



四柱式通用液压机用途很广,除了用于板料的冲裁、拉伸、弯曲、翻边等冲压工艺外,还可用于冷挤、校正、压装、粉末制品、磨料制品、塑料制品和绝缘材料的压制成形。
通用液压机一般可实现活动横梁的空程快速下降、减速下降、工作压制、保压延时、快速回程及停止等动作。它的整个行程大小、工作行程的起点与终点、工作液体压力以及压制速度均可根据工艺要求来调整。工作时有定压成形与定程成形两种压制方式。定压成形是当液压机工作压力达到调定压力时可进行保压、延时及自动回程,延时时间可根据工艺要求来调整。定程成形是活动横梁达到设定的行程位置后,转入保压、延时及自动回程。
四柱式通用液压机为一般的三梁四柱式结构,如图1-4-1所示。在活动横梁及下横梁的工作台上均开有T形槽以固定模具,下横梁中安装有顶出缸,用以顶出工件,也可用于压边或双向压制。四柱式通用液压机为Y32系列,公称力小的通用液压机也可做成单柱式,为Y30系列,更小的还可做成单柱台式。四柱式液压机的基本参数见表1-4-1。
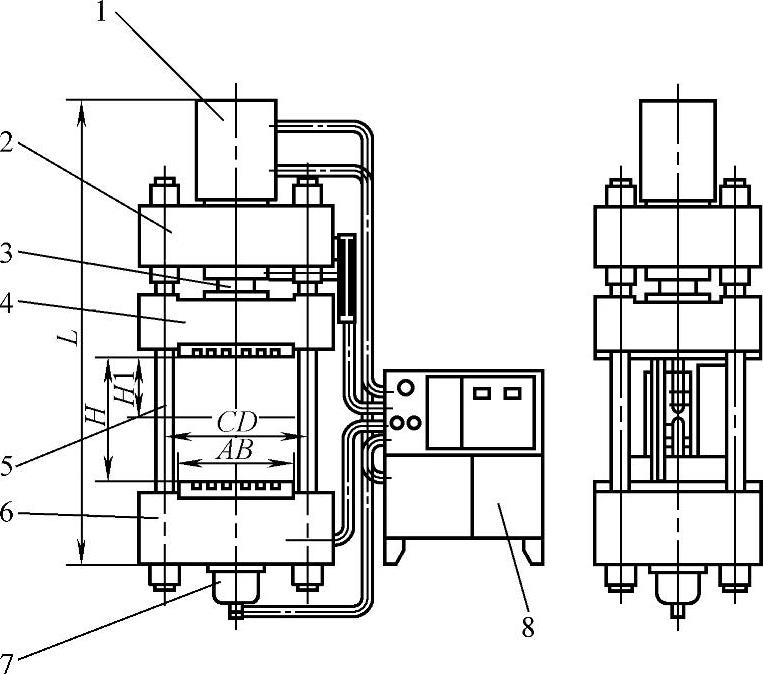
图1-4-1 四柱式通用液压机
1—充液装置 2—上横梁 3—工作缸部件 4—活动横梁 5—立柱 6—下横梁 7—顶出缸 8—液压动力机构及控制台
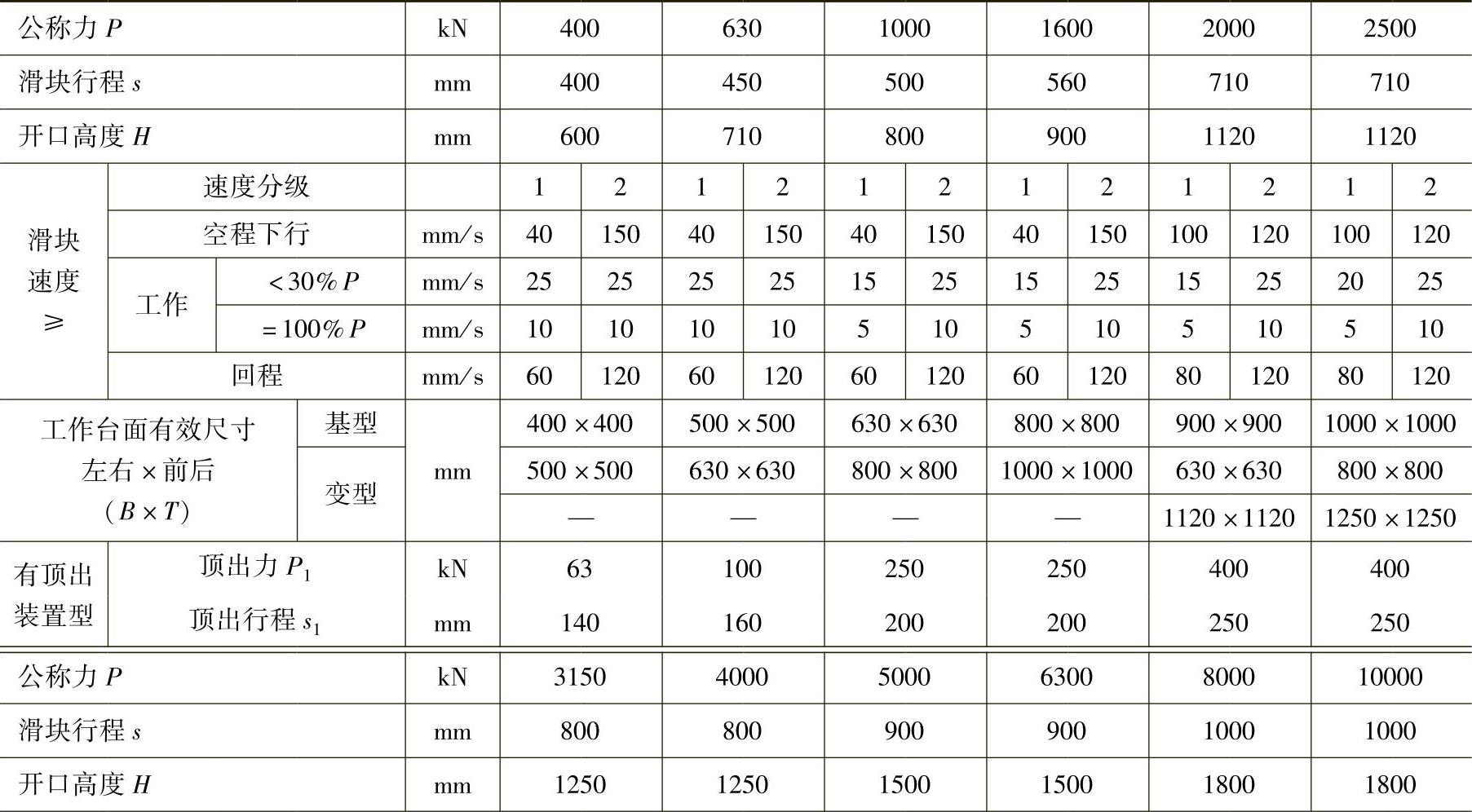
表1-4-1 四柱式通用液压机基本参数(JB/T9957.2—1999)
(续)
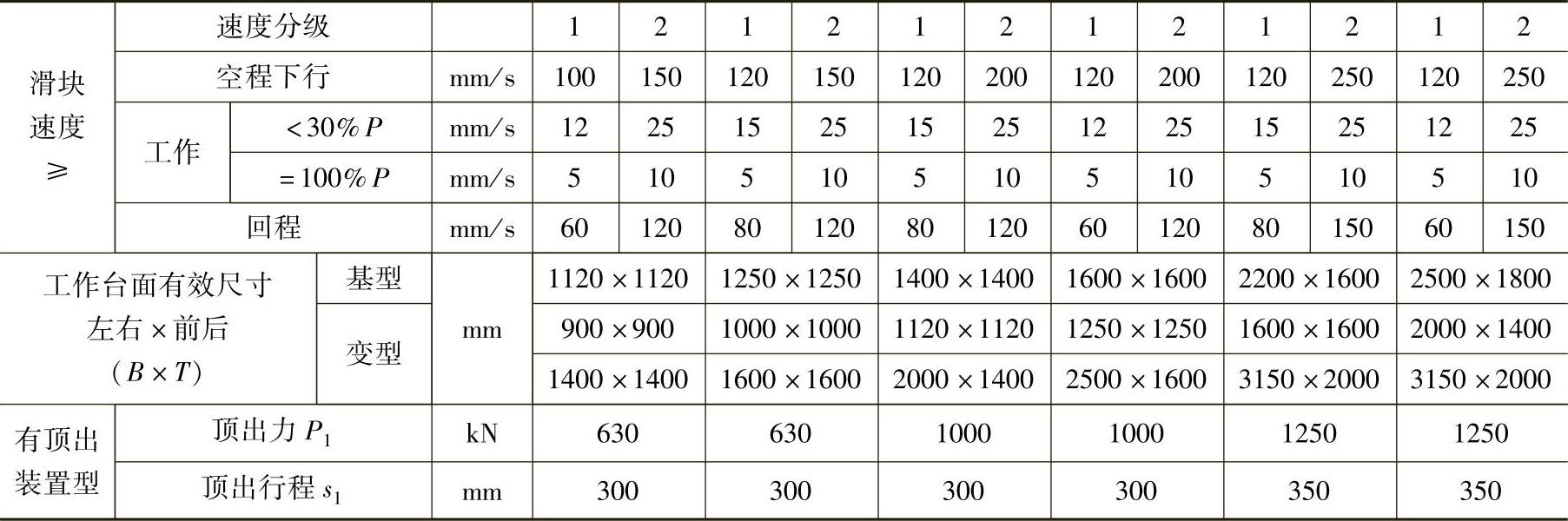
注:1.1型速度推荐用于校正、压装、压制类的工艺要求,2型速度推荐用于钣金加工、浅成型、冷挤压等工艺要求。
2.工作速度仅考核满负荷下的速度。
四柱式通用液压机的液压控制系统过去多采用滑阀控制,现在多采用插装阀控制,由于插装阀具有通油能力大、流阻损失小、密封好,泄漏少、阀芯动作响应灵敏、系统效率高、可靠性好,且可集成于阀体上,减少了外部连接管路,冲击小,噪声低,便于维修和排除故障,因此插装阀集成系统在通用液压机中得到广泛应用。
图1-4-2所示为Y32—315型3150kN通用液压机采用插装阀的液压控制系统原理图。此系统可提供:活动横梁空程快速下降、活动横梁慢速下降及加压、保压、卸压、回程、活动横梁在上位停止、顶出缸顶出与退回、定程成形、压力调整及行程调整。(https://www.xing528.com)
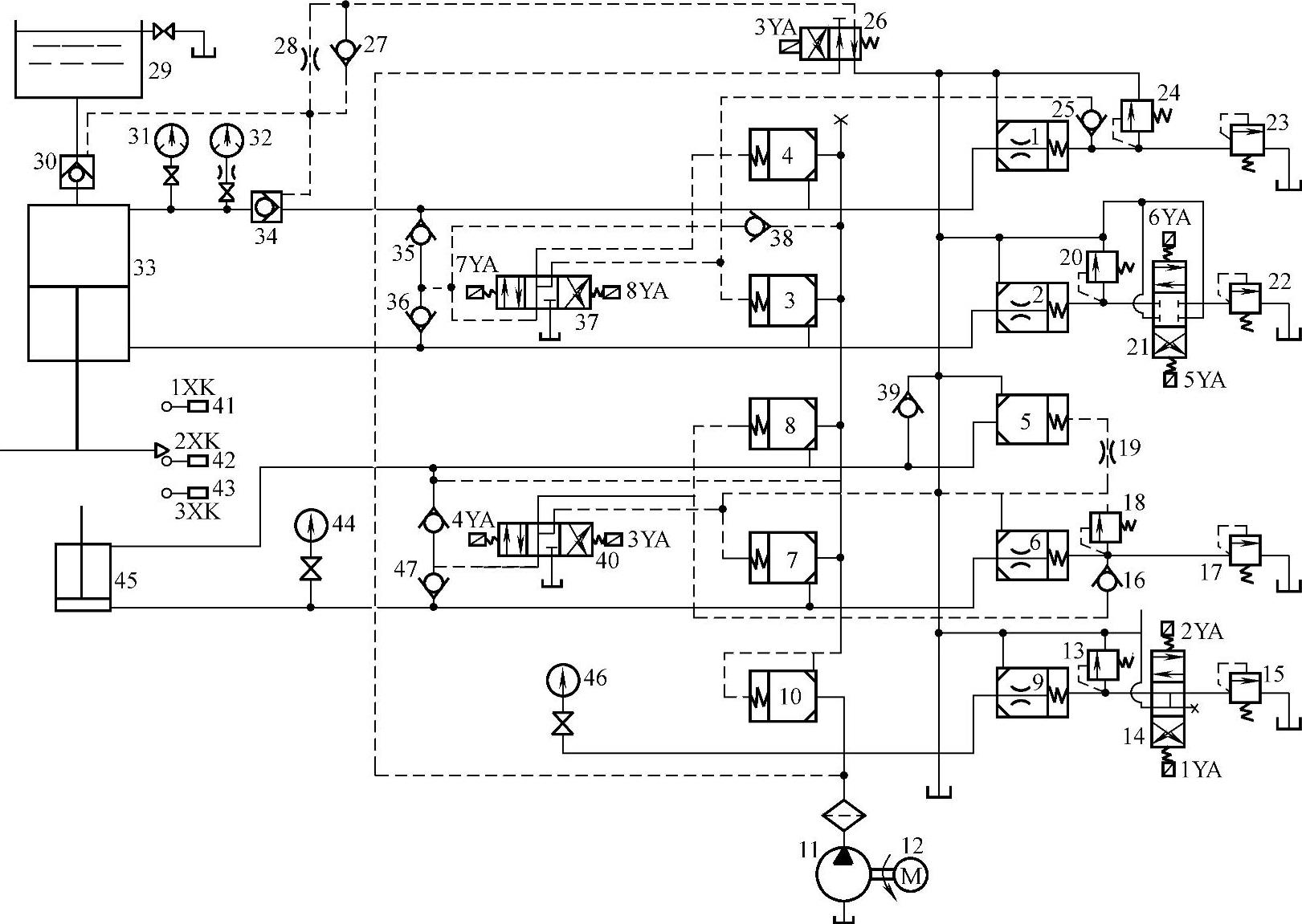
图1-4-2 Y32—315型3150kN通用液压机液压控制系统
1~10—插装阀 11—高压泵 12—电动机 13、15、17、18、20、22、23、24—溢流阀 14、21、26、37、40—电磁换向阀 16、25、27、35、36、38、39、47—单向阀 19、28—节流阀 29—充液罐 30—充液阀 31、32—电接点压力表 33—主工作缸 34—液控单向阀 41、42、43—行程开关 44、46—压力表 45—顶出缸
插装阀1用于主工作缸上腔排油、插装阀4用于主缸上腔进油;插装阀2用于主缸下腔排油,插装阀3用于主缸下腔进油;插装阀5、8则分别用于顶出缸上腔排油(顶出)及进油(退回),插装阀6、7分别用于顶出缸下腔排油(退回)及进油(顶出)。插装阀9、10则用于高压泵的空循环或负载(供压力油)。
溢流阀13调至27.5MPa,为系统最大压力,起安全保护作用;溢流阀15调至1.5~2.0MPa,用于控制用油,即控制充液阀30及液控单向阀34的开启;溢流阀22起支承运动部分重量的作用,防止活动横梁因自重下降;溢流阀23则用于控制主缸的最大工作压力,当调至25MPa时,相当于公称力为3150kN。
行程开关1XK~3XK则依次控制行程上端点、动梁由快降转为慢降及行程下端点。
我国多家锻压机床公司生产通用液压机,如湖州机床厂的YF32及YF30系列;合肥锻压机床公司的YH32及YH30系列;重庆江东机械公司的YJ32系列;天津天锻压机公司的YT32及THP32系列等。
通用压力机一般还有许多可选配的附件,如冲裁缓冲装置、移动工作台、液压系统加热或冷却装置、打料装置、位移传感装置、触摸式工业显示屏、换模用浮动导轨和滚动托架、模具快速夹紧机构、滑块锁紧机构、PLC可编程控制器、换模小车、光幕安全保护装置等。
其中冲裁缓冲装置有三种:
(1)液压缓冲利用缓冲液压缸的节流排油吸收板料冲裁断裂时的动能,以减少冲击与振动。
(2)机械缓冲小吨位液压机用碟形弹簧缓冲。
(3)利用伺服控制系统冲裁中,当达到所需最大冲裁力时,动梁停止加压,靠液压机释放机架和主缸液体储存的弹性能来继续冲裁,直至板料断裂,从而将这一部分弹性能转化为有用功。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。