



【摘要】:模具钢钢锭包括模铸钢锭和电渣重熔钢锭,都必须重视钢锭的冷却与退火。表9-22 模具钢钢锭的脱模温度与缓冷条件2.模具钢钢锭的退火处理钢锭的退火处理是一项重要的生产工序。因此,模具钢锭退火处理工艺参数的选定,均以消除应力为主。表9-23列出模具钢钢锭去应力退火工艺,供生产时参考使用。表9-23 模具钢钢锭去应力退火工艺(续)注:钢锭退火保温时间,钢锭重250kg以下4~6h,大于250kg钢锭延长时间。
模具钢钢锭包括模铸钢锭和电渣重熔钢锭,都必须重视钢锭的冷却与退火。否则将会造成不必要的损失。
1.钢锭的脱模与缓冷
大部分模具钢属于中、高碳合金钢。钢液在锭模内凝固阶段产生很大的体积收缩,高碳高铬模具钢会达到10%以上。巨大的体积变化将产生很大的收缩应力。凝固后,钢锭自高温冷却过程中,又发生组织转变而产生很大的应力。因此,为了避免钢锭在高温应力作用下产生裂纹或开裂,钢锭必须严格控制脱模温度和裸锭的缓冷。表9-22列出模具钢钢锭的脱模温度与缓冷条件。
表9-22 模具钢钢锭的脱模温度与缓冷条件

2.模具钢钢锭的退火处理
钢锭的退火处理是一项重要的生产工序。对于模具钢钢锭尤其重要。通过退火处理达到以下三个目的:
1)消除钢锭内部积蓄的内应力,减少内部产生裂纹或开裂的几率。
2)降低钢锭表面金属硬度,便于钢锭修整与清除表面缺陷。(https://www.xing528.com)
3)改善钢锭凝固过程中,产生的结晶组织缺陷和杂质元素的偏析。
上述三项退火处理的目的,主要是消除钢锭内应力,其余为附带完成的工作。因此,模具钢锭退火处理工艺参数的选定,均以消除应力为主。表9-23列出模具钢钢锭去应力退火工艺,供生产时参考使用。
表9-23 模具钢钢锭去应力退火工艺

(续)
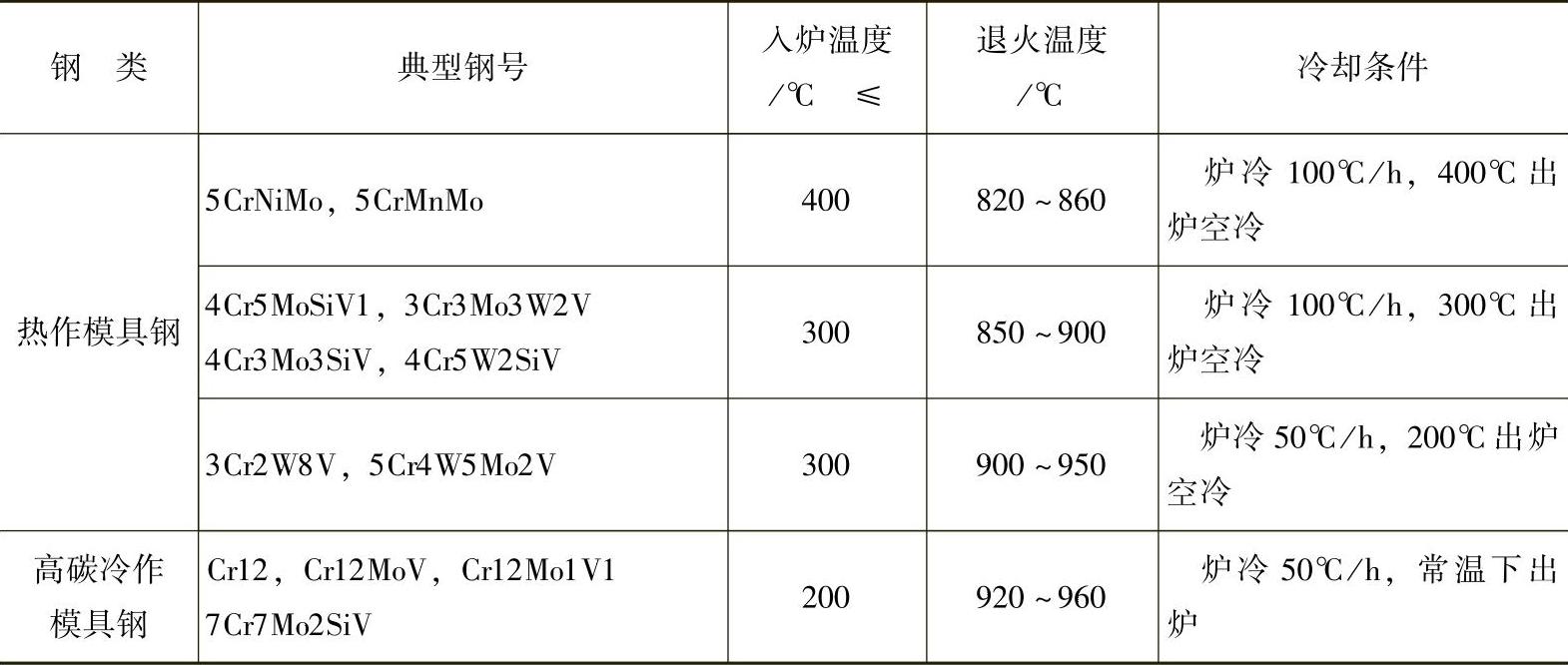
注:钢锭退火保温时间,钢锭重250kg以下4~6h,大于250kg钢锭延长时间。
对于有条件的工厂,可以将浇注完毕的钢锭连铸模运到开坯工序脱模,随后装入加热炉保温,等待开坯。对于模具钢钢锭,应当带锭模热送,不可裸锭热送。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。