



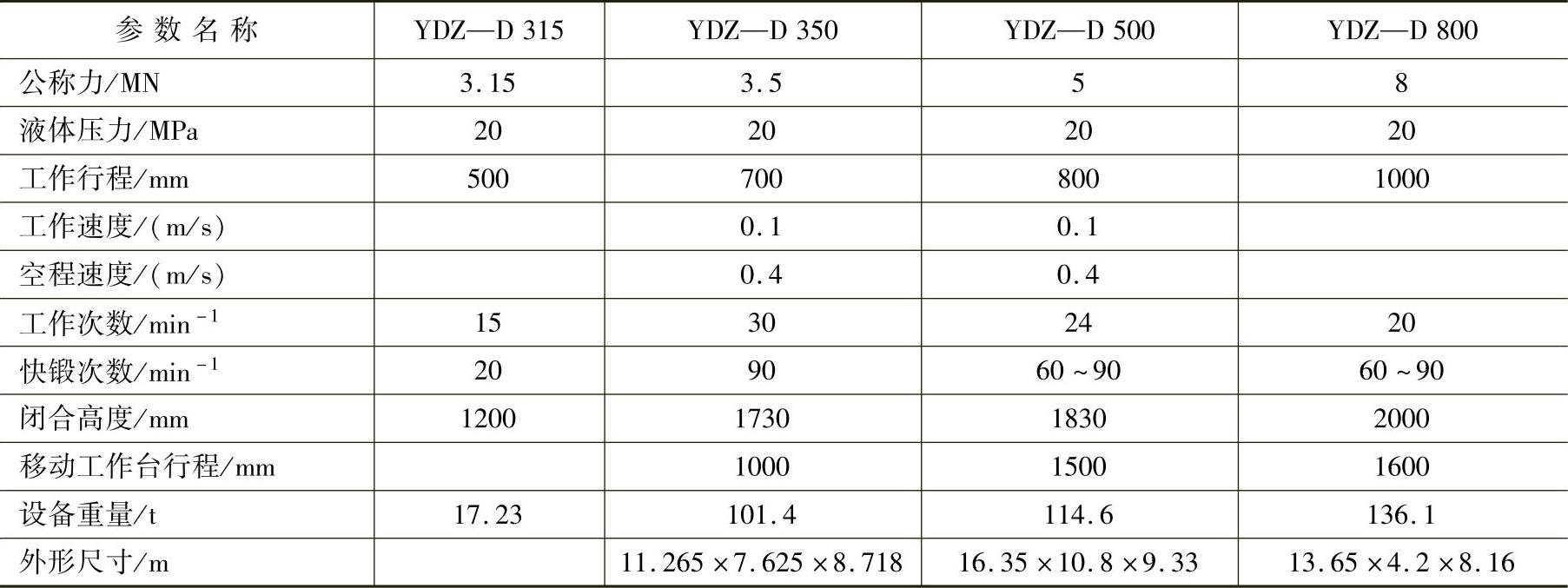
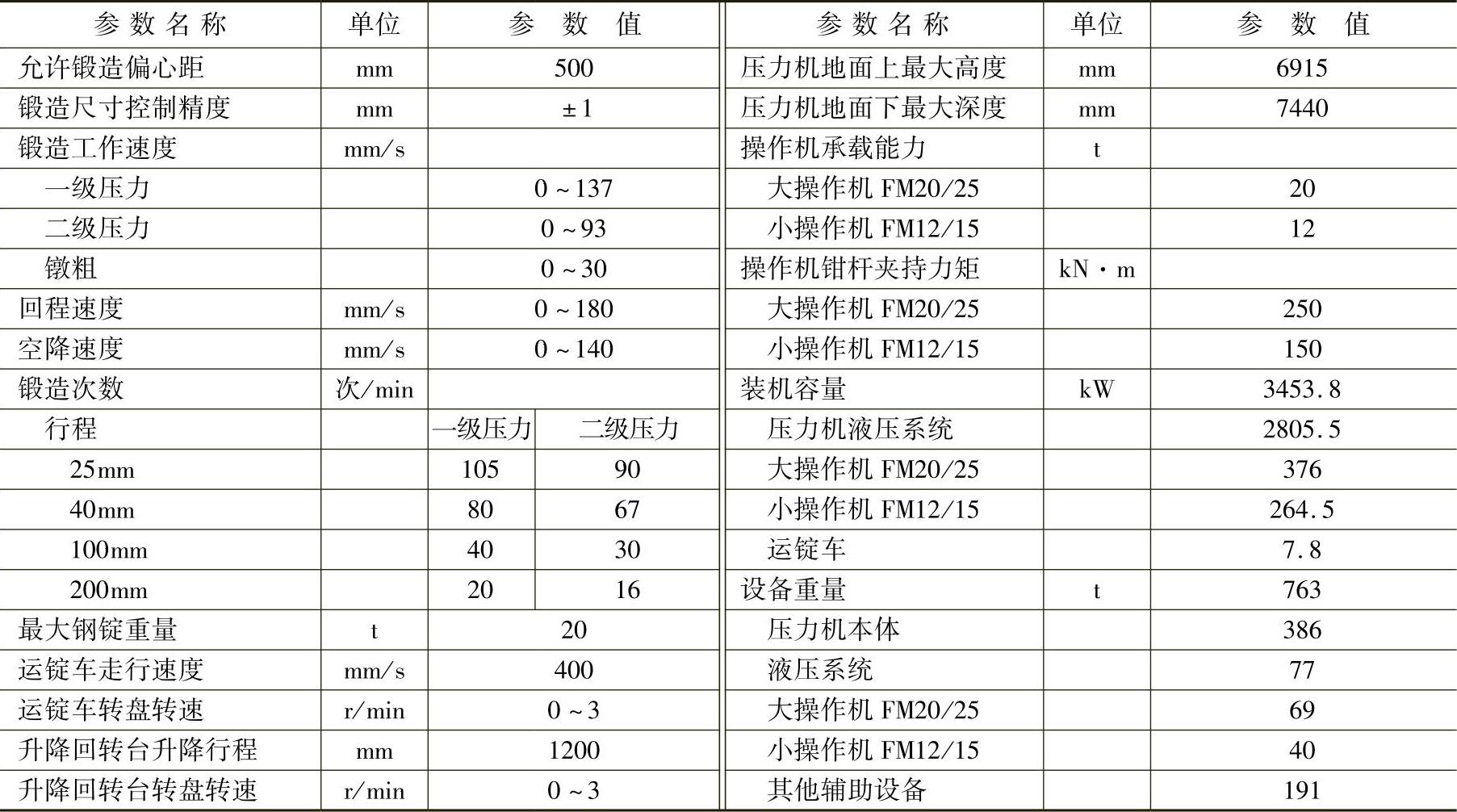
表1-2-1 单臂锻造液压机技术参数(沈重)
锻造液压机最常见的本体结构形式有单臂式、四柱式上传动和双柱下拉式三种。
(一)单臂式锻造液压机
单臂式锻造液压机属于小型锻造液压机,其公称力从3.15MN到8MN,本体结构一般为缸动式,如图1-2-1所示。工作柱塞1固定在用四根拉杆3与机架9连接的横梁2上,而工作缸6则可以在单臂机架9的导向装置8中作上下往复运动,两个回程缸7固定在机架9上,回程柱塞5通过活动小梁4与工作缸6相连,以带动工作缸作回程运动。
沈阳重型机械集团公司生产的单臂锻造液压机(YDZ-D系列)技术参数见表1-2-1。
单臂缸动式锻造液压机由于取消了活动横梁,减轻了运动部分的重量,便于快速锻造。而由于导向长度大,抗偏心锻造能力得到提高,密封寿命较长。
一般情况下,3.5MN和5MN单臂式锻造液压机分别相当于2t和3t的自由锻锤,适合于中小型工厂使用。
(二)四柱式上传动锻造液压机
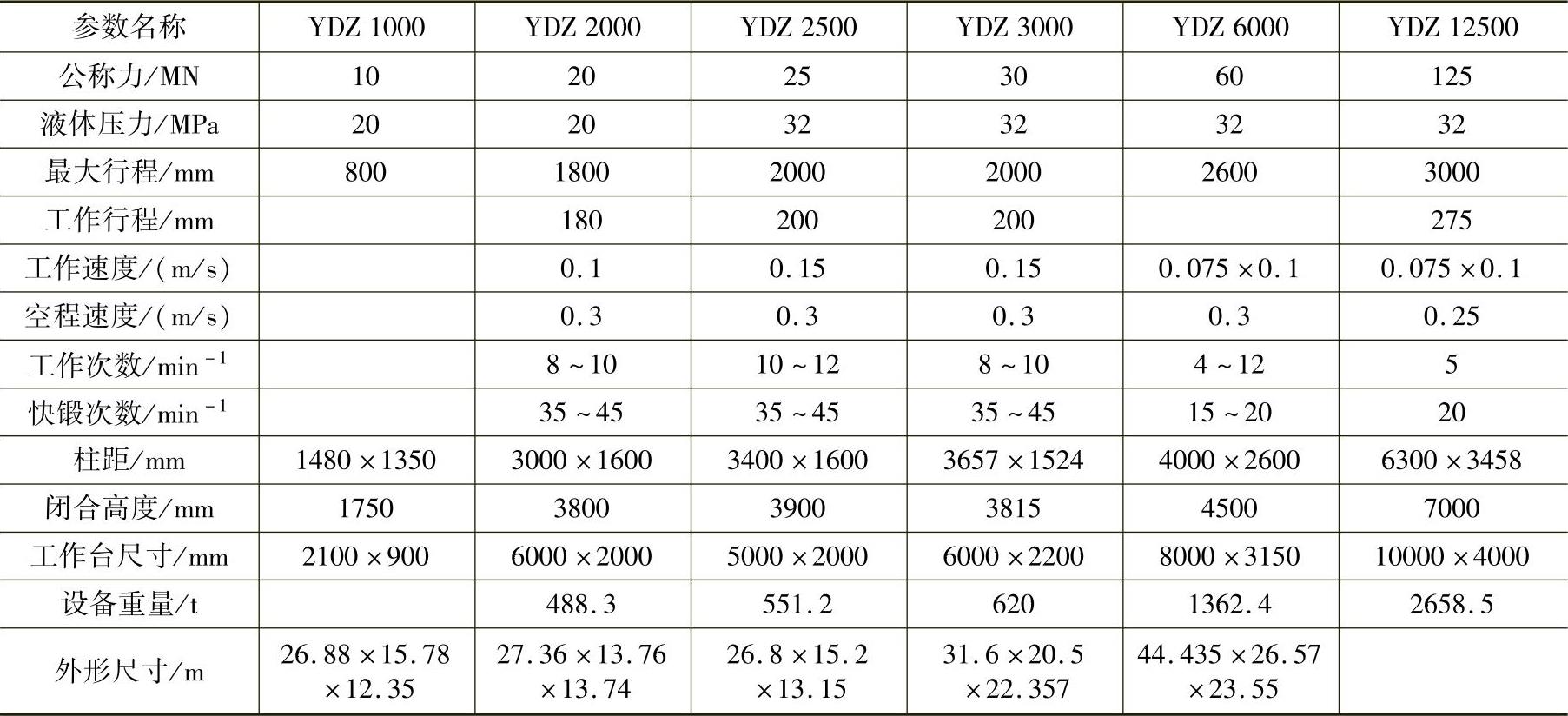
这是最传统的锻造液压机结构形式,目前大多数大、中型锻造液压机仍采用这种形式,其结构简图如图1-2-2所示。由上横梁3、下横梁8、四个立柱5及16个立柱螺母2组成刚性机架,回程缸12固定于上横梁3上。沈阳重型机械公司生产的四柱式上传动锻造液压机的技术参数见表1-2-2。
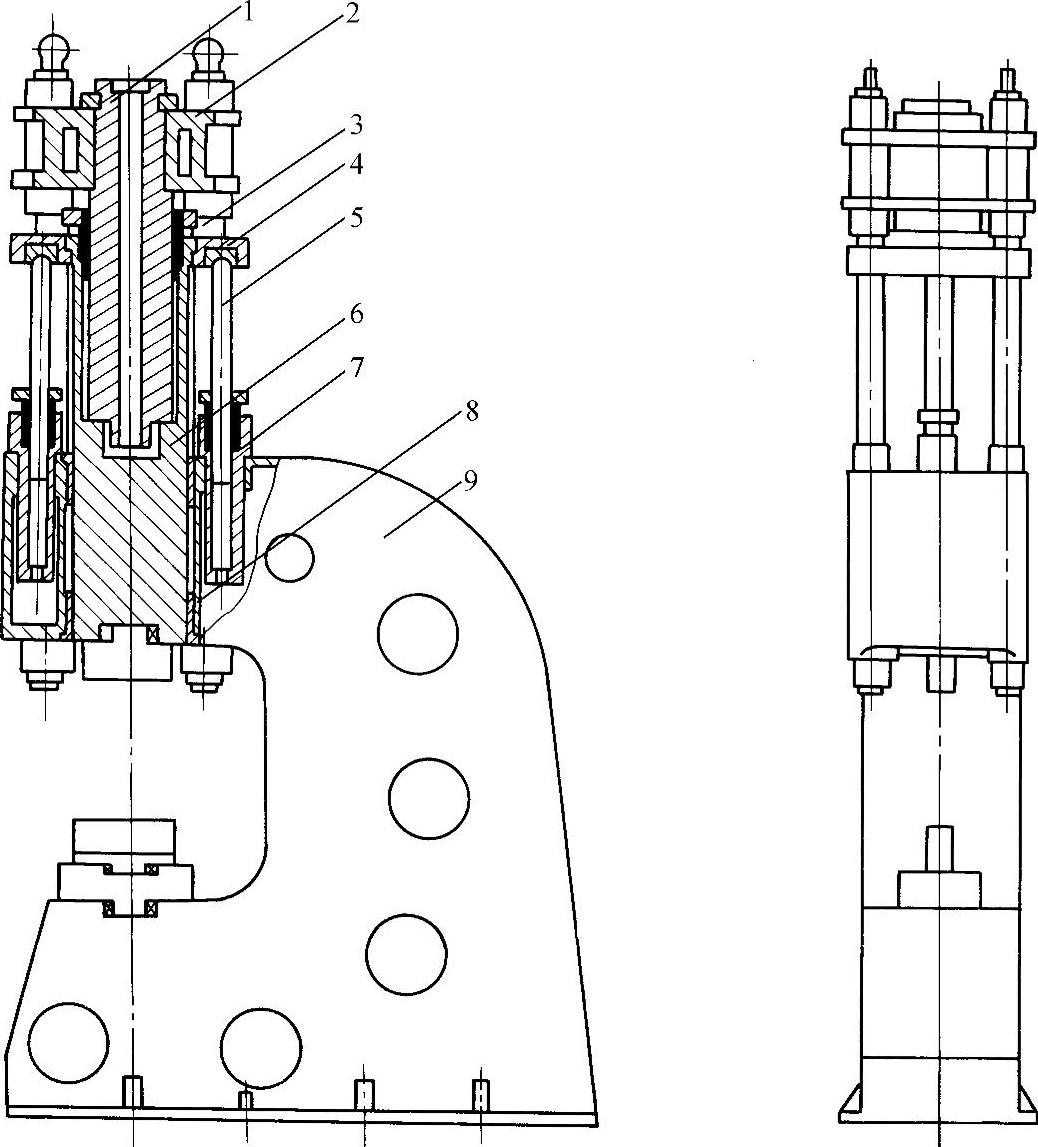
图1-2-1 单臂式锻造液压机本体结构
1—工作柱塞 2—横梁 3—拉杆 4—活动小梁 5—回程柱塞 6—工作缸 7—回程缸 8—导向装置 9—机架
表1-2-2 四柱式上传动锻造液压机技术参数(沈重)
(三)双柱下拉式锻造液压机
这是近年来发展较快的一种锻造液压机结构形式,它的结构简图如图1-2-3所示。其结构特点是由上横梁1、下横梁9和两根立柱4通过螺母11联结成一个活动的刚性机架,工作缸10也是可运动的,它固定在下横梁9上,随活动机架一起运动。而工作柱塞8则是不动的,它固定在固定梁7上,当高压液体通过工作柱塞中的孔道进入工作缸时,推动工作缸10并带动整个活动机架向下运动,使锻坯在上砧2与固定在移动工作台5上的下砧(图中未画出)之间塑性变形。活动机架以安装于固定梁内的导向装置来导向。回程时,工作缸卸压并排液,高压液体进入固定于固定梁上的回程缸6中,推动回程柱塞3向上运动,使整个活动机架上升到初始位置,完成一个工作循环。
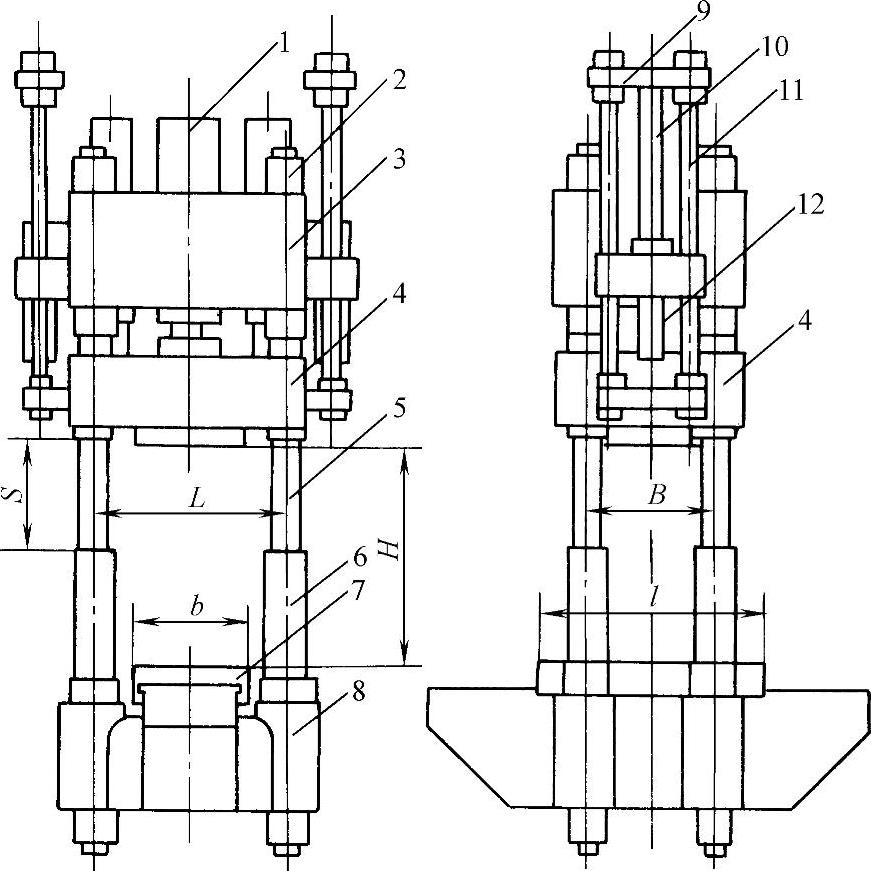
图1-2-2 四柱式上传动锻造液压机
1—工作缸 2—立柱螺母 3—上横梁 4—活动横梁 5—立柱 6—限程套 7—移动工作台 8—下横梁 9—小梁 10—回程柱塞 11—拉杆 12—回程缸
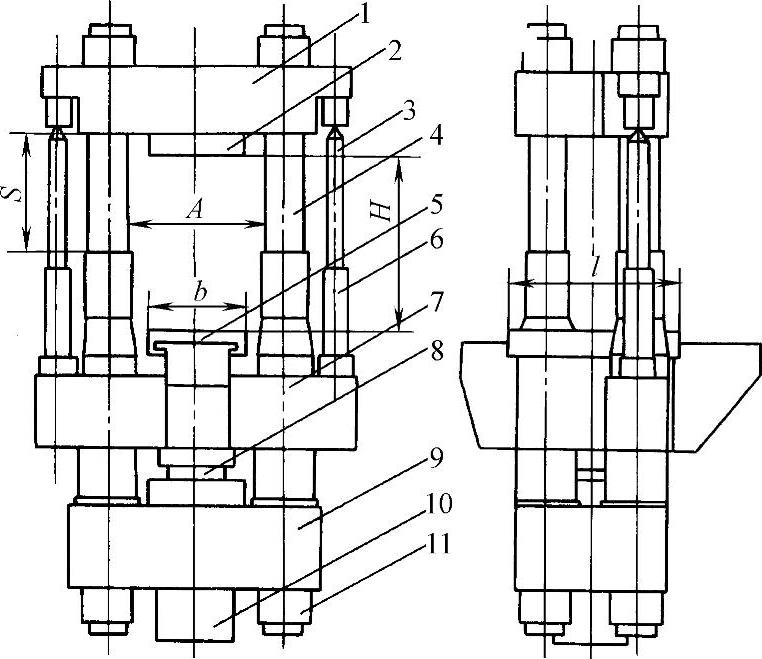
图1-2-3 双柱下拉式锻造液压机简图
1—上横梁 2—上砧 3—回程柱塞 4—立柱 5—移动工作台 6—回程缸 7—固定梁 8—工作柱塞 9—下横梁 10—工作缸 11—螺母
双柱下拉式锻造液压机常与两台锻造操作机、横向移砧装置、砧库、送料回转小车、升降回转台等组成锻造液压机组,如图1-2-4所示。
兰州兰石新技术开发公司与华中科技大学共同设计、生产的双柱下拉式锻造液压机组,已供应国内多家厂商使用。兰石生产的8MN、16MN锻造液压机为单缸,机架为整体框架,与移动工作台中心线成35°夹角,立柱截面为矩形,在矩形立柱的四个面及上下分别有八块导向板,可通过调节垫片组的斜度,方便准确地调整立柱与导向的间隙。
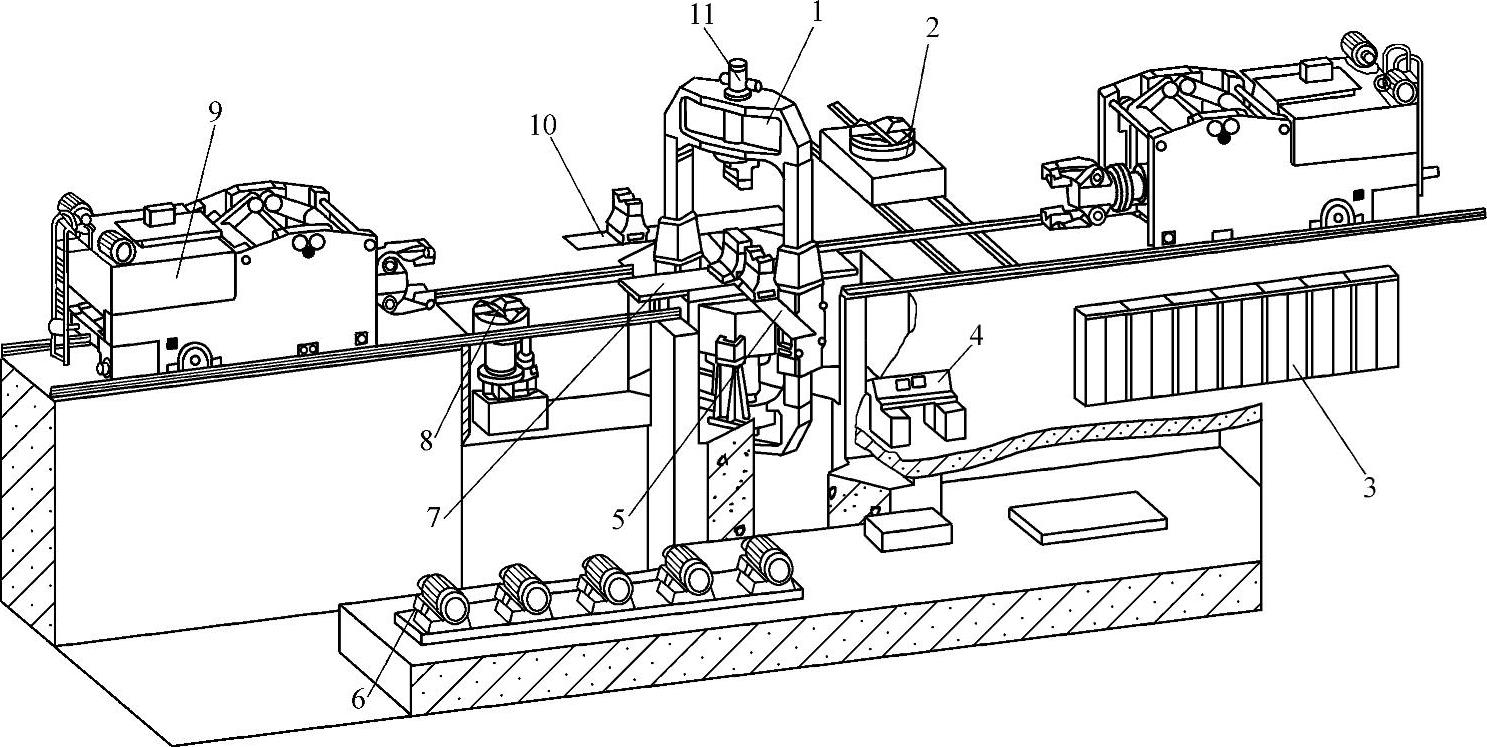
图1-2-4 锻造液压机组(兰石)
1—液压机 2—送料回转小车 3—电控柜 4—操作台 5—横向移砧装置 6—主泵 7—移动工作台 8—升降回转台 9—锻造操作机 10—砧库 11—上砧快换装置
机架上面有上砧旋转装置,由一个压下缸和两个平动缸及T型接杆、蝶簧等组成,可以实现快速更换及夹紧上砧,也可使上砧旋转90°。(https://www.xing528.com)
横向移砧装置与移动工作台相垂直,结构与工作台相似,可以使下砧横向移动三个砧位,与砧库配合,快速更换下砧,定位精度为±2mm。
沈阳重型机械集团公司与德国PAHNKE公司合作生产的30MN双柱下拉式锻造液压机,其本体结构如图1-2-5所示。机架为多根预应力拉杆组合式框架,立柱截面为空心矩形,每侧立柱中采用五根直径φ160mm的预应力拉杆,其平面布置如图1-2-6所示。预应力拉杆两端为φ180mm×2/5in的特殊螺纹,螺母具有双重削弱槽的内斜式螺纹,如图1-2-7所示,可使拉杆上的力均匀地分配在螺母的各圈螺纹上。螺母的外径很小,使拉杆布置得十分紧凑(图中双点画线为拉杆的螺纹)。
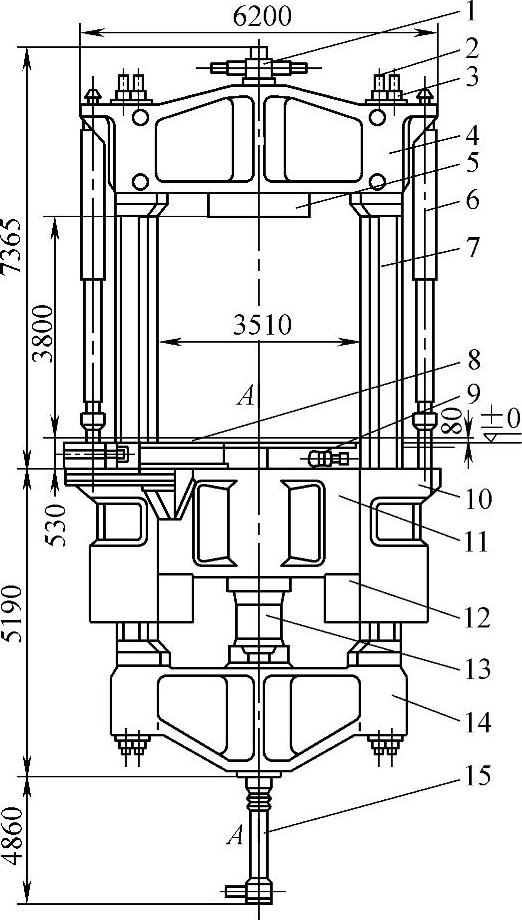
图1-2-5 30MN双柱下拉式锻造液压机
1—上砧旋转装置 2—拉杆 3—螺母 4—上横梁 5—上砧板 6—回程缸 7—立柱 8—移砧台 9—锁紧机构 10—侧架 11—固定横梁 12—支承梁 13—主工作缸 14—下横梁 15—伸缩缸

图1-2-6 预应力双柱多拉杆式机架截面图
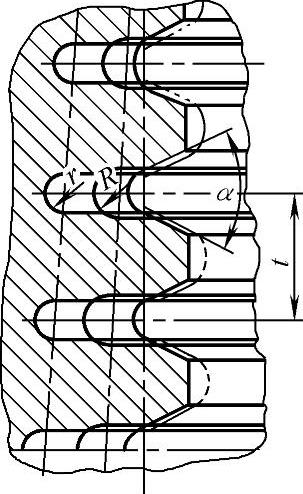
图1-2-7 内斜式螺母的螺纹结构
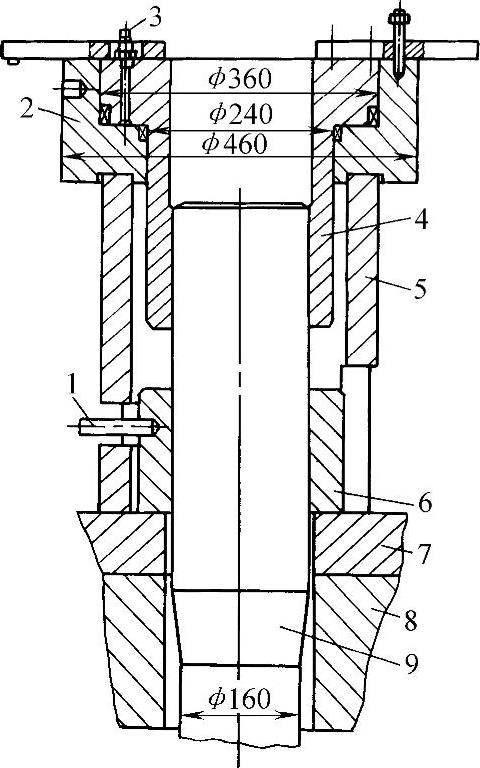
图1-2-8 拉杆的预紧装置
1—紧螺母工具 2—预紧液压缸 3—压力油口 4—预紧缸的螺母 5—支承套 6—螺母 7—垫板 8—上横梁 9—拉杆
这种多拉杆的预应力机架应按一定的对称顺序对拉杆进行预紧,所用预紧装置的结构如图1-2-8所示。
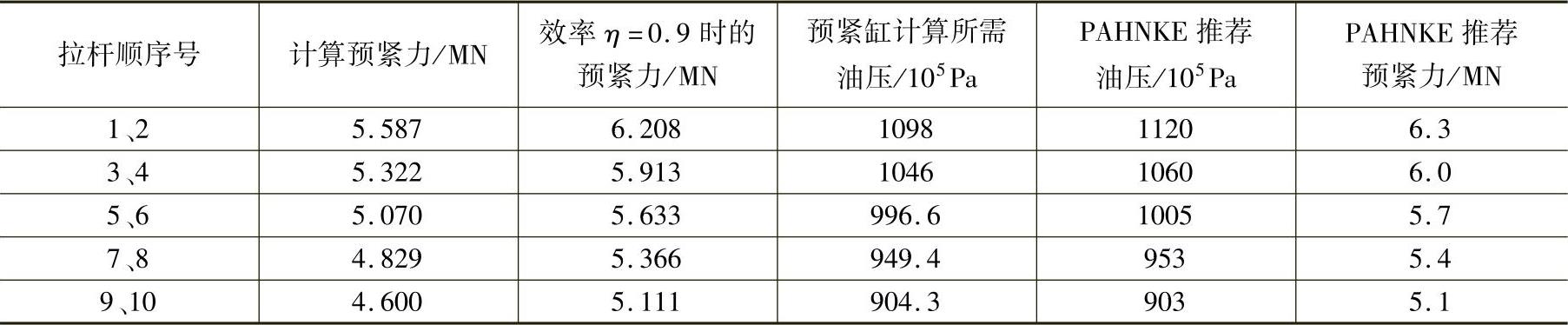
预紧时先把螺母6旋入拉杆9,放上支承套5,再将预紧缸的螺母4旋入拉杆上端,然后用手动高压泵通过软管经压力油口3向缸中打压,通过泵上的压力表来控制油压值,当油压达到要求的数值时,在支承套5的开口处,用紧螺母工具1旋紧螺母,使之贴紧,然后卸压。预紧一根拉杆约需30min,其顺序如图1-2-6中所标的数目,自1开始,依次从小到大,最后紧第10根拉杆。表1-2-3为所述30MN双柱下拉式液压机机架拉杆的预紧力及预紧所需油压。
表1-2-3 30MN液压机立柱拉杆预紧值
30MN双柱下拉式液压机为三缸结构,三个主工作缸内径均为φ605mm,两侧缸与固定梁为缸梁合铸结构,如图1-2-9所示。
柱塞和梁之间采用双球铰支撑杆联接,以减小偏心锻造时柱塞与导套及密封间的侧推力与磨损。柱塞的铸铜导套的内、外壁都加工有大螺距圆断面油沟,开启冲洗阀可清洗缸套与柱塞间的杂质。中间缸与下横梁也为缸梁合铸结构,和固定梁一样,均采用合金钢铸造。
回程缸(见图1-2-5中之件号6)为缸动式柱塞缸,位于地面以上,用双球铰结构与固定梁和上横梁联结。回程缸中装有超声波磁放大器,用于检测行程,在1800mm行程内,重复精度达2.5μm,比用钢丝绳反馈的光电脉冲发生器有更高的检测精度和可靠性。检测元件(磁环和检测杆)装在回程缸中,不受环境温度的影响。
液压机固定梁上、下两侧各装五块(共二十块)铜滑板,作为运动机架的矩形断面铸钢立柱的平面导向。铜滑板是在楔铁上用惰性气体保护焊堆焊青铜而成,铜层很薄。可通过增减垫片来调整导向间隙。
30MN双柱下拉式锻造液压机的技术参数见1-2-4。
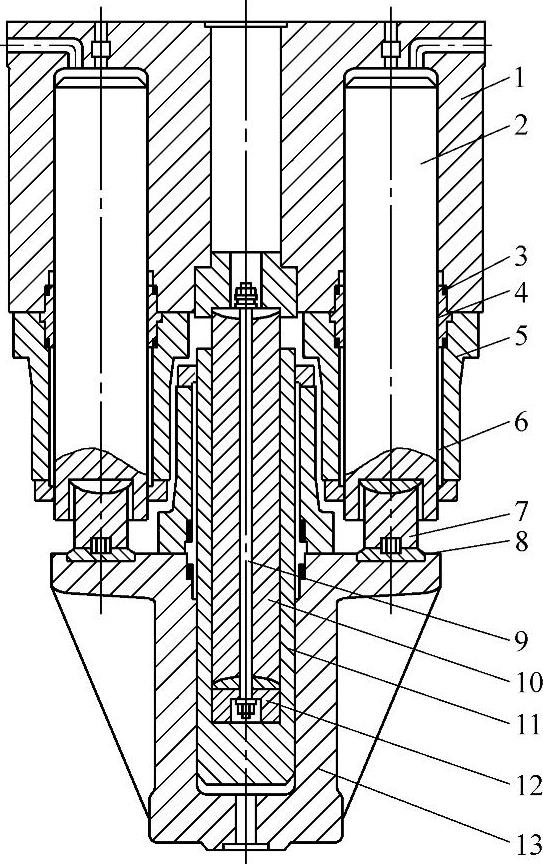
图1-2-9 30MN下拉式液压机工作缸结构
1—固定梁 2—柱塞 3、6—密封 4—导套 5—缸套 7—支撑杆 8—球面垫 9—中间拉杆 10—长支撑杆 11—中间柱塞 12—座套 13—下横梁
表1-2-4 30MN双柱下拉式锻造液压机技术参数(沈重、PAHNKE)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。