



【摘要】:⑤二次拉深,深度14.58mm。条料由手动送料,并通过浮动导料杆37纵向导向,条料先冲两工艺孔,然后由定料销38及定位针6定距,保证送料步距。条料经两次切口后,使毛坯与条料仅有窄条连接,在拉深时不受条料干涉,提高了变形能力,并使拉深件连在条料上一起送进,实现连续拉深。通过一次校平,保证坯料平直,提高了工件质量。工件材料为1Cr18Ni9Ti不锈钢板,厚度0.8mm。
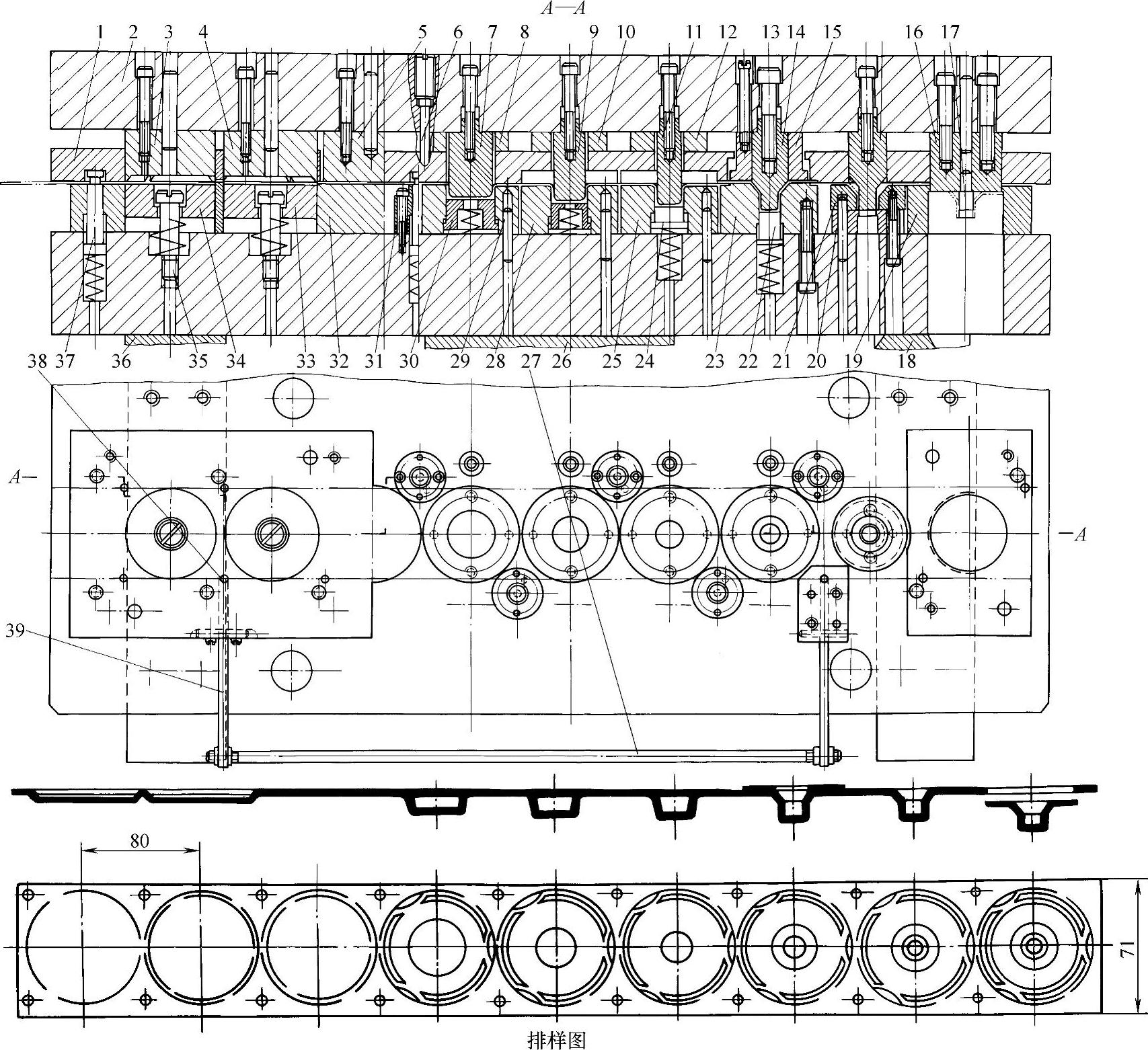
图2-48 双切口连续拉深模
1—卸料板 2—上模座 3、4、5、7、9、11、13、15、16—凸模 6—定位针 8、10、12、14—限位圈 17—定位芯18、26、36—垫块 19、20、23、25、28、29—凹模 21—定位圈 22、24—顶件块 27—螺杆手柄 30—顶件器 31—导料杆座 32—下模 33、34—顶件块 35—螺钉 37—导料杆 38—定料销 39—拔销条
说明(https://www.xing528.com)
九工位双切口连续拉深模,共内外两层切口,相互错位60°;以便于条料直接拉深,其各工位工作情况如下:①内层切口,冲导正孔。②外层切口。③校平。④一次拉深,深度11.88mm。⑤二次拉深,深度14.58mm。⑥三次拉深,深度17.05mm。⑦四次拉深,深度20.7mm。⑧冲底孔。⑨落料。条料由手动送料,并通过浮动导料杆37纵向导向,条料先冲两工艺孔(图中未画出凸模),然后由定料销38及定位针6定距,保证送料步距。条料经两次切口后,使毛坯与条料仅有窄条连接,在拉深时不受条料干涉,提高了变形能力,并使拉深件连在条料上一起送进,实现连续拉深。通过一次校平,保证坯料平直,提高了工件质量。
工件材料为1Cr18Ni9Ti不锈钢板,厚度0.8mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。