



对于普通锻造液压机,也有快锻规范,即利用回程缸常通高压液体,且工作行程较小,来提高快锻次数。而在近年中、小型快锻液压机中,“快锻”又有新的含义,即广泛采用动态响应快,通流量大的锥面密封无泄漏的插装阀,例如插装阀的先导阀切换频率可高达250次/min。而在采用多级卸压和排液的插装阀组时,可使液压机在回程前,能在尽可能短的时间里释放高压液体的能量,即在高压时卸压速率小,低压时卸压速率大,从而使卸压过程快而平稳,不发生大的冲击和噪声。由于插装阀可以集成在一个或几个阀体内,很少外接管道,整个管路通畅而简洁,也利于液压机快速操作。
另外,在快锻液压机中,把液压缸的进液和排液管路分开,不像普通锻造液压机中是用同一根管道,而充液阀的卸压和排液功能也另辟通路,均大大减少了液压冲击和振动。快锻液压机的回程缸面积也较普通锻造液压机大。
图1-2-24所示为曼内斯曼—德马克公司(Man-nesmann—Demag)安装于抚顺钢厂的20MN快锻液压机的液压控制系统简图。此液压机为油泵直接传动,共安装五台力士乐公司的A2E轴向柱塞泵,每台流量为680L/min,最高压力为31.5MPa。
(1)工作缸进液阀组 它由先导阀V2、预控阀C2及主阀C1组成三级快速插装阀组,可以满足高压、大流量、频繁动作地快速而无冲击的工作要求。当先导阀V2通电,使预控阀C2的上腔排液,预控阀开始动作,但C2初开启时,开口小,主阀C1的控制腔排液量较小,主阀缓慢开启,没有冲击。随着C2阀口开大,主阀控制腔排油加快,油压急剧降低,主阀快速开启。主阀开大后,主缸油压相对提高,主阀上、下腔压力接近,主阀开启速度又减慢,直至停止,形成先慢后快再慢的主阀开启曲线。在指令信号发出15ms后,此阀组开始动作,主阀全开时间约需40ms,停止信号发出15ms后阀组动作并关闭。主阀C1的开启压力差是0.126MPa,预控阀C2的开启压力差是0.176MPa,达到上述压差阀立即开启,油流马上通过,因而阀的动作很快,每级阀动作仅需15~20ms。
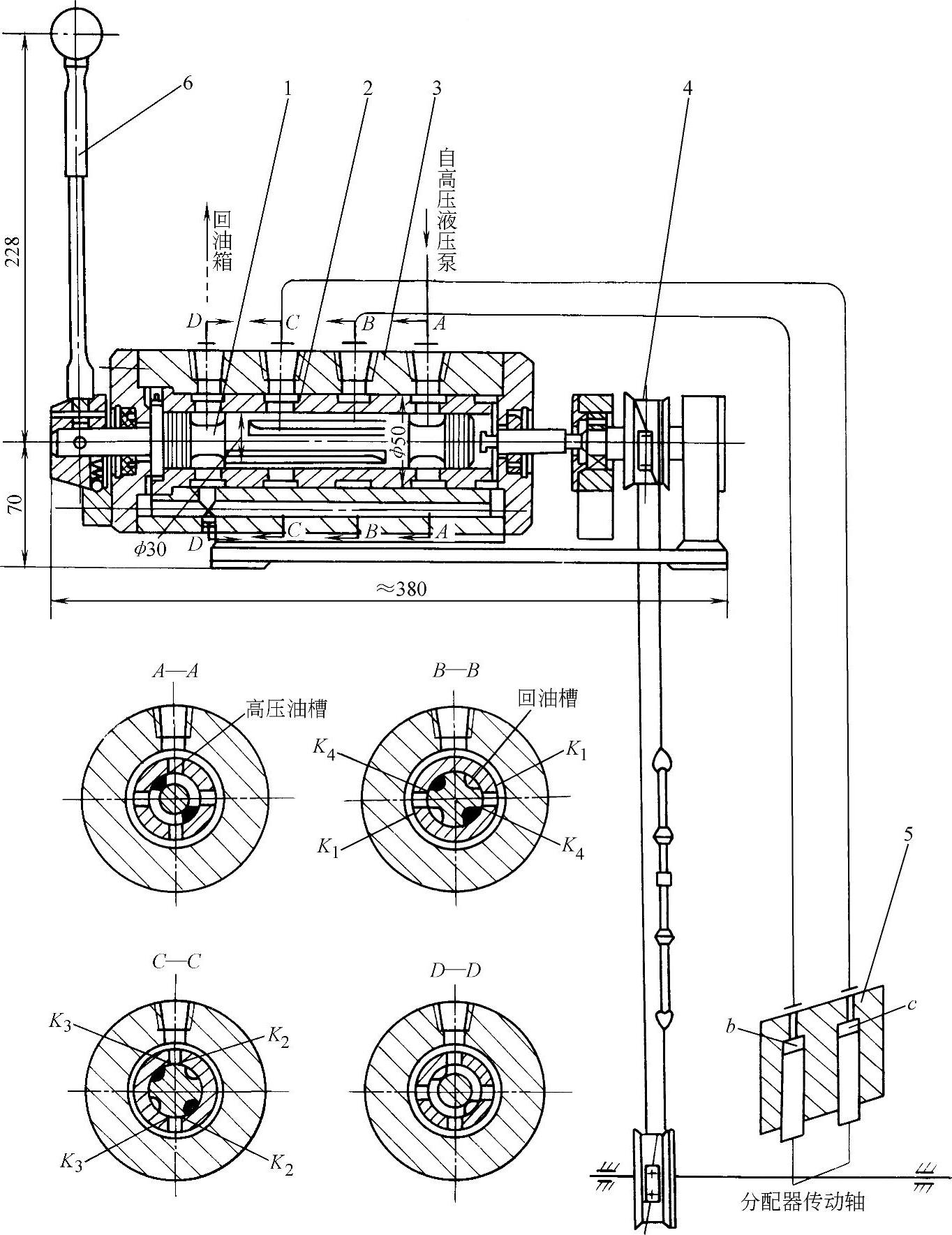
图1-2-22 旋转滑阀液压随动系统
1—阀芯2—阀套 3—阀体 4—绳轮 5—接力器液压缸 6—小手把
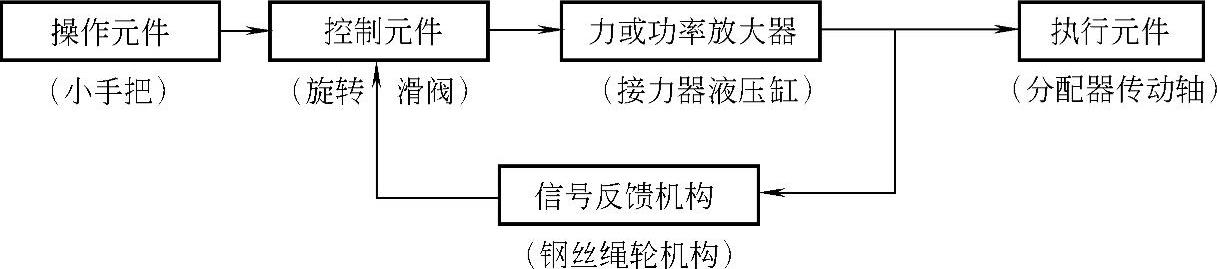
图1-2-23 液压随动系统原理方框图
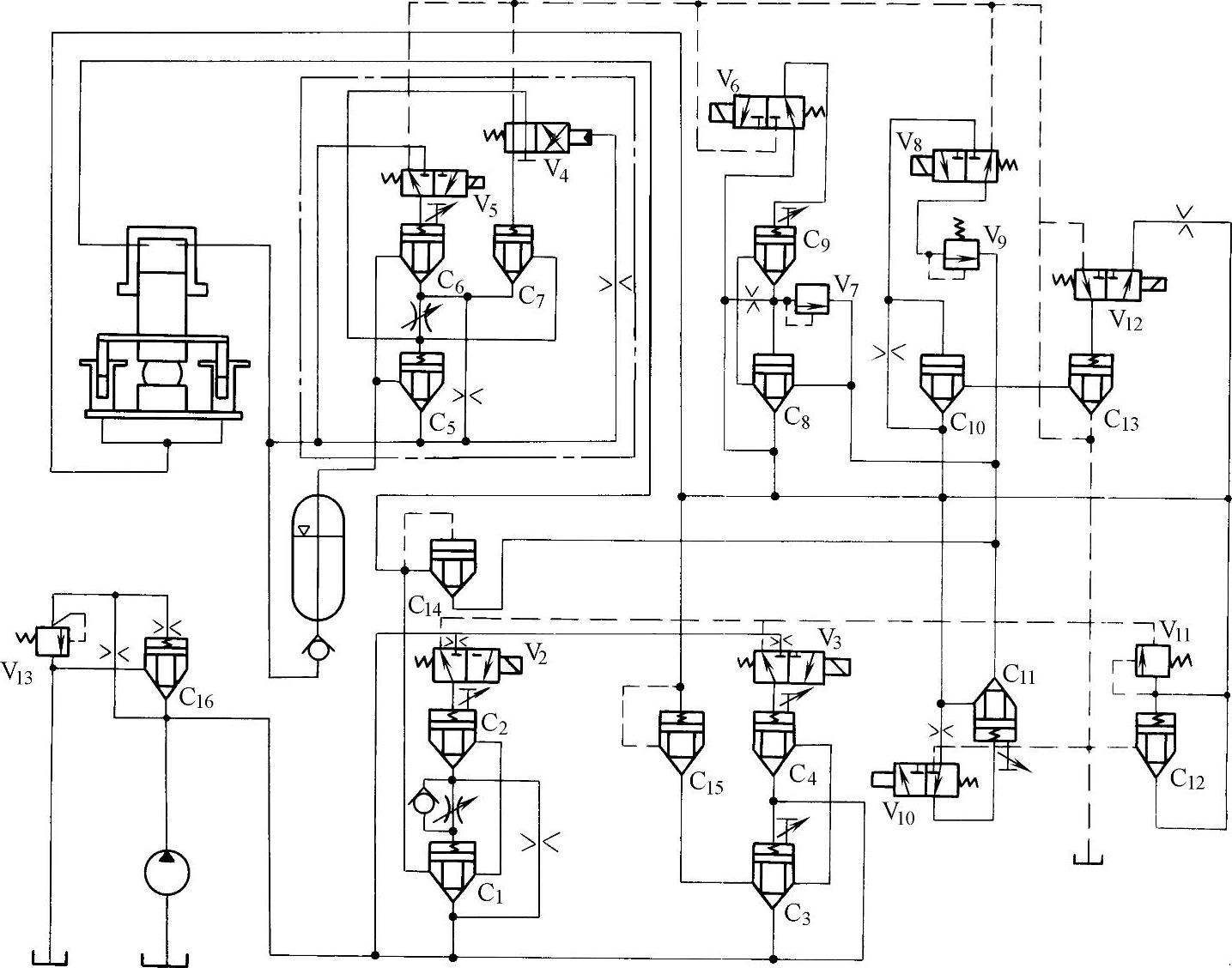
图1-2-24 20MN快锻液压机液压控制系统(Demag)(https://www.xing528.com)
(2)回程缸进液阀组 由V3、C4、C5组成,原理同工作缸进液阀组。
(3)工作缸卸荷阀组 为了卸荷平稳,采用阻尼阀组与三级阀组配合使用。主工作缸卸荷时,首先,先导球阀V5断电,预控阀C6控制腔压力减小,C6开始开启,最初开口小,主卸荷阀C5的控制油经过可调节流孔排油,但流速很慢,故主卸荷阀C5开启很慢,缓慢卸压。随着C5的缓慢开启,主工作缸油压下降,当压力降到液控阀V4的调定压力(1~3MPa)时,V4的弹簧复位,使阻尼阀C7开启,使主卸荷阀C5控制腔的油压迅速下降,C5快速开启,主工作缸迅速卸压。合理调节可调节流孔,可以达到快速而平稳卸压的最佳效果。
(4)其他阀组的作用
C8阀组——活动机架在自重下的快降阀组。
C11阀组——机架慢降,上、下砧座置零。
C10阀组——支持平衡阀组。
C12阀组——回程系统安全溢流。
C13阀组——排液。
C14阀组——使回程缸和工作缸联通,构成差压回路。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。