



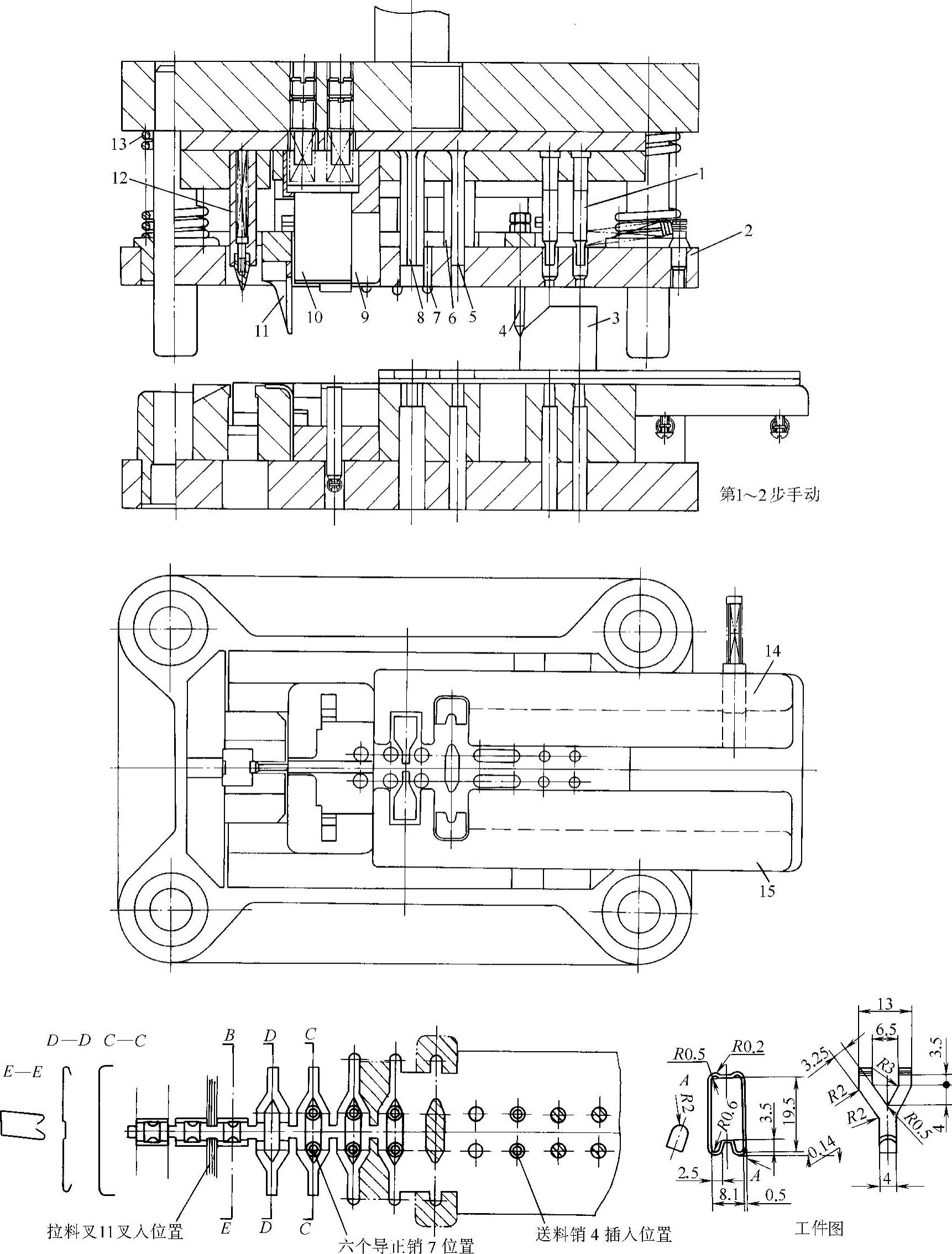
图2-54 弹簧支持连续模
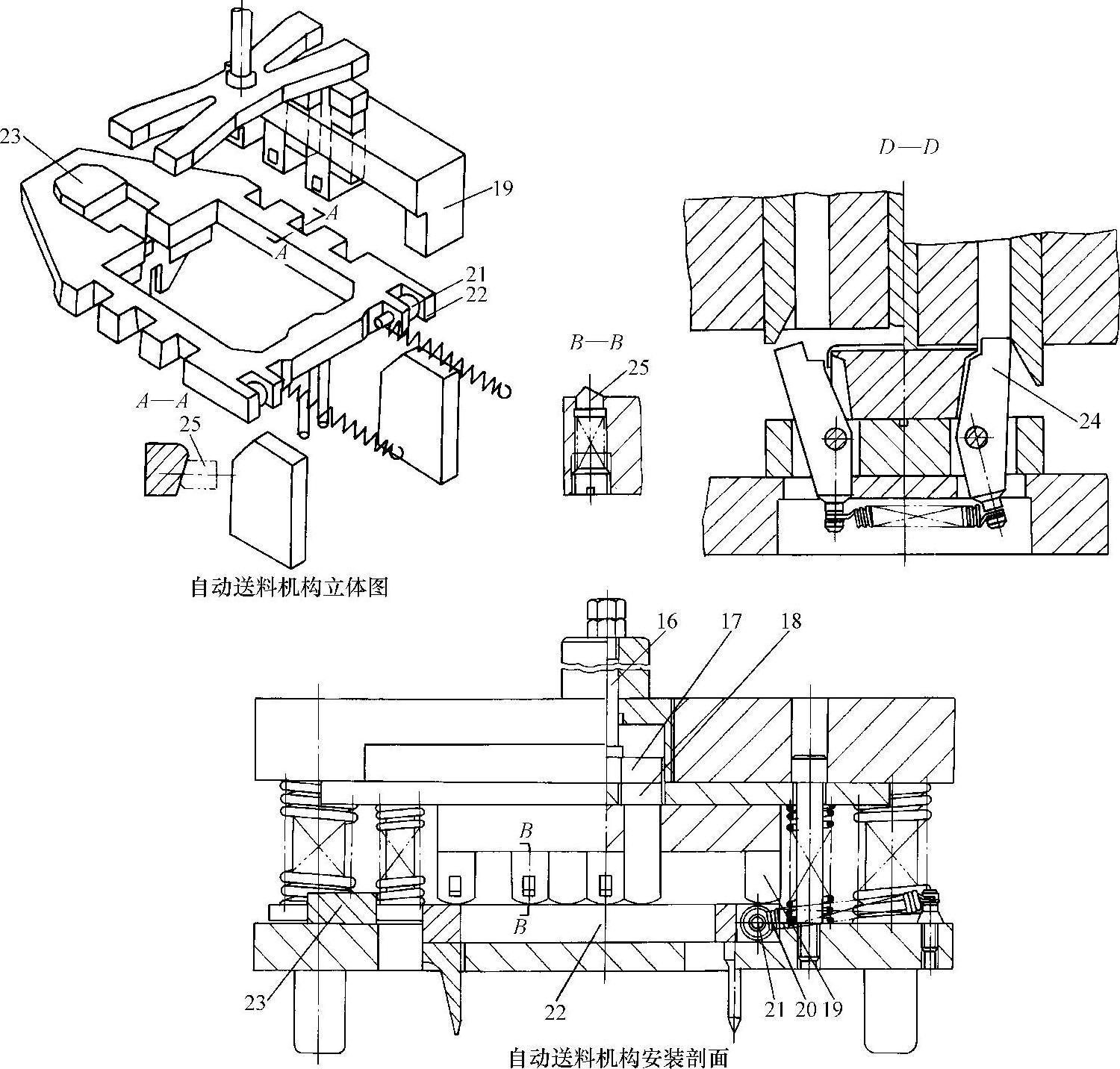
图2-54 弹簧支持连续模(续)
1—冲孔凸模 2—卸料板 3—斜楔 4—送料销 5—冲槽凸模 6—冲缺凸模 7—导正销 8—凸模 9—弯曲凸模 10—活动凸模 11—拉料叉 12—落料凸模 13—弹簧 14、15—导料板 16—打棒 17—顶板 18—打块 19—悬止块 20—拉簧 21—滚轮 22—送料滑块 23—定位块 24—压弯翻板 25—侧面弹压销(https://www.xing528.com)
说明
条料从导料板14、15中通过,冲孔凸模1在条料上冲出孔,此后由送料销4开始自动送料;冲槽凸模5、冲缺凸模6进行冲槽和冲缺。凸模8继续冲去废料,弯曲凸模9将工序件弯成 形,见C—C剖面。活动凸模10对工序件中间部分弯曲,同时在弯曲凸模作用下,压弯翻板24将工序件进一步弯曲,见D—D剖面。弯曲凸模9将工序件最后弯曲成形,见E—E剖面。落料凸模12将工件落下,工件从凹模孔中漏下,而废料沿凹模斜面滑走。
形,见C—C剖面。活动凸模10对工序件中间部分弯曲,同时在弯曲凸模作用下,压弯翻板24将工序件进一步弯曲,见D—D剖面。弯曲凸模9将工序件最后弯曲成形,见E—E剖面。落料凸模12将工件落下,工件从凹模孔中漏下,而废料沿凹模斜面滑走。
模具自动送料装置为内藏式。上模座下降,滚轮21沿斜楔3斜面运动,使送料滑块22连同送料销4将条料进行自动送料,同时拉料叉11叉入成形工件中间废料位置,带动条料一起自动送料。只有在条料的尾端超过送料销4位置时,才由拉料叉11单独起自动送料作用。上模座继续下降,各个凸模分别进入工作位置(此时送料销4和拉料叉11已完成自动送料)。卸料板2、送料滑块22一起逐步被压上升,直至送料滑块22的斜度通槽对准悬止块19上侧面弹压销25,而致相互吻合,见A—A剖面。
上模座上升,弹簧13使卸料板2复位。但送料滑块22因侧面弹压销25作用,不致下降。直至上模座上升到上极点位置时,打棒16、顶板17敲击打块18将件22打下脱离件19,此时由于拉簧的作用,使件22、4、11一起复位,并由件23定位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。