



【摘要】:采用4副可卸式滚动导向元件模架,并在固定板38、卸料板座26、凹模座6之间设有4个滑动导向小导柱27;卸料板为拼块结构,对各凸模及导正钉起精密导向及保护作用;凹模为拼块结构,在凹模座6的两端用压板10、32压紧;条料的送进由导料板11、导料杆7导向,由导正钉3保证送料步距,并设有安全检测导钉组4,当发生误进给时可控制机床快速停机。废料由压缩空气吹走,触头元件本体为锡青铜,厚度0.5mm,触点为银合金铆合成形。
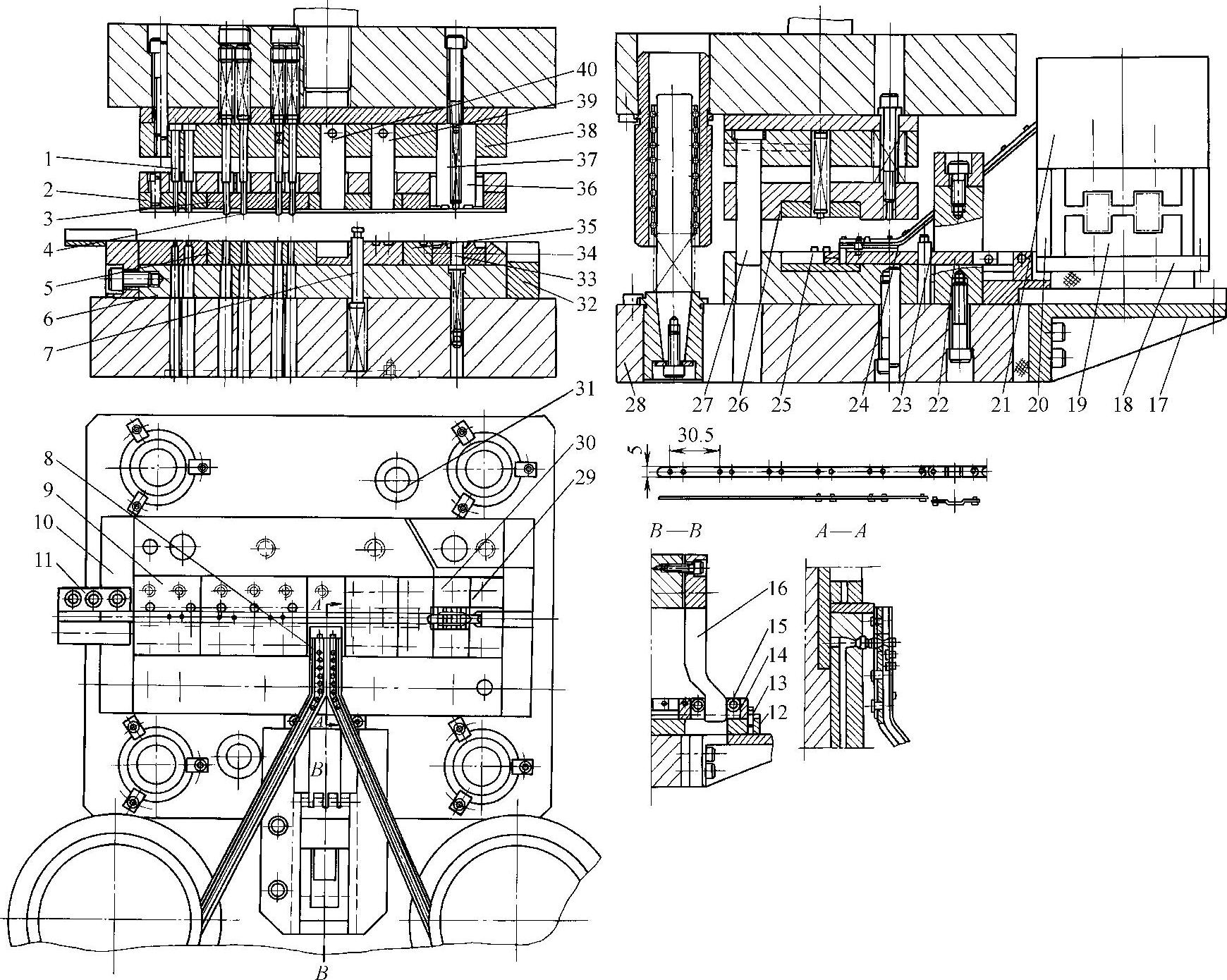
图2-61 触头元件铆接成形连续模
1、36—凸模 2—卸料板拼块 3—导正钉 4—检测导钉组 5、9—凹模拼块 6—凹模座 7—导料杆 8—触点导槽组 10—左压板 11—导料板 12—滑块座 13—滑块压板 14—滑块 15—轴承 16—斜楔 17—支承架 18—弹片固定块 19—铁心 20—弹片 21—圆盘料斗 22—送触点杆 23—料叉压块 24—夹板 25—定位钉 26—卸料板座 27—小导柱 28—下模座 29、30—凹模拼块 31—定位圆柱 32—右压板 33、37—顶出钉 34、35—凹模拼块 38—固定板 39—铆紧凸模 40—初铆凸模(https://www.xing528.com)
说明
本模具包括冲孔、导正、检测、铆接、整形、切断和压弯六工位。采用4副可卸式滚动导向元件模架,并在固定板38、卸料板座26、凹模座6之间设有4个滑动导向小导柱27;卸料板为拼块结构,对各凸模及导正钉起精密导向及保护作用;凹模为拼块结构,在凹模座6的两端用压板10、32压紧;条料的送进由导料板11、导料杆7导向,由导正钉3保证送料步距,并设有安全检测导钉组4,当发生误进给时可控制机床快速停机。采用圆盘式电磁振动料斗装置,触点通过两料斗21的上下振动,让触点有序排列,通过导槽组8,由斜楔滑块组12~16送触点到位。废料由压缩空气吹走,触头元件本体为锡青铜,厚度0.5mm,触点为银合金铆合成形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。