



为了适应塑料模具钢的发展,要求提高模具用钢的纯净度,降低钢中非金属夹杂物含量;提高钢的致密度,减少疏松和偏析。为此,真空感应炉结合电渣重熔的双联法,将成为高纯净塑料模具生产的最佳工艺选择。
1.镜面塑料模具钢对冶金质量的要求
生产透明塑料,如光学透镜、镜片制品的成型模具用钢,由于对模具工作面进行镜面加工,所以对模具钢的质量提出以下要求。
(1)钢中非金属夹杂物含量要低 夹杂物中脆性夹杂对模具抛光性能影响最大,其次是塑性硫化物夹杂。因此,镜面塑料模具钢要求钢中所有不同类型的夹杂物含量要低。特别要求对夹杂物中的D类球状夹杂物、B类氧化铝夹杂以及A类硫化物夹杂,应严格控制其含量。
真空感应炉冶炼是去除D类、B类、C类夹杂物最有效的方法;电渣重熔是去除A类硫化物夹杂的有效方法。两者结合,可以生产出夹杂物含量低的高纯度模具钢。
(2)钢的致密性要高 镜面塑料模具用钢,要求钢的低倍组织致密;钢中杂质元素形成的疏松、偏析少;碳化物偏析少;碳化物细小分布均匀。这样可保证模具工作面进行镜面加工时,不会出现微细孔洞,剥落等降低表面抛光性能的缺陷。
电渣重熔是提高钢致密性,消除低倍缺陷、改善碳化物不均性的最好方法。通过控制电渣重熔的工艺参数,可以得到致密度很高的模具钢。
(3)钢的硬度要高而均匀 模具钢硬度高低,取决于钢中含碳量和碳化物形成元素含量。硬度均匀与否,则决定于碳化物在钢中分布的均匀性。影响钢中碳化物分布均匀性的因素很多,其中最重要的是碳化物在钢锭中的均匀性。
通过真空感应炉冶炼,可以严格控制钢中碳、铬含量,使其匹配得当,减少过多碳化物出现,以减少碳化物偏析。经过电渣重熔,可以有效地改善碳化物的不均匀性,加上锻造比的增大等措施的配合,能够生产出硬度均匀的高硬度模具钢。
综上所述,按照真空感应炉和电渣重熔的冶炼特点,结合镜面塑料模具对用钢质量的要求,利用真空感应炉与电渣重熔双联法,完全能够生产出优质的镜面塑料模具钢。
2.真空感应炉冶炼镜面塑料模具钢的操作要点
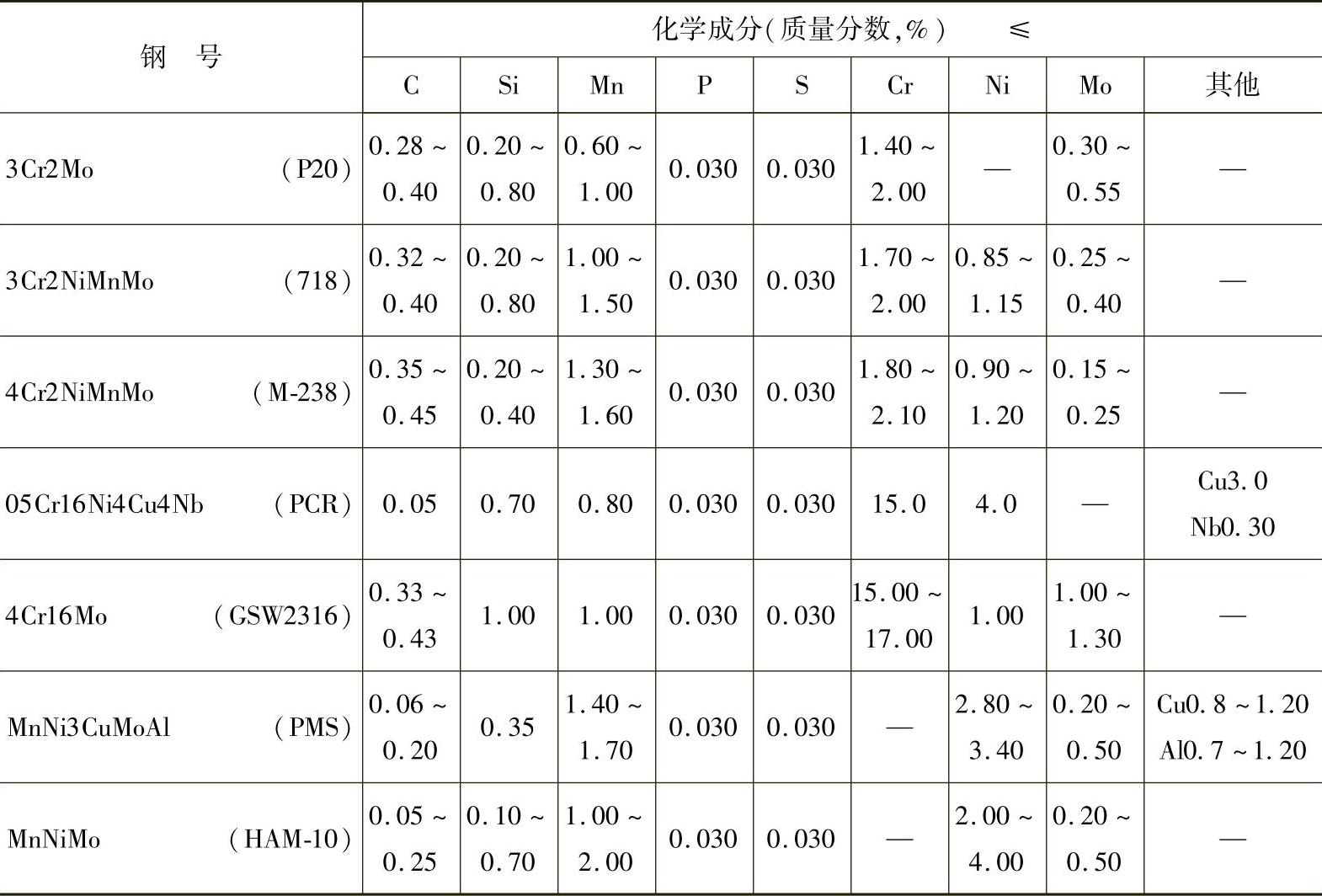
镜面塑料模具钢部分常用钢号的化学成分列于表9-24。镜面塑料模具钢,包括低合金珠光体钢和中合金马氏体钢,成分简单便于控制,为提高钢的纯净度创造了条件。
表9-24 镜面塑料模具钢部分常用钢号的化学成分
真空感应炉冶炼,以3Cr2NiMnMo(718)为例,介绍操作要点。
(1)冶炼用原材料的选择 冶炼原材料包括:原料纯铁、铬铁、钼铁、电解镍、电解金属锰、增碳材料等。要求原材料清洁少锈蚀,磷、硫和夹杂物含量低。表9-25列出镜面模具钢3Cr2NiMnMo钢100kg配料单。
3Cr2NiMnMo钢的配料结果表明:利用现有原材料,通过选用低磷、硫含量材料,可以得到含S=0.0085%(质量分数,下同)、P=0.0103%的配料结果。经过真空感应炉冶炼,采取脱磷、脱硫措施之后,钢中含P<0.010%、S<0.007%。再经过电渣重熔之后,钢中含磷量会有所增加,达到0.011%左右,而含硫量会降低到小于0.005%。总之,选用表中原材料,经真空感应炉与电渣重熔双联法冶炼,可以获得磷、硫总量达到0.015%,纯净度很高的镜面塑料模具钢。
表9-25 镜面模具钢3Cr2NiMnMo钢100kg配料单(全新料)
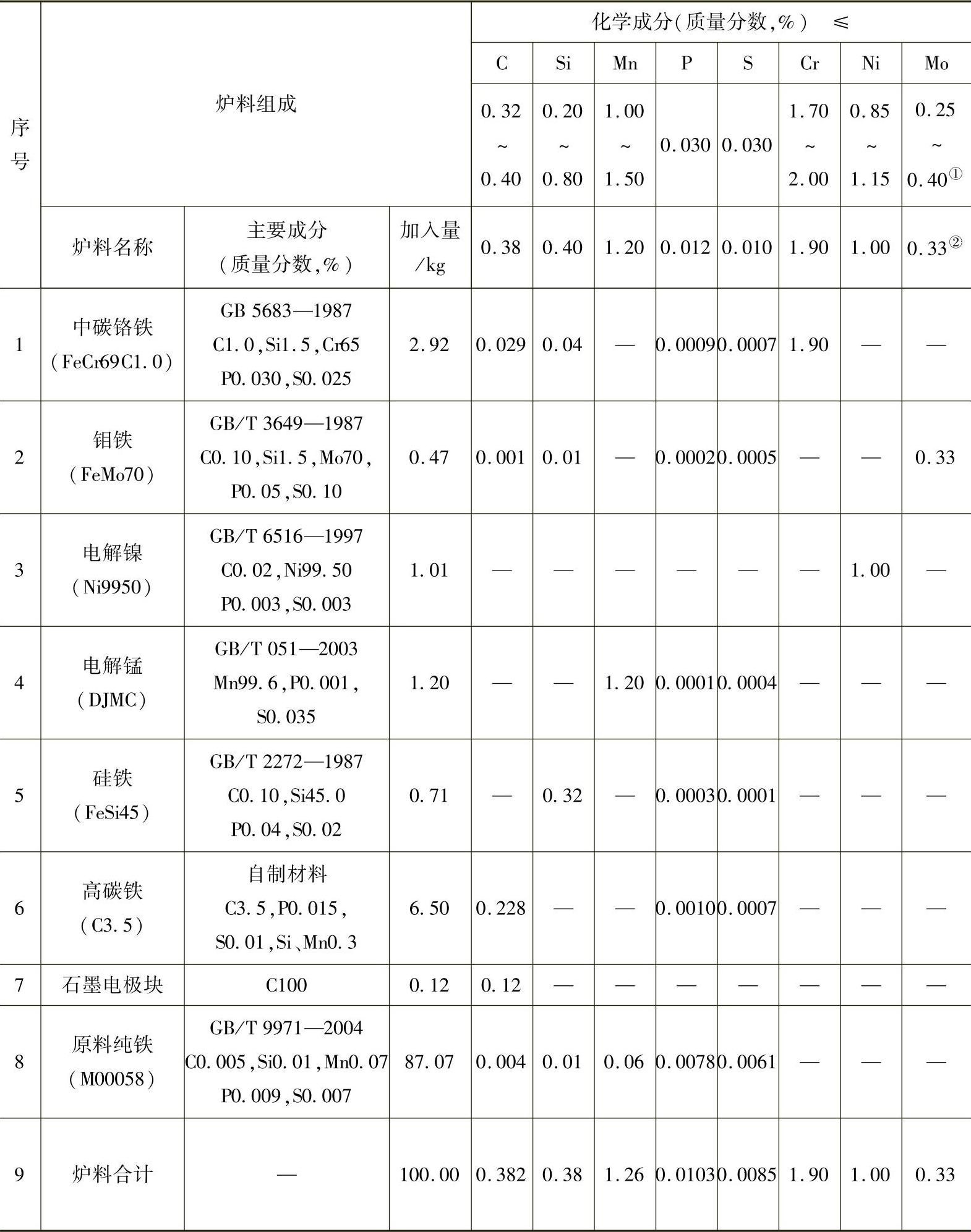
① 此行数据为钢的化学成分。(https://www.xing528.com)
② 此行数据为计算配料的化学成分。
(2)降低钢中氧和非金属夹杂物含量 钢中溶解氧的含量极低,绝大部分是以氧化物夹杂形式存在。因此,降低钢中非金属夹杂物成为钢液脱氧的重心。
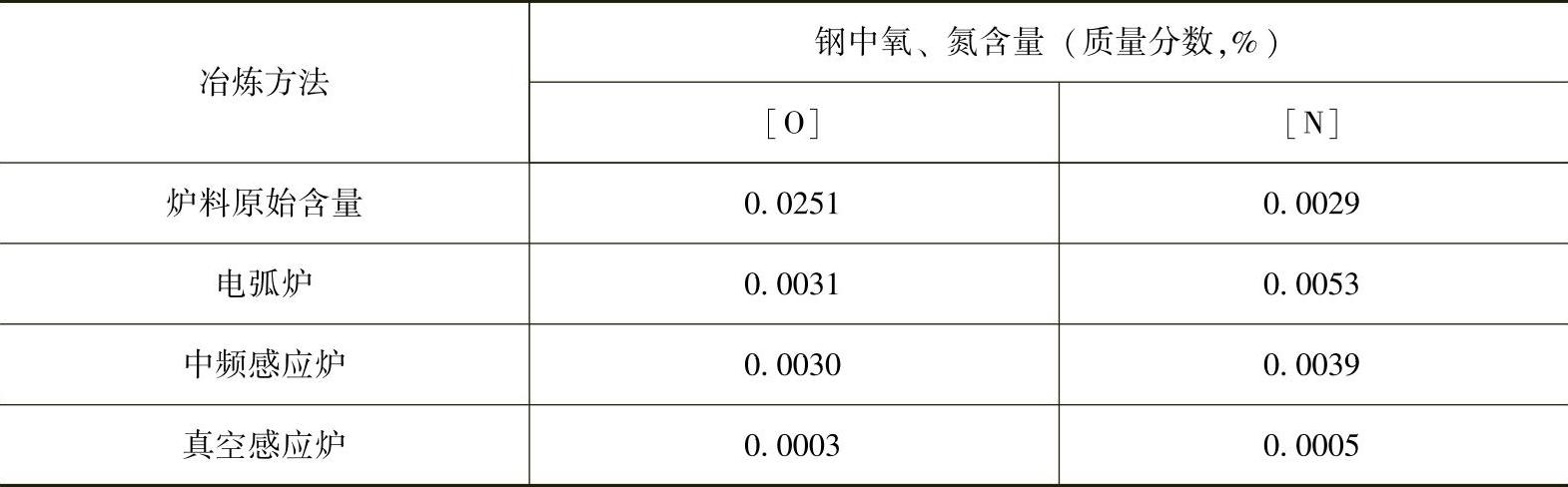
真空下,碳脱氧能力急剧增加,脱氧产物不会残留在钢液,脱氧效果极佳。表9-26列出真空感应炉与其他冶炼方法生产的低合金钢SAE4340钢中氧、氮含量的比较值。从表中数据可以看出:真空感应炉冶炼钢中,氧、氮含量为其他方法的1/10左右。相应夹杂物含量也明显下降。
表9-26 不同冶炼方法生产的SAE4340钢中[O]、[N]含量
降低钢中非金属夹杂物采取的措施如下:
1)加强熔化期钢液脱氧操作。随炉装入质量分数约0.2%左右的石墨电极碎块,强化钢熔化过程碳氧反应;硅铁不随炉料加入,以利于熔化期碳脱氧。
2)加强精炼期内碳脱氧操作。利用高温高真空下钢液内部碳氧反应,继续降低钢中夹杂物含量。控制好精炼时间,减少坩埚向钢液输氧。对钢液表面出现的氧化膜,应用碳块进行还原,保持液面清净。
3)浇注自耗电极应采用挡渣器,防止少量熔渣进入电极棒锭。
(3)精炼期操作要点 熔化期末钢液沸腾平静后,冶炼转向精炼。首先,提高钢液温度和冶炼真空度。当温度达到1560~1580℃,真空度达到1~3Pa时,冶炼进入精炼期。其操作要点如下:
1)取分析试样。主要掌握钢液含碳量的变化,为后期调整含碳量作准备。
2)控制钢液精炼时间。150~200kg容量炉,精炼时间应控制在30~40min;500kg以上至1000kg容量炉,精炼时间控制在50~60min。精炼时间过长,因坩埚向钢液供氧速度加快,使钢液含氧量回升。
3)调整碳、硅、锰等元素含量。根据分析结果,利用高碳、石墨电极块调整含碳量,同时加入硅铁。随后关闭熔炼室阀门,向炉内充入3kPa氩气后,加入电解锰,大功率搅拌钢液,使合金均匀化。
(4)钢液的预熔渣脱硫 将预先熔化制备的含CaO=80%(质量分数)、CaF2=20%(质量分数)脱硫渣粉(0~5mm)约0.2%加入钢液表面,搅拌钢液进行脱硫。同时调整钢液温度到1540~1560℃,准备出钢浇注。出钢前,如有除渣器,应将脱硫渣除去,否则应在浇注系统放置挡渣器。
3.镜面塑料模具钢电渣重熔操作要点
(1)降低钢中非金属夹杂物的措施 钢中非金属夹杂物,对镜面塑料模具钢的抛光性能和模具表面粗糙度产生极为不良的影响。电渣重熔的操作要点,详见9.3.3节相关内容,此处不重述。
(2)提高电渣重熔镜面塑料模具钢的脱硫率 钢中含硫量对模具表面粗糙度带来极为不良的影响。为此,要尽量降低钢中含硫量,采用CaF2-Al2O3-CaO三元渣系重熔。在原CaF2-Al2O3渣系中增加10%CaO。三元渣系的脱硫率比二元渣系高出约10%~15%,使重熔过程脱硫率能达到30%~40%。这种情况下,使用真空感应炉与电渣重熔双联法,生产的镜面塑料模具钢中,硫含量(质量分数)可以达到0.003%左右,使硫、磷总质量分数小于0.015%的水平。
电渣重熔镜面塑料模具钢的其他工艺操作要点,可参阅9.3.3节相关内容,此处不重述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。