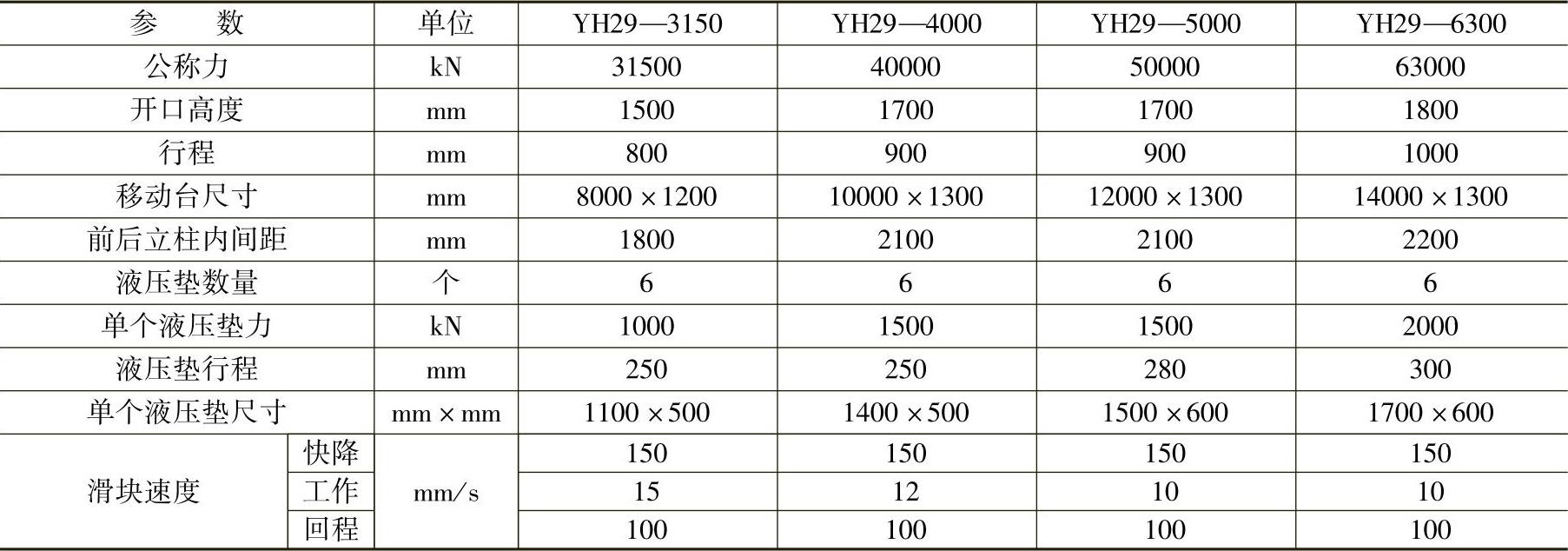
合锻YH29系列纵梁液压机的主要技术参数见表1-4-12。
表1-4-12 YH29系列汽车纵梁液压机(合锻)
天锻生产的纵梁液压机系列是THP29,曾为山东五征制造我国目前最大的6300t重型汽车纵梁压制液压机,为郑州宇通提供5000t重型汽车纵梁压制液压机,为四川丰田提供3000t重型汽车纵梁液压机。
迪斯油压是台资在江苏昆山建的生产液压机的企业,为北奔重型汽车和北汽福田卡车提供过6000t重卡纵梁成形液压机及3500t纵梁液压机。6000t液压机有6个主缸,油压可分别独立控制,8个独立液压垫,其压力、速度及位移均可独立控制,带双工作台侧移,可放置最大模具尺寸为13000mm×2000mm,可进行复合梁成形,最大板厚可达20mm。生产率可达25件/小时。带有单、双层料片检测功能及自动涂油装置。3500t纵梁液压机有6个600t主工作缸,开口高度1600mm,行程850mm,可放置最大模具尺寸为10000mm×1800mm,加压速度为5~15mm/s,有8个300t液压垫。配备有“上料—传送—下料”成形过程全自动化跟踪控制。
湖州机床厂生产HJ087系列汽车纵梁压制液压机,有多柱式和框架式两种规格,采用该厂不等流量同步控制系统专利技术,保证纵梁压制时滑块与工作台保持平行状态,同步精度达到0.5mm/12.5m。HJ087系列的公称力从12500kN到80000kN,工作台长度从6000mm到12500mm。其YF系列的技术参数见表1-4-13。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。