



锻造操作机是现代化的锻造液压机组必须配备的最重要的辅助装置。它可以将古老的锻工技巧应用于现代化的锻造过程,并同时得到很好的锻件精度、质量及很高的生产率。
通过计算机控制系统,操作机可以与液压机完善地联动,如同一台机器一样。联动时,当液压机完成每一工作行程后,在预选定的时间内,操作机自动将锻件送进一定距离或旋转一定角度。
在主要用于开坯的锻工车间(钢厂)中,产品主要是轴类和板材,一台锻造液压机最好配两台有轨操作机,左右各一台,每台操作机均可单独与液压机联动,两台操作机之间也可以联动。
使用两台操作机时,可以在每一个道次中将钢锭沿全长进行锻造,即由第二台操作机夹持钢锭已锻好的一端,来进行原来夹持端的锻造。当两台操作机同时夹住棒材两端时,它们的移动及旋转可以自动地同步进行。
锻造操作机与锻造液压机的联动配合如图1-2-49所示,它们包括:
1)联动送进 当液压机完成一个锻造行程,上砧回到联动点a之后,发出指令,操作机可相对于液压机上、下砧,进行纵向自动送进,直到上砧经过回程(ab)、回程点停留(bc)、快速下降(cd)、及慢速接近(de)后,下行至联锁点e时为止。T1为操作机可以送进的时间。操作机的纵向送进精度应为给定送进量的±10%,且不允许有累积误差,给定送进量按锻造工艺要求选定。
2)联动旋转 液压机完成一个锻造行程之后,回到联动点a,发出指令,操作机的钳杆相对于液压机自动旋转一定的角度,旋转应在上砧到达联锁点e之前停止。钳杆的旋转精度为±(1°~3°)。(https://www.xing528.com)
3)联动螺旋状前进 在联动点a和联锁点e之间,操作机同时进行联动送进和联动旋转。
4)从联锁点e之后,直至液压机对锻坯完成一次加压,上砧到达g点,操作机的夹钳均应相对于液压机静止不动。
锻造操作机的结构和技术参数见本书第七篇第一章。
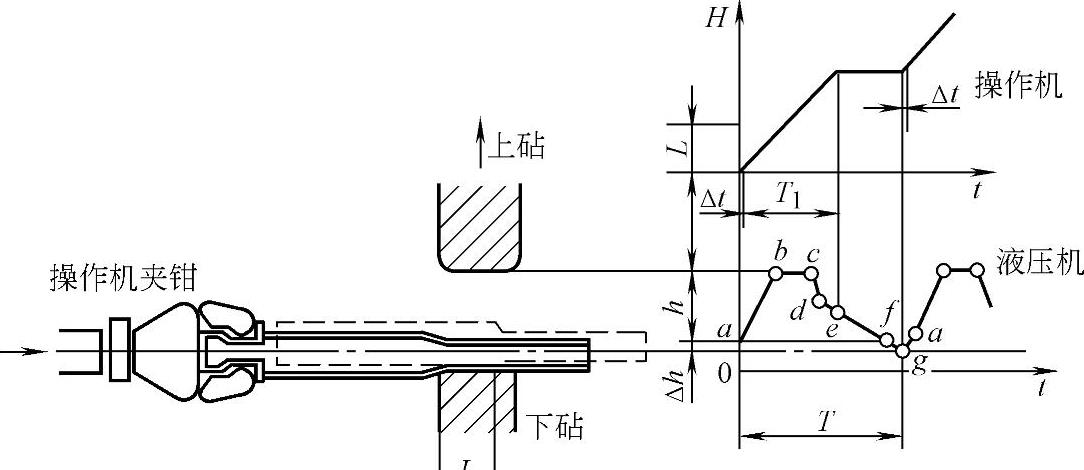
图1-2-49 锻造操作机与液压机的联动配合
操作机: L—送进量 a—联动点给定 e—联锁点给定 T1—允许动作时间 液压机: a—锻件尺寸给定 b—回程量给定 d—减速点给定 e—加压开始、联锁点给定 ab—回程(h) bc—回程点停留时间 cd—空程快速下降 de—减速下行 ef—加压 fg—超程量(Δh) ga—卸压 T—工作周期
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。