



【摘要】:图2-64 接触板连续模1—顶料销 2—上模座 3、5、7、8、10、12、13、17—凸模 4—固定板拼块 6、9、14—导正钉 11—固定板 15—卸料板挡板 16—卸料板拼块 18—凹模拼块 19—凹模 20—导件板 21—底座 22—分件板 23—安全挡板 24、26、28、29—凹模镶圈 25—限位柱 27—凹模 30—导料板 31—左垫板 32—侧压板 33—斜楔 34—卸料板 35—右垫板 36—导套 37—凹模座 38—支架说明接触板14工位连续模,工件材料08F钢,厚度1.2mm,其主要工步有:①冲4小孔。
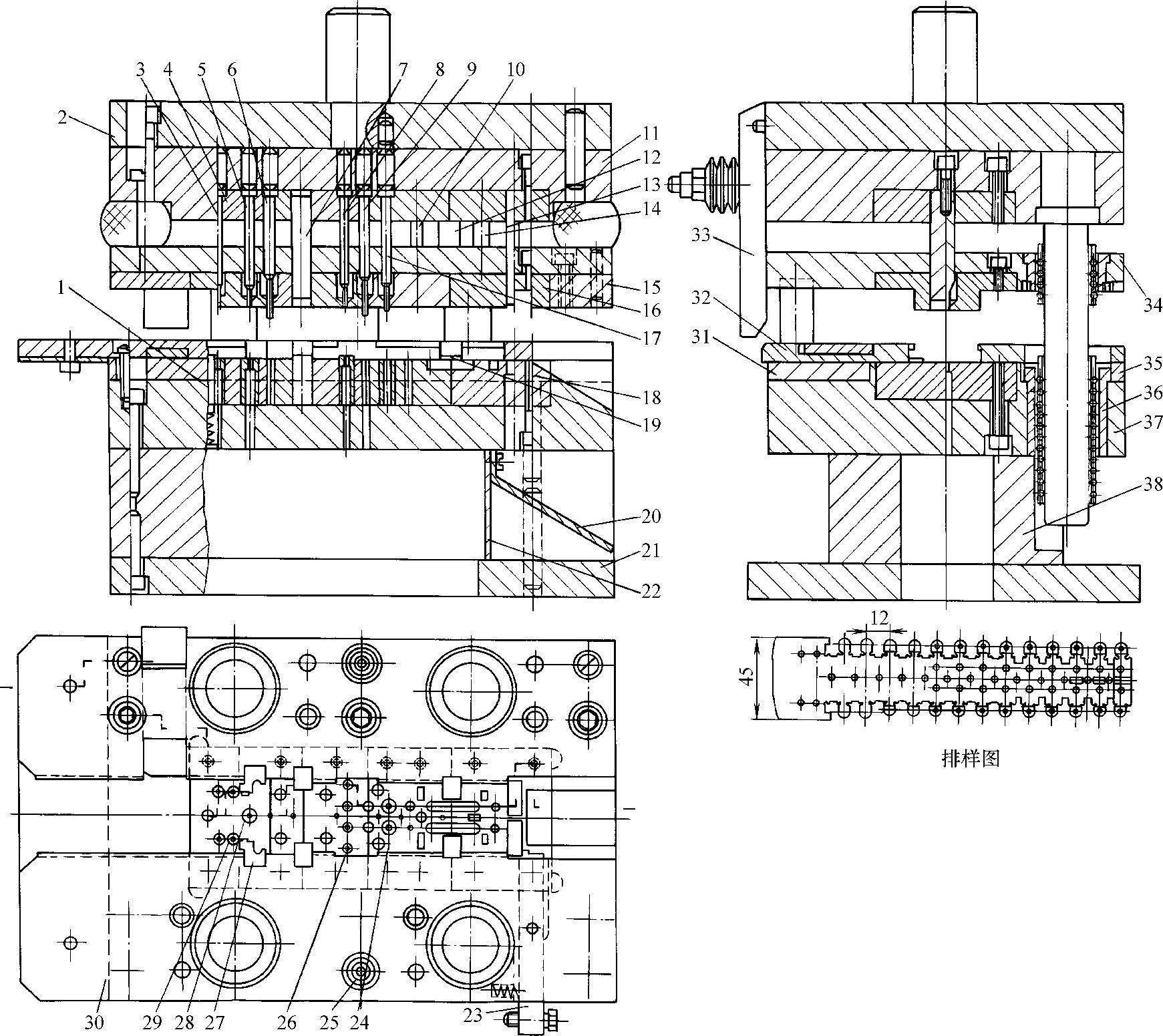
图2-64 接触板连续模
1—顶料销 2—上模座 3、5、7、8、10、12、13、17—凸模 4—固定板拼块 6、9、14—导正钉 11—固定板 15—卸料板挡板 16—卸料板拼块 18—凹模拼块 19—凹模 20—导件板 21—底座 22—分件板 23—安全挡板 24、26、28、29—凹模镶圈 25—限位柱 27—凹模 30—导料板 31—左垫板 32—侧压板 33—斜楔 34—卸料板 35—右垫板 36—导套 37—凹模座 38—支架(https://www.xing528.com)
说明
接触板14工位连续模,工件材料08F钢,厚度1.2mm,其主要工步有:①冲4小孔。②冲导正孔及外形。③头部压弯。④冲小孔。⑤小孔翻边。⑥切侧槽,第二次头部压弯。⑦切槽。⑧切断一次得两件。其余为导正及空工位。采用对称排样,可保证冲裁力、压弯力的平衡。模具底部有支架,可通过压力机上的定位夹块,实现快速装卸模具。其凹模、卸料板、固定板均采用拼块结构,凸模为浮动式,模具还设有侧压装置32、33等,冲压时,斜楔33随上模下行,在冲压前将侧压板32向条料宽度方向推动,使条料紧贴导料板30,保证定位及工件精度。安全挡板23在冲压中发生误进给时,通过其摆动触动微动开关,使机床立即停止,起安全保护作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。