



Y27系列单动薄板冲压液压机主要用于金属板材的拉深、弯曲、成形、冲裁落料、翻边等各种冲压工艺,广泛应用于汽车制造、家用电器、厨卫用具等很多领域。
单动薄板冲压液压机的本体结构一般为三梁四柱式或框架式。在工作台(下横梁)内一般装有液压垫缸,工作台中并开有足够的顶杆孔,以备拉伸工艺的压边用。在单动冲压液压机上适宜于采用反拉伸工艺,即凹模安装在滑块(动梁)上,凸模安装在工作台上,如图1-4-3所示。液压垫缸内的液体压力可以调节,以适应不同的压边力需要。在滑块中还可根据需要安装打料缸,用于工件成形后的脱模用。
大吨位的单动冲压液压机为便于更换模具可安装移动工作台,它的移动方向一般是液压机的前后方向。但为适应生产线方式和自动送料,应发展能在左右方向移出的工作台。
从设备柔性化的发展趋势考虑,快速换模始终是个核心问题。除了利用移动工作台外,也可采用换模车,换模车在固定的轨道上运动,装模平面高度与工作台高度一致,换模车上有滚道支承模具,在滚道侧面有导向滚轮。推入、拉出模具有机动的也有手动的。也有的采用换模用浮动导轨和滚动托架,托架上有辊轮可轻便地将模具推入工作台中。
液压控制系统一般采用插装阀集成系统,图1-4-4所示为YA27—500型单动冲压液压机的液压系统原理图。
和通用液压机一样,也有冲裁缓冲装置、模具快速夹紧机构等十多种可选配附件。
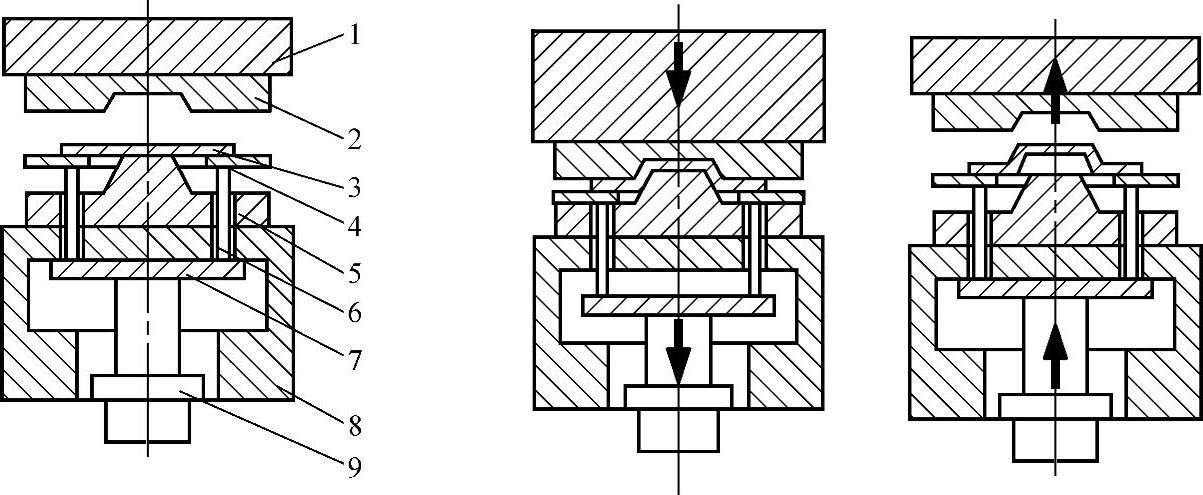
图1-4-3 单动冲压液压机上利用液压垫缸反拉伸
1—滑块 2—凹模 3—工件 4—压边圈 5—凸模 6—顶杆 7—浮动板 8—工作台 9—液压垫缸
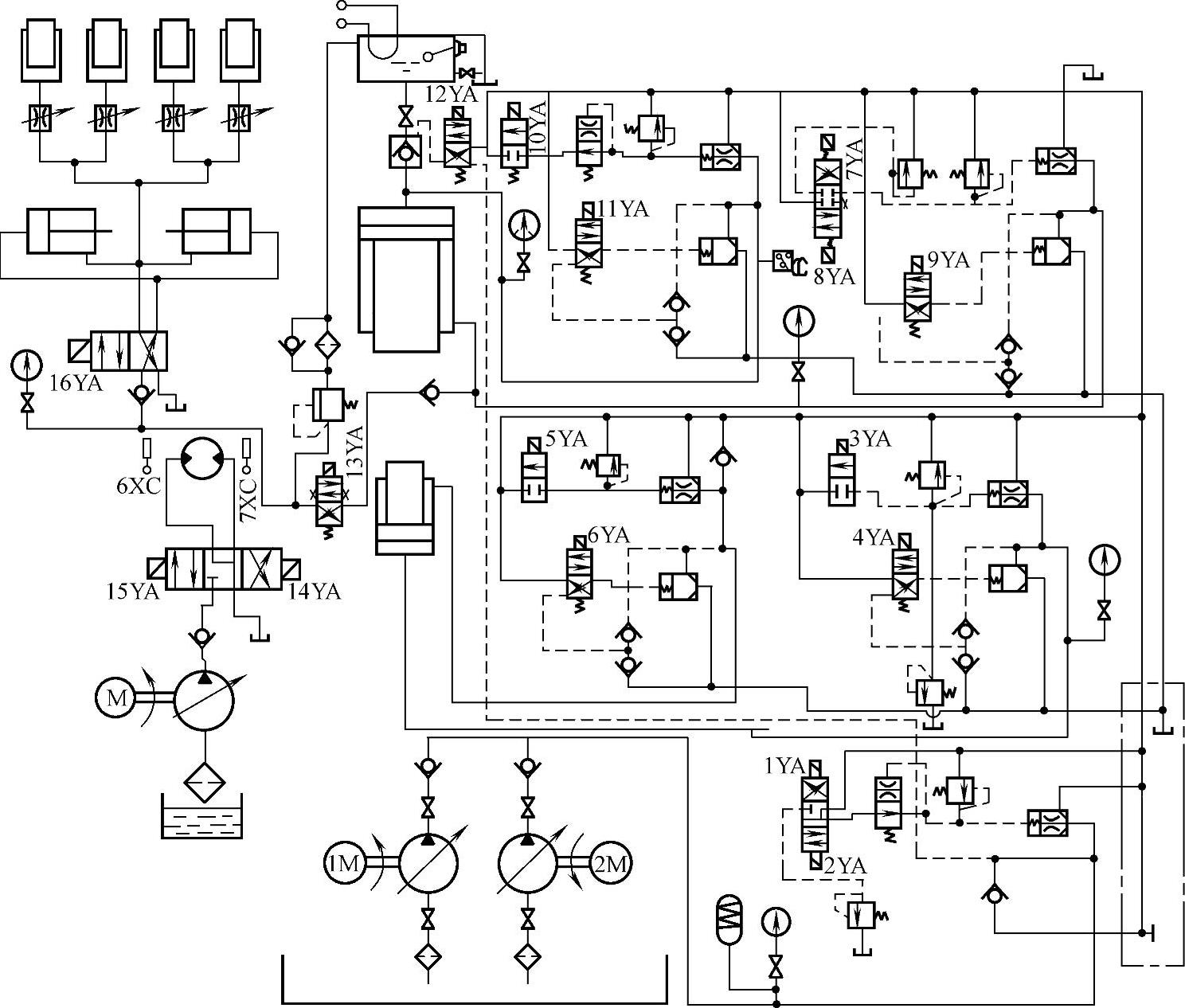
图1-4-4 YA27—500型单动冲压液压机液压控制系统(https://www.xing528.com)
生产单动薄板冲压液压机的厂家很多,如重庆江东机械公司的YJ27系列、湖州机床厂的YA27和YF27系列、天津天锻压机公司的YT27和THP27系列以及合肥锻压机床公司的YH27系列等。上列系列中空程下行和回程时的滑块运动速度一般在120~200mm/s之间,合锻推出的RZU系列快速薄板深拉伸单动液压机的空程下行速度在350~400mm/s之间,滑块回程速度在270~310mm/s之间。
表1-4-2为湖州机床厂生产的框架式单动薄板冲压液压机的主要技术参数。
在单动薄板冲压液压机上,可以用下横梁的液压垫起拉伸时压边缸的作用,但在拉伸不对称工件时,无法实现四角压边力不一致的要求。湖州机床厂提供的四角调压液压垫,可以解决拉伸不对称工件要求四角压边力不同的问题。它的结构是在下横梁中间安装一个顶出力较小的活塞缸,只驱动液压垫上升或下降。在下横梁四角安装四个能产生大压边力的柱塞缸。每个缸均有自己的充液阀,供液压垫上升时充油液,下降时排油用。在四个柱塞缸的各自进油管路上,装有比例溢流阀、远程调压阀及压力传感器。拉伸时,滑块下行压下液压垫,四个柱塞缸下腔的油被强制通过溢流阀排出,排油压力分别由先导比例调压阀控制。事先在触摸屏上设定好四个比例调压阀的不同电流,就可产生不同的压边力。不同的压边力可由四个压力传感器采集后在触摸屏上显示。如果液压垫上再装位移传感器,则可实现用闭环控制来达到更复杂的工艺要求。
德国Lasco公司生产的TZP系列单动薄板拉伸液压机为框架式结构,机架有两种形式,即整体焊接机架和预应力拉杆组合机架。液压机的压力、滑块成形速度和拉伸垫的反顶力均可在计算机中事先编程控制。可根据不同的工艺要求,将拉伸垫设计成单点、双点、四点和六点(六个拉伸垫顶起缸)。TZP系列的技术参数见表1-4-3。
TSP系列则为带有二次打击的深拉伸单动液压机,即当拉伸行程结束时,拉伸垫保持在拉伸位置,滑块上行到设定高度二次下落打击,最终打击力可超过额定压力许多倍,从而达到很高的成形精度,并防止拉伸件回弹。
表1-4-2 YF27系列单动冲压液压机主要技术参数(湖州机床厂)
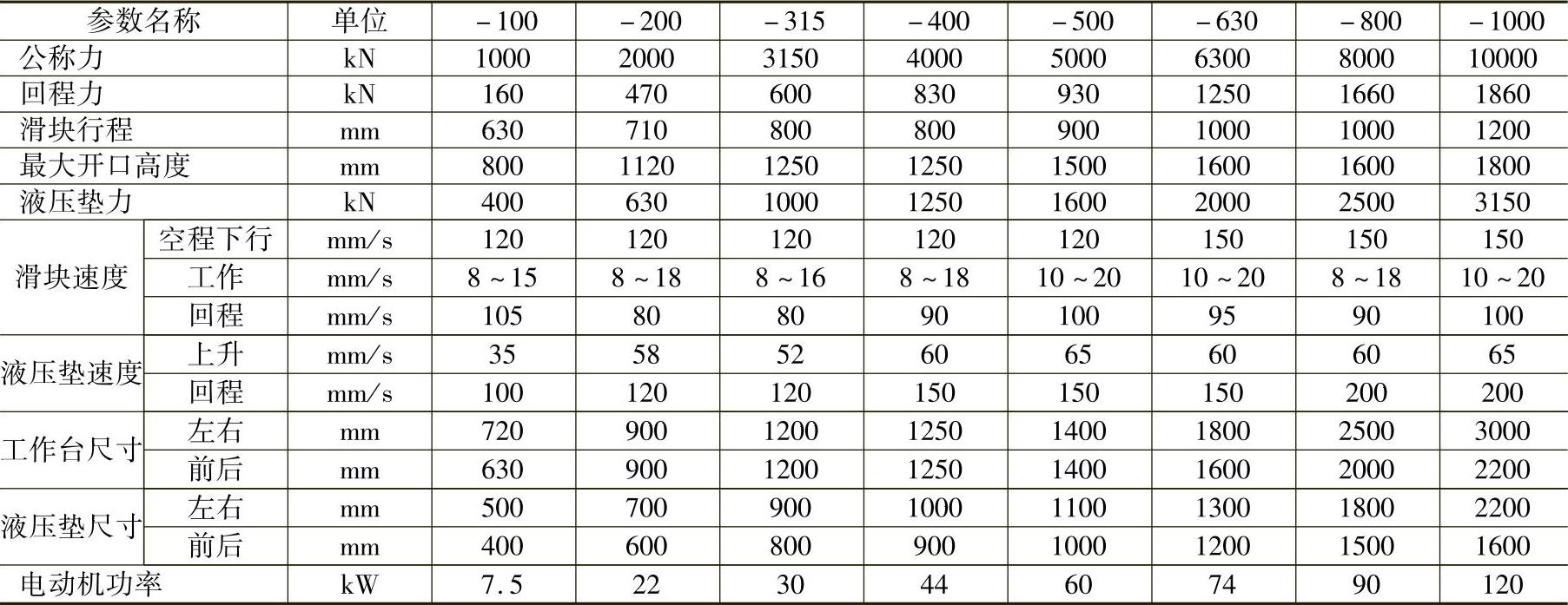
表1-4-3 TZP系列单动薄板拉伸液压机技术参数(Lasco)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。