



【摘要】:利用1.3t真空感应炉和200kW电子束精炼炉双联组合,生产出Cr26Mo1、Cr30Mo2等高纯高铬铁素体不锈钢。在真空下浇注成供电子束精炼用的料棒。若需要二次电子束精炼,仍在相同条件下进行精炼。表2-8列出真空感应炉+电子束精炼Cr26Mo1钢工艺,在不同阶段,钢中C、N、O含量的变化情况。
1980年,由长城钢厂与中科院沈阳金属研究所合作研制成功。利用1.3t真空感应炉和200kW电子束精炼炉双联组合,生产出Cr26Mo1、Cr30Mo2等高纯高铬铁素体不锈钢。钢中(C+N)总量(质量分数)达到0.0130%水平。
利用比较纯净的纯铁、铬铁等原材料,在真空感应炉内冶炼出C≤0.010%(质量分数,下同)、N≤0.012%和化学成分符合要求的Cr26Mo1、Cr30Mo2钢。在真空下浇注成供电子束精炼用的料棒。
电子束熔炼炉的示意图见图2-9。
通过电子束的高温(约1700℃)和炉内高真空度(0.10~0.010Pa)的精炼,料棒经逐滴熔化过程进行脱氮、脱氧和降碳,最后得精炼钢锭。若需要二次电子束精炼,仍在相同条件下进行精炼。
表2-8列出真空感应炉+电子束精炼Cr26Mo1钢工艺,在不同阶段,钢中C、N、O含量的变化情况。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-9 电子束熔炼炉示意图
1—自耗电极进口闸 2—料棒 3—高压电流 4—电子枪更换闸 5—水冷铜结晶器 6—拉锭器 7—钢锭 8—钢锭冷却室 9—扩散泵 10—闸式阀 11—环状阴极 12—熔炼室
表2-8 真空感应炉+电子束精炼Cr26Mo1钢工艺(质量分数,%)
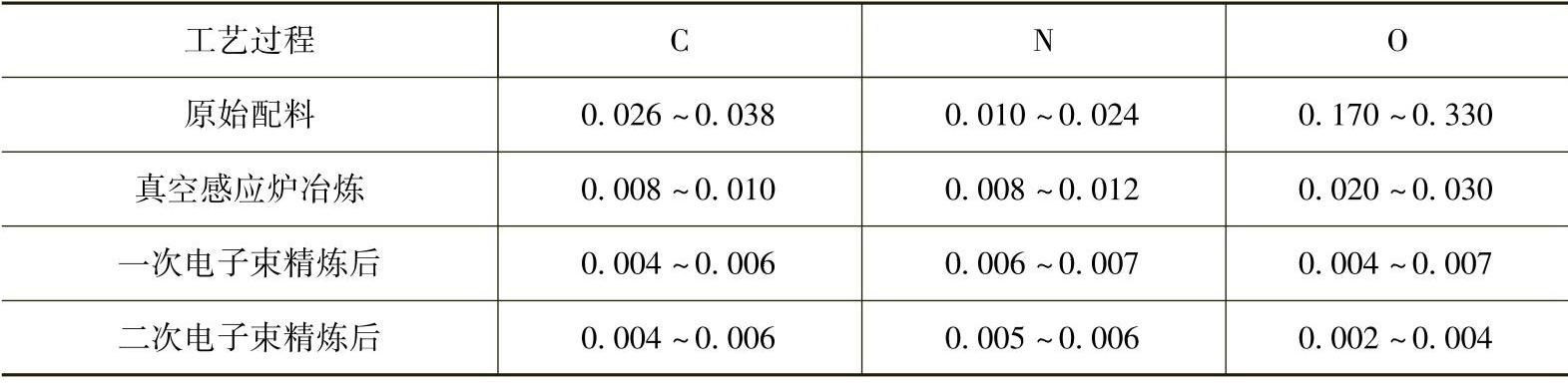
真空感应炉加多次电子束精炼工艺具有较强的降碳、脱氮和脱氧能力,能够生产出(C+N)≤0.0130%(质量分数)的高纯高铬铁素体不锈钢。但是,其生产工艺装备比较繁杂、生产周期长、成本较高、不易推广、限制了其使用范围。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。