



【摘要】:条料由导正钉14及导料杆26定位导正,下模设有顶料器30,使条料送进时不紧贴凹模,便于送给。30个导正钉中有9个带有卸料套,可避免条料粘贴上模。在弯曲凸模18、19上装有垂直及水平微调机构,以调节凸模的高度及水平位置,见D—D,E—E剖视。在压凸工位的下模装有可向上运动的等臂杠杆机构46见F—F剖视。在第四次弯曲成形工位的下模设有反推杆机构27见C—C剖视,可使成形工件顺利地离开下模。

图2-57 制件图及排样图(材料:Q235,t=1.5mm)
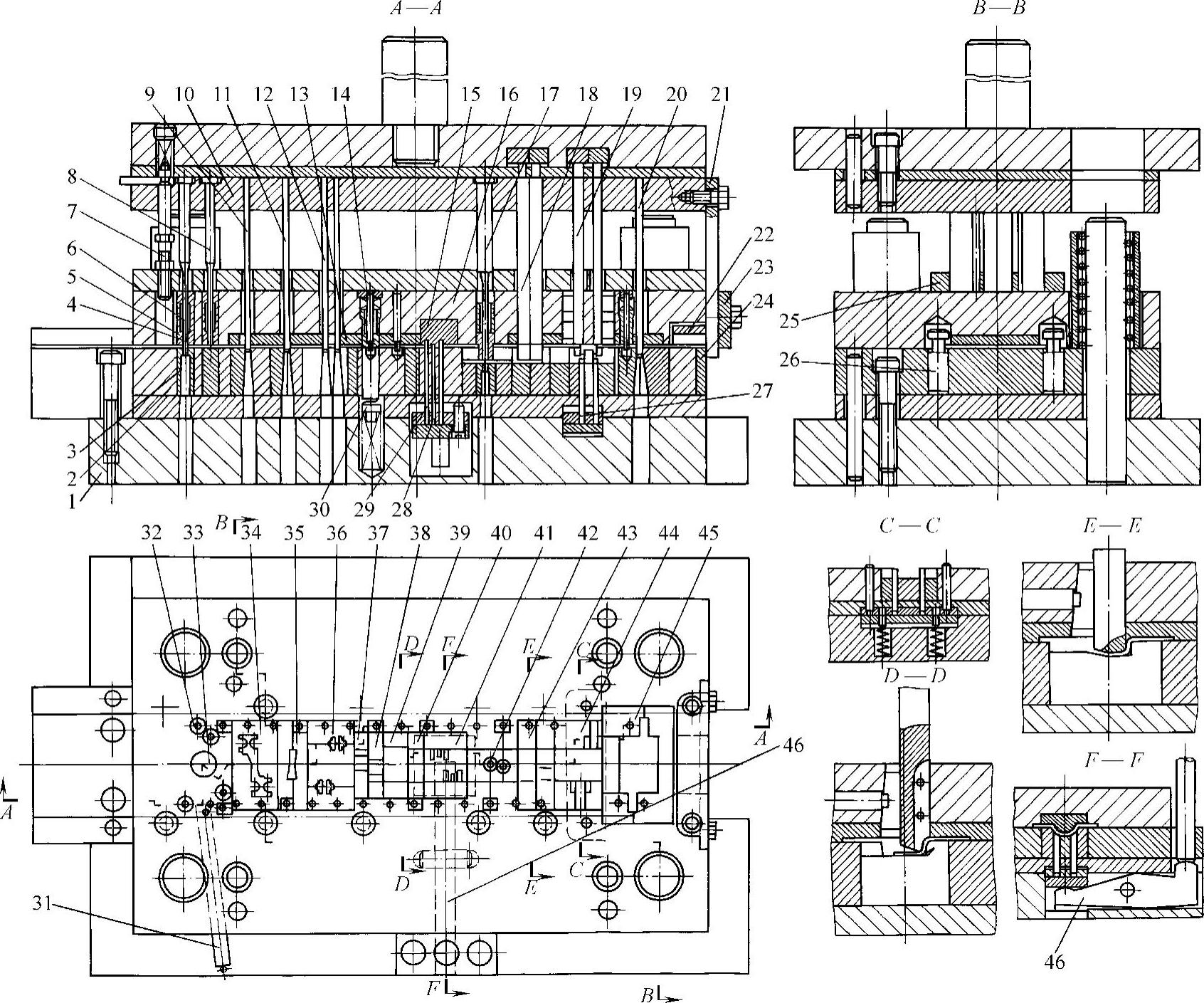
图2-58 动触座连续模(https://www.xing528.com)
1—下模座 2—凹模套 3—凹模镶套 4、8、9、11、12、17、18、19、20、28—凸模 5—护套 6—凸模套 7—安全装置 10—固定板 13—护板 14—导正钉 15—卸料板镶件 16—卸料板 21—废料切刀 22—导向板 23—支架 24—凹模拼块 25—盖板 26—导料杆 27—反推杆机构 29—定位件 30—顶料器 31—初始挡料装置 32、33、42—凹模镶套 34~41—凹模拼块 43、44、45—凹模拼块 46—等臂杠杆机构
说明
该18工位连续模采用四导柱导套滚动导向模架,导套用环氧树脂粘结固定于卸料板上,凸模为浮动式,卸料板上的精密导向孔也是采用环氧树脂浇注而成(弯曲凸模及圆凸模形孔除外)。其主要工序为:①冲导正孔。②、③压印。④、⑤冲外形。⑥冲孔。⑦一次弯曲。⑧二次弯曲。⑨压凸。⑩冲圆孔。⑪三次弯曲。⑫四次弯曲。⑬落料(见排样图),其余为空工位或导正工位。条料由导正钉14及导料杆26定位导正,下模设有顶料器30,使条料送进时不紧贴凹模,便于送给。30个导正钉中有9个带有卸料套,可避免条料粘贴上模。在弯曲凸模18、19上装有垂直及水平微调机构,以调节凸模的高度及水平位置,见D—D,E—E剖视。在压凸工位的下模装有可向上运动的等臂杠杆机构46见F—F剖视。在第四次弯曲成形工位的下模设有反推杆机构27见C—C剖视,可使成形工件顺利地离开下模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。