



【摘要】:条料由手动初始定位装置19初定位,在导正钉38的导正下(共8步),保证了送料步距。模具采用四导柱滚动导向模架,导柱为倒装可卸式。各硬质合金凹模拼块均镶入凹模拼块座11,再压入下模座17中,两端用压板21压紧。卸料板采用双层固定于板体34的镶拼结构,固定板也采用拼块结构。下模设有托料钉15,顶料钉29,卸料板装有弹钉32,可防止条料粘于卸料板上。模具中还装有安全检测导钉(未画出)。工件材料Q235钢板,厚度0.5mm。
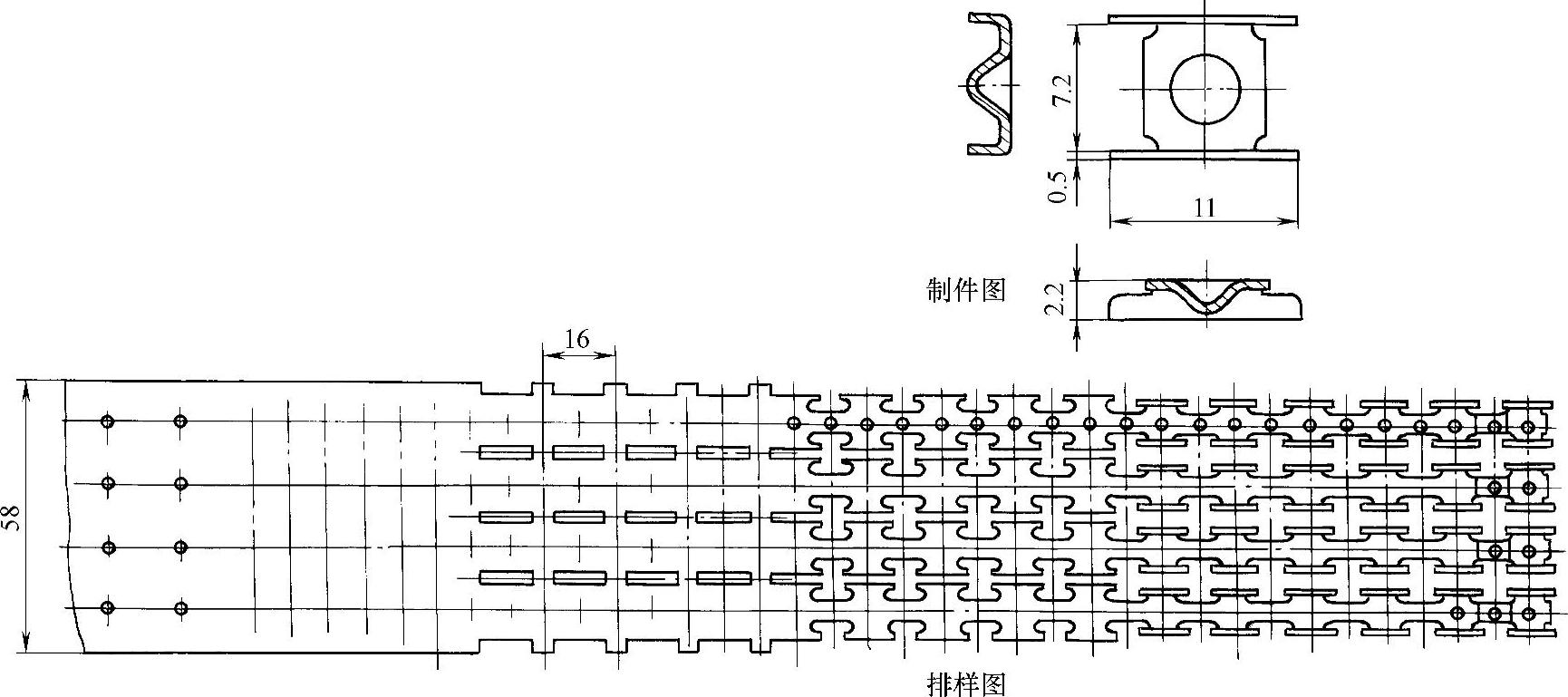
图2-72 制件图和排样图
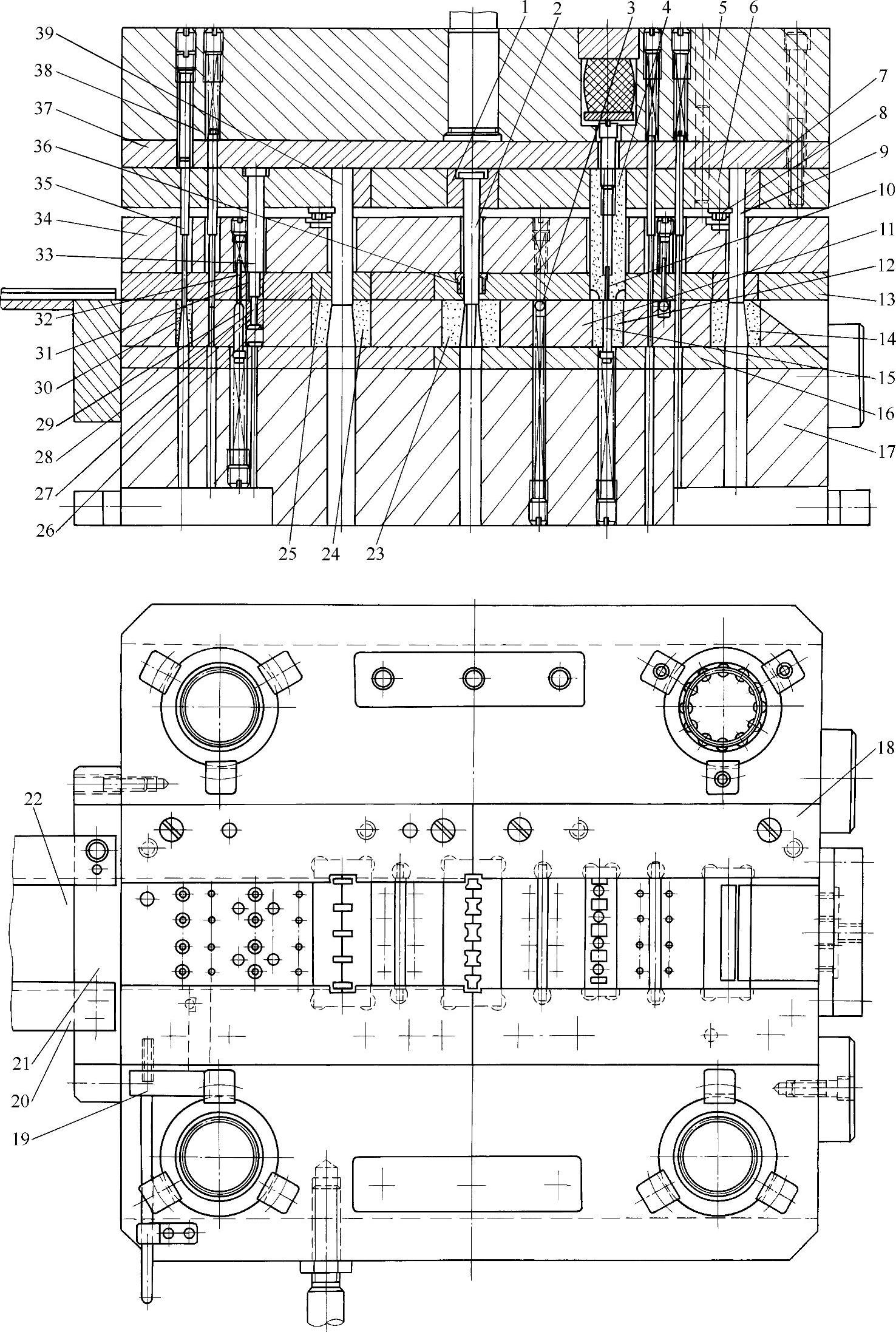
图2-73 模具结构图
1、6、7—固定板 2、4、9、33、35、39—凸模 3—弹簧钉 5—上模座 8—压板 10—顶杆 11—凹模拼块座 12、14、30—凹模 13、25、26、34—卸料板 15—托料钉 16—下垫板 17—下模座 18、20—导料板 19—初始定位装置 21—压板 22—承料板 23、24—凹模拼块 27—冲头 28—钢套 29—顶料钉 31—钢套 32—弹钉 36—镶件 37—垫板 38—导正钉(https://www.xing528.com)
说明
该连续模共20工位,同时出4件,各凹模拼块12、14、23、25、30及弯曲凸模4采用硬质合金。其主要工作工位为①冲导正孔,③冲凸台,⑦、⑪冲切外形,⑯弯曲,⑳落料,其余均为导正或空工位。条料由手动初始定位装置19初定位,在导正钉38的导正下(共8步),保证了送料步距。模具采用四导柱滚动导向模架,导柱为倒装可卸式。各硬质合金凹模拼块均镶入凹模拼块座11,再压入下模座17中,两端用压板21压紧。卸料板采用双层固定于板体34的镶拼结构,固定板也采用拼块结构。冲裁凸模用过盈配合,用横销或压板8及螺钉固定,弯曲凸模4采用浮动式,刃磨时可方便地卸下。下模设有托料钉15,顶料钉29,卸料板装有弹钉32,可防止条料粘于卸料板上。模具中还装有安全检测导钉(未画出)。
工件材料Q235钢板,厚度0.5mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。