



1.增压感应炉设备
图12-6示出增压感应炉结构。这是国产4MPa容量50kg增压感应炉炉体结构。全套设备由中频可控硅电源及电气控制系统、炉膛抽气与氮气供气系统、增压感应炉炉体三部分组成。炉体结构与真空感应炉相似。不同之处是增压感应炉炉壳和相关部位必须能承受4MPa以上压强的作用。与真空感应炉的受力条件完全相反,真空感应炉是内部压强低于大气压,而增压感应炉是内部压强大于外部。炉体上的附属装置、抽气系统、电源系统以及冷却水系统,均与真空感应炉基本相同,只有氮气供应系统为增压感应炉的专用设备,包括气源、脱水净化、高压输气系统等(图中未画出来)。
2.增压感应炉的冶炼操作
以下介绍小容量冷装料法增压感应炉冶炼高氮钢的方法。
(1)炉料和装料 增压感应炉冶炼,对炉料的要求和装料的方式与真空感应炉相同。由于增压感应炉内钢液的精炼条件比真空感应炉差,所以对炉料中氧、硫含量有较高的要求。
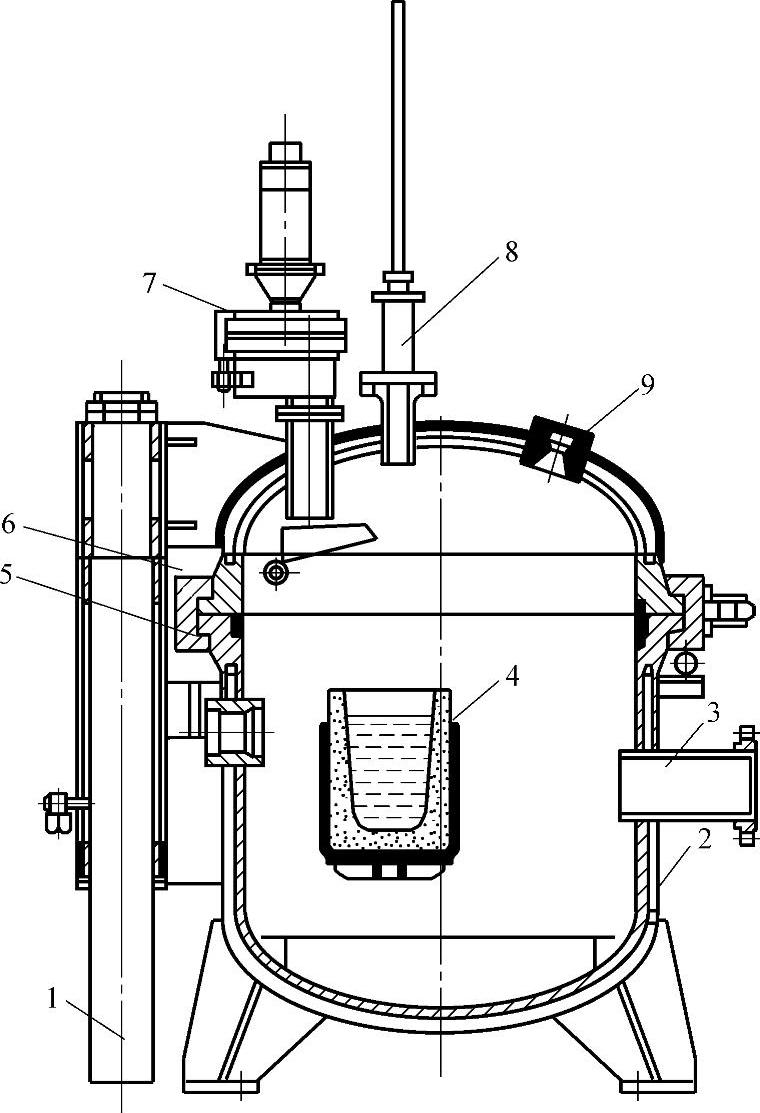
图12-6 增压感应炉结构(https://www.xing528.com)
1—炉盖提升机构 2—炉体 3—抽气及充气管路 4—感应熔炼炉 5—密封锁紧装置 6—炉盖 7—合金加料装置 8—测温装置 9—观察装置
(2)炉料的熔化 装料完毕,合炉抽气,达到预定真空度后充入氮气,炉料在0.101MPa氮气压强下加热熔化。熔化期的供电制度与真空感应炉相似,防止炉料架桥影响顺利熔化。
(3)钢液的精炼 炉料溶清后,应进行脱氧操作,降低钢液含氧量。随后加入脱硫元素,以降低含硫量。当钢液完成脱氧、脱硫后,可转入合金化。
(4)钢液氮合金化 增压感应炉冶炼高氮钢时,通过气相氮进行氮合金化。在合金化时,根据冶炼钢的化学成分和含氮量、冶炼温度,通过计算来确定炉中氮气压强、钢液温度及保持时间等参数。通过对这些参数的控制,达到要求的含氮量,完成氮合金化操作。最高氮气压强达到1.6MPa。
(5)出钢浇注和钢锭冷却 出钢浇注之前,钢液应进行终脱氧、调整温度等操作。出钢浇注过程,炉中应保持合金化期的氮气压强,以免浇注时氮自钢中逸出。
钢锭必须在高压氮气下进行冷却,直到完全凝固之后方可释压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。