



(一)双柱上传动锻造液压机
在20世纪60年代中期发展起来的双柱下拉式锻造液压机,在一段时期中,已成为中、小型锻造液压机的主要形式,但其基本弱点是运动部分质量太大及主要部件位于地下,不易观察及检修,而且要求很深的地下空间,也不利于用来代替车间已有的锻锤。
20世纪70年代中期,英国戴维(Davy)公司开始发展一种新型适用于快速锻造的刚性较好的双柱预应力上传动锻造液压机,第一台是1977年安装于一个合金钢锻造厂的8MN锻造液压机。
我国沈阳重型机械集团公司于1997年自主研制了一台38MN双柱预应力上传动锻造液压机,有三个同样大小的主工作缸,两个方形空心立柱各用五根预应力拉杆预紧,立柱中心线与移动工作台成55°角,横向移砧装置则与移动工作台相垂直。活动横梁采用剖分结构及立柱的平面可调导向,用楔形滑板调整导向间隙。38MN双柱上传动锻造液压机本体结构如图1-2-10所示。
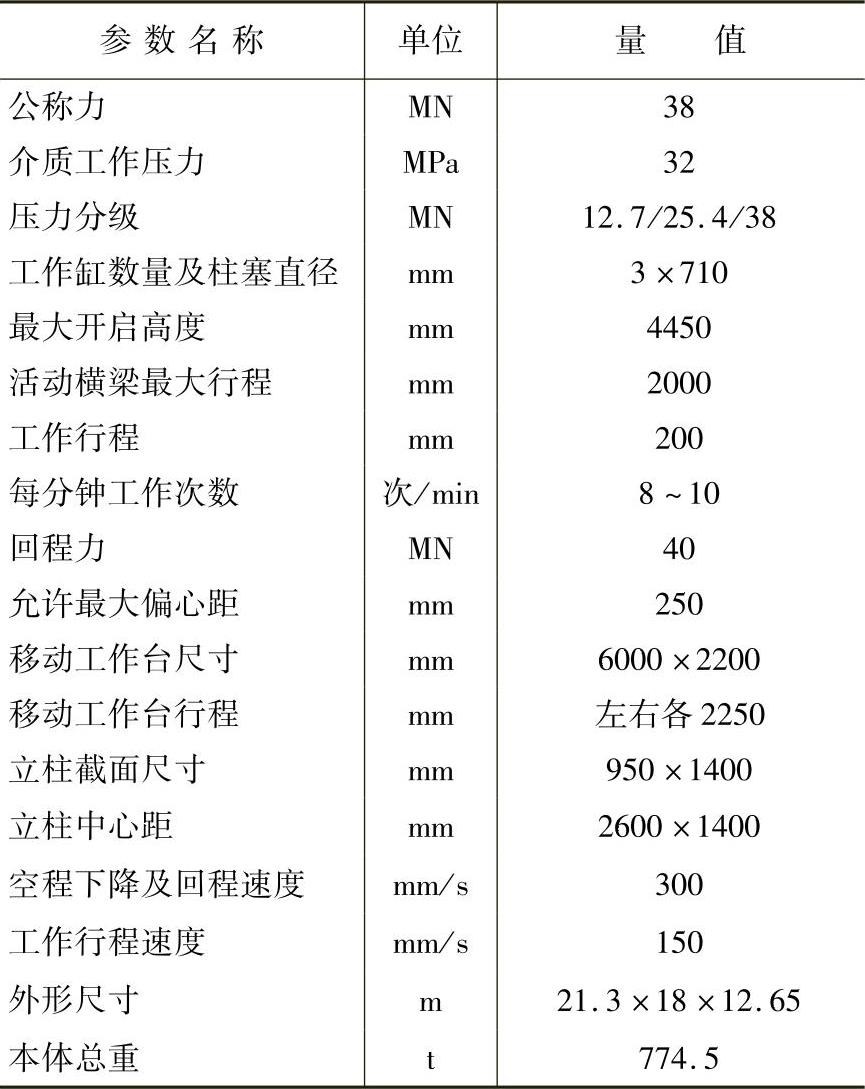
38MN双柱上传动锻造液压机的技术参数见表1-2-5。
传动方式为泵-蓄势器站,可镦粗最大钢锭32t,拔长最大钢锭60t。
表1-2-5 38MN锻造液压机技术参数(沈重)
双柱上传动锻造液压机的立柱也有只用一根粗拉杆预紧的,如图1-2-11所示,柱套8的两端有支承套,而活动横梁则以X形导向在两边柱套的四个斜平面上滑动,导向面的间隙也是可以调节的,结构如图1-2-12所示。
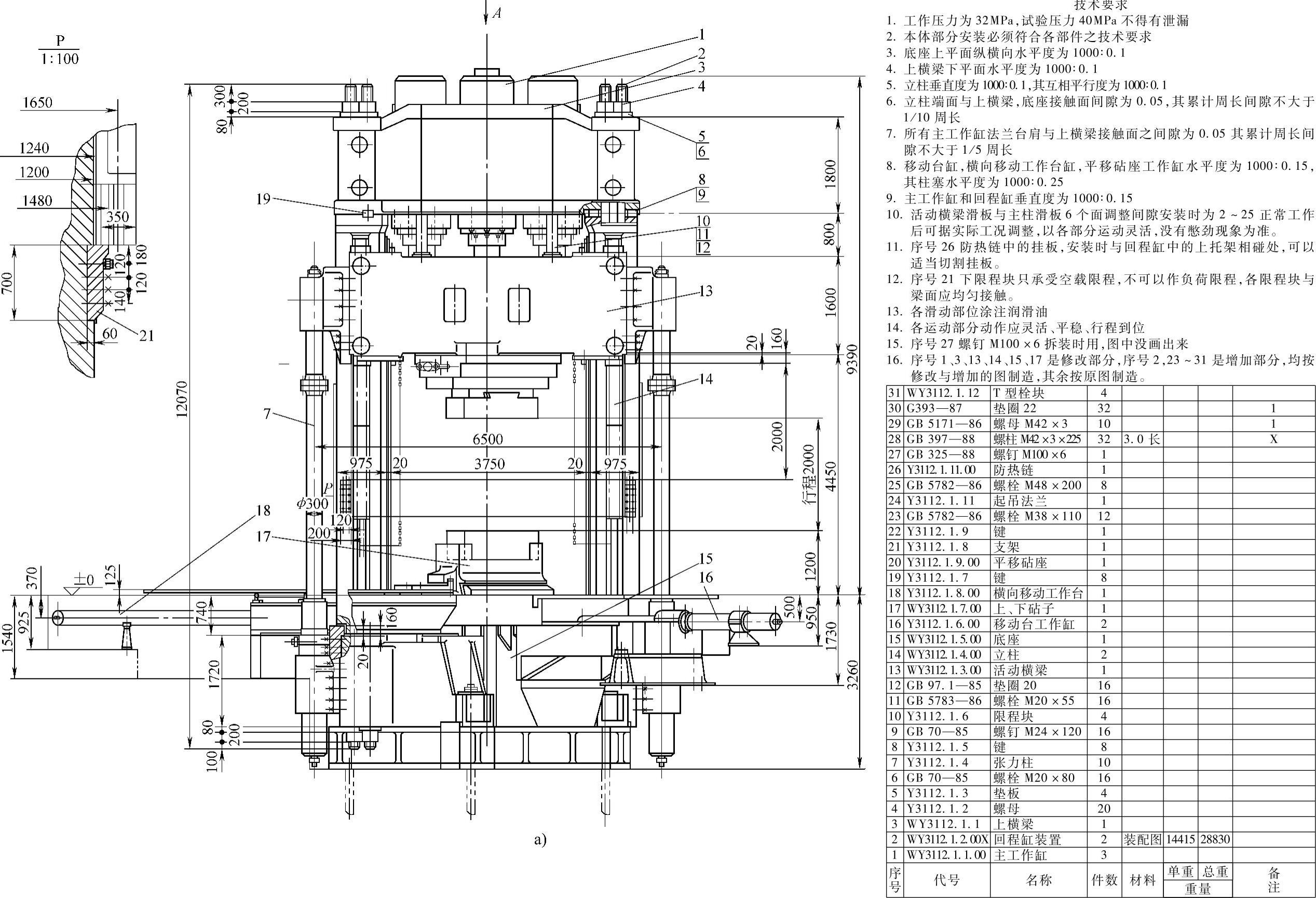
图1-2-10 38MN双柱上传动锻造液压机(沈重)
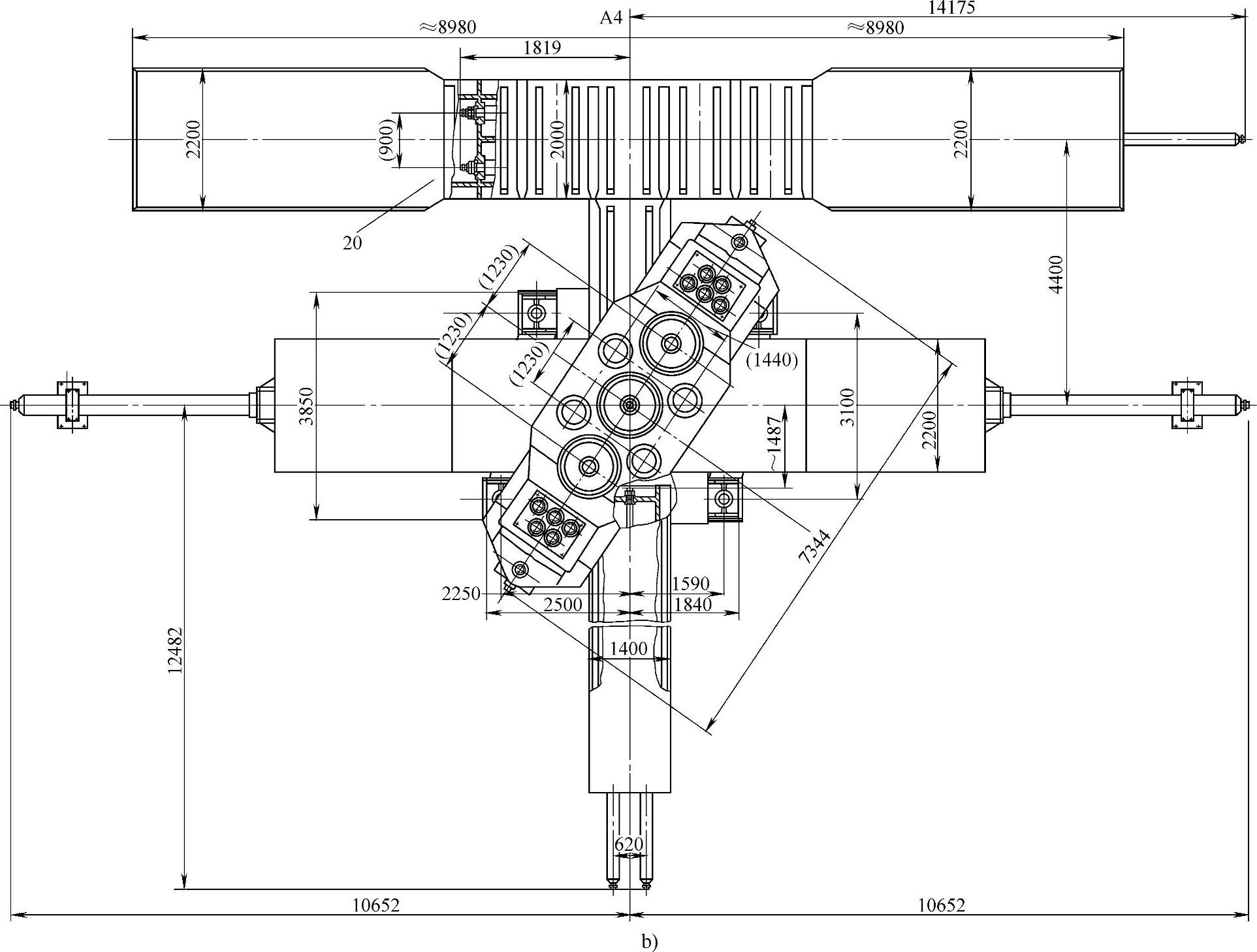
图1-2-10 38MN双柱上传动锻造液压机(沈重)(续)
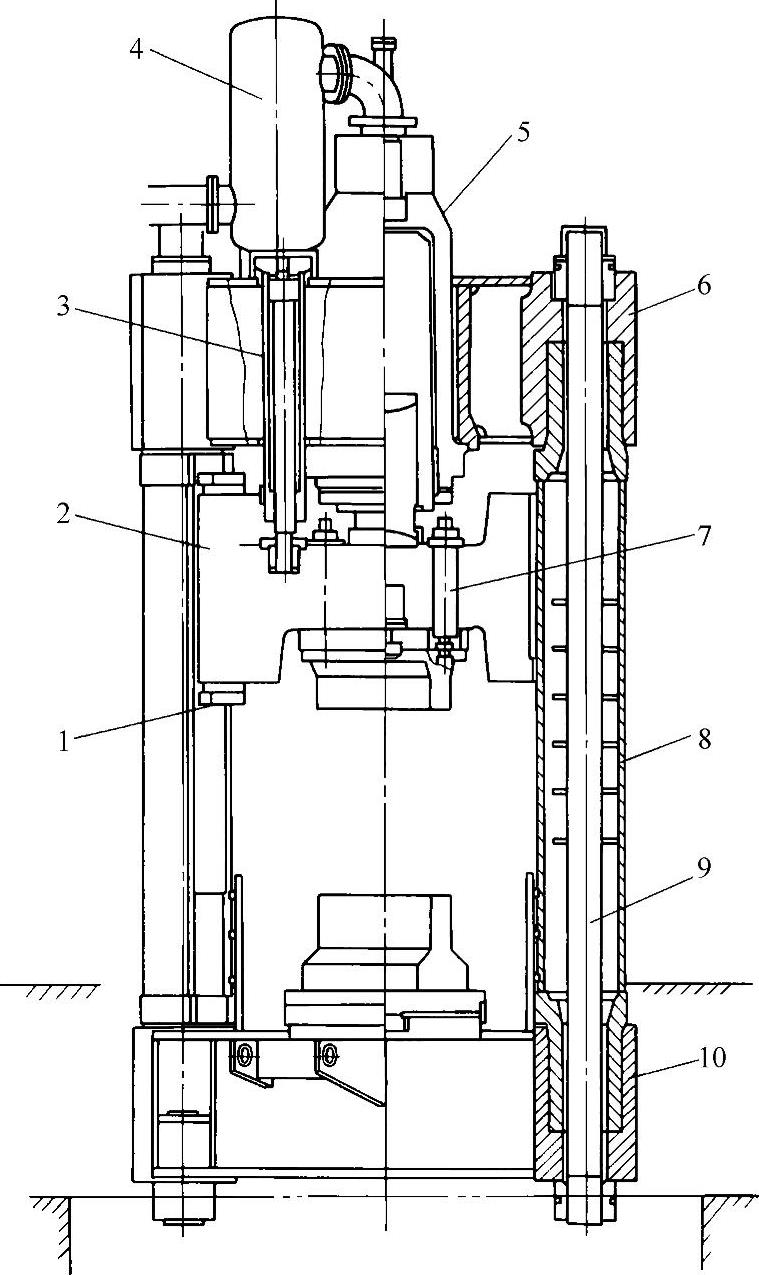
图1-2-11 双柱上传动锻造液压机立柱的另一种预紧结构
1—导向装置 2—活动横梁 3—回程缸 4—充液罐 5—工作缸 6—上横梁 7—上砧夹紧装置 8—柱套 9—拉杆 10—下横梁(https://www.xing528.com)
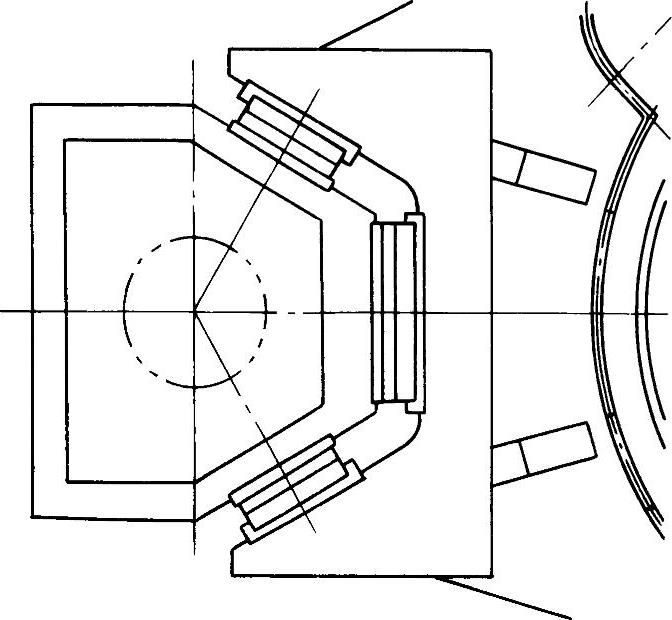
图1-2-12 X形导向及柱套
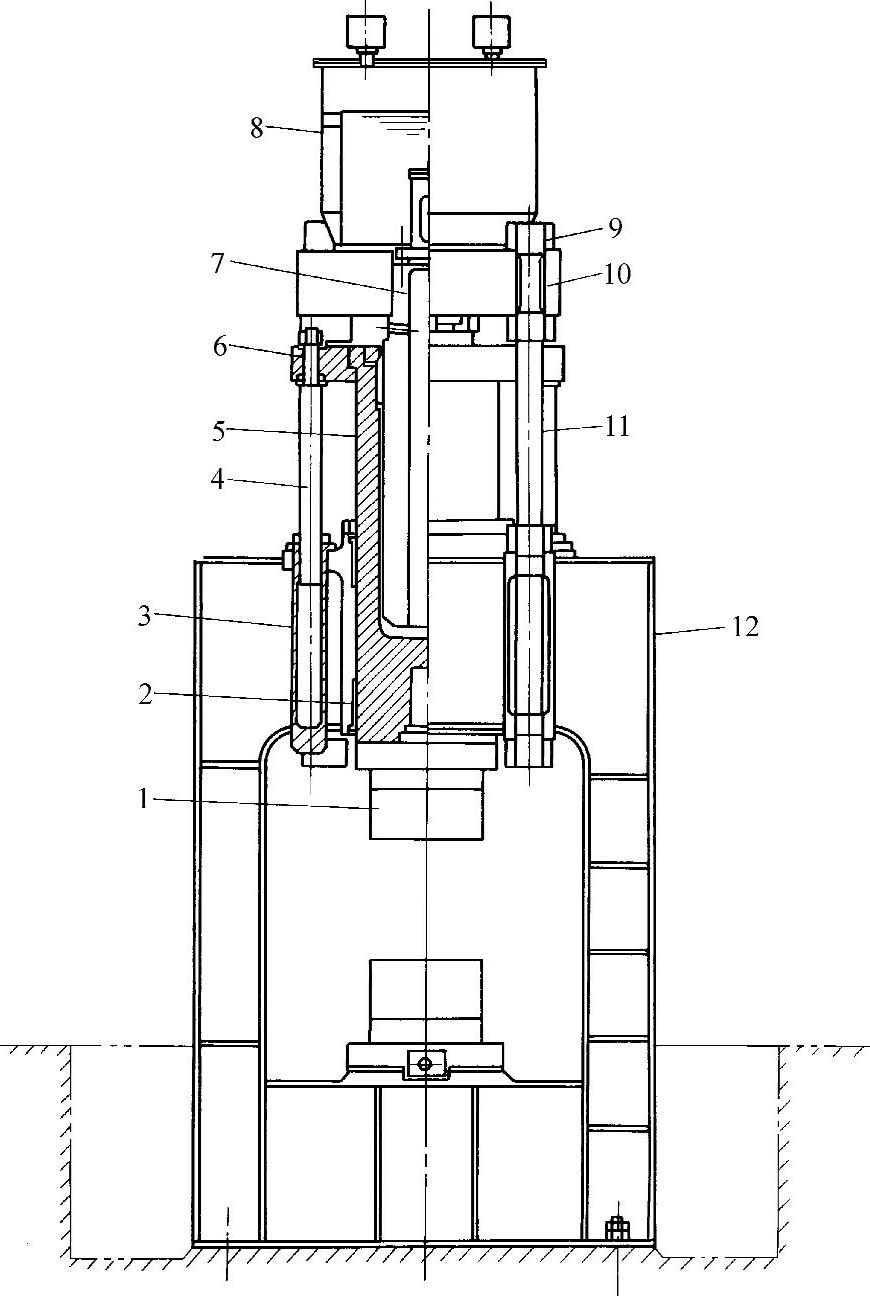
图1-2-13 缸动式锻造液压机
1—上砧 2—导向套 3—回程缸 4—回程柱塞 5—工作缸 6—托板 7—工作柱塞 8—充液罐 9—螺母 10—上横梁 11—立柱 12—主机架
(二)缸动式锻造液压机
缸动式锻造液压机的结构如图1-2-13所示,其特点是在主机架12上,又由四根立柱11、内外螺母9、上横梁10组成一个固定的上机架,工作柱塞7固定于上横梁10上,其中有通液孔可用以供给工作缸以工作液体。工作缸5是可以移动的,它在主机架12的导向套2内作上下往复运动,上砧1直接固定在工作缸缸底,因此这种锻造液压机取消了活动横梁。工作缸外表做成方形,在导向套2内平面导向,可用楔形垫板来调节导向间隙。回程缸3固定在主机架12的上部,回程柱塞4通过托板6带动移动工作缸5可作回程运动,而托板6则以小立柱11导向,并可防止工作缸转动。
这种结构形式的特点为:
1)移动部分质量轻,惯性小,适合于快速锻造,消耗驱动功率也少;
2)导向部分上移,氧化皮等脏物不易损伤导向面;
3)由于工作柱塞的密封部分在上部,远离热锻件,当采用油为工作介质时,若有泄漏,不易着火;
4)基础费用低,当用液压机来替换已有的锻锤时,可以利用原有的基础;
5)由于取消了活动横梁,作业空间比较宽敞,易于进行辅助作业。
这种结构的锻造液压机,美国伯利斯(Bliss)公司,德国施罗曼(SMS Schloemann Siemag)公司以及日本制钢所(JSW)均有生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。