



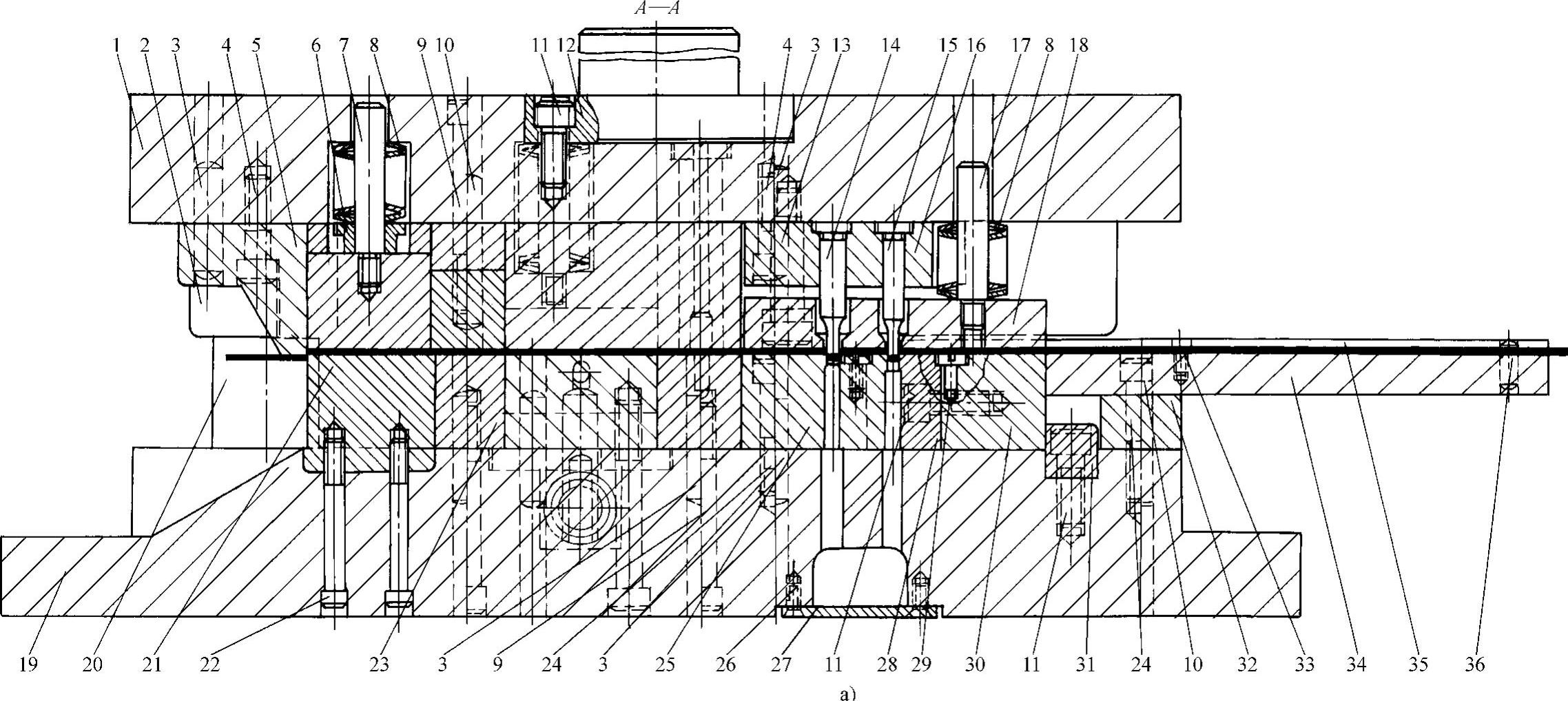
图2-45 铰链压弯、卷圆连续模
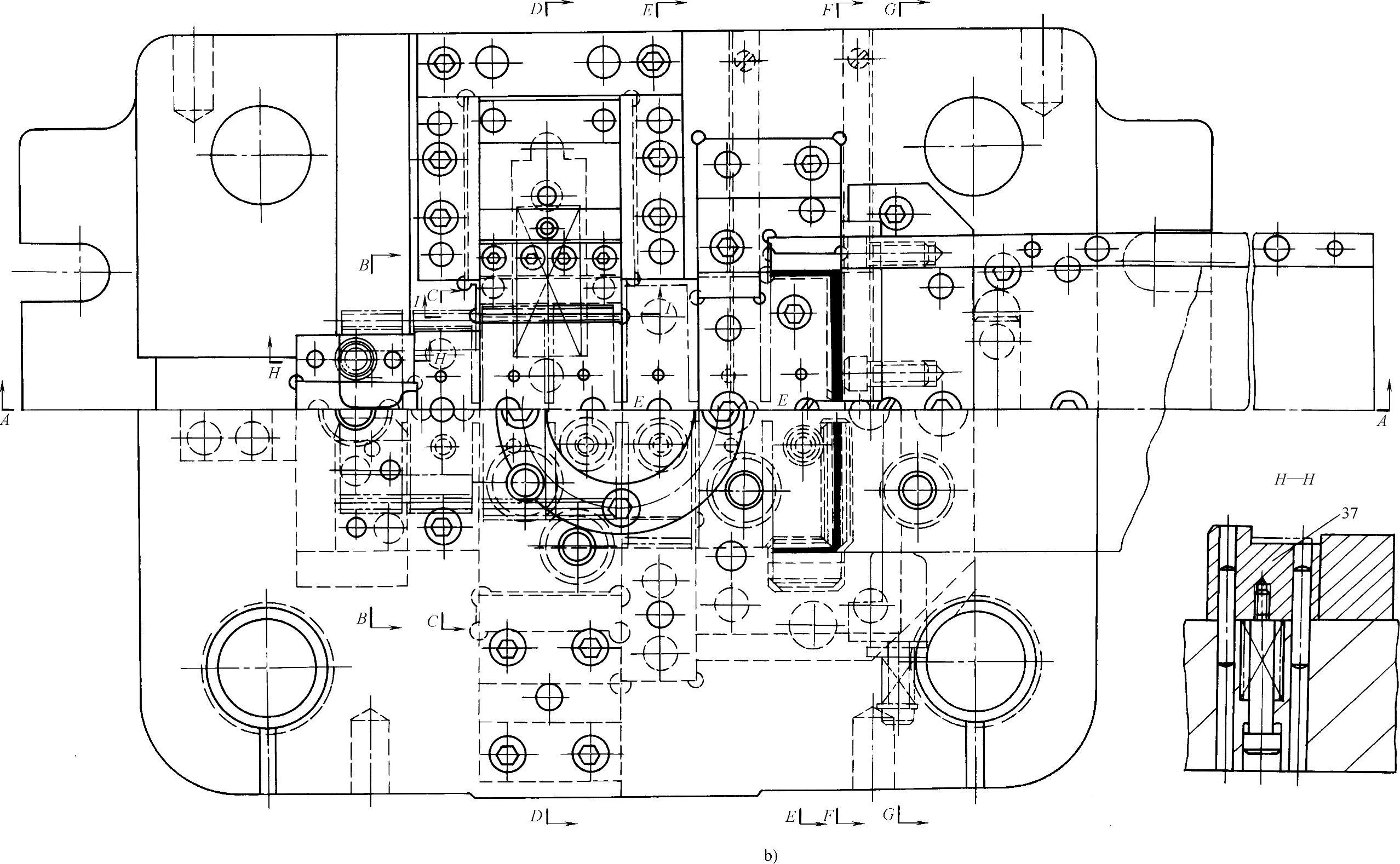
图2-45 铰链压弯、卷圆连续模(续)
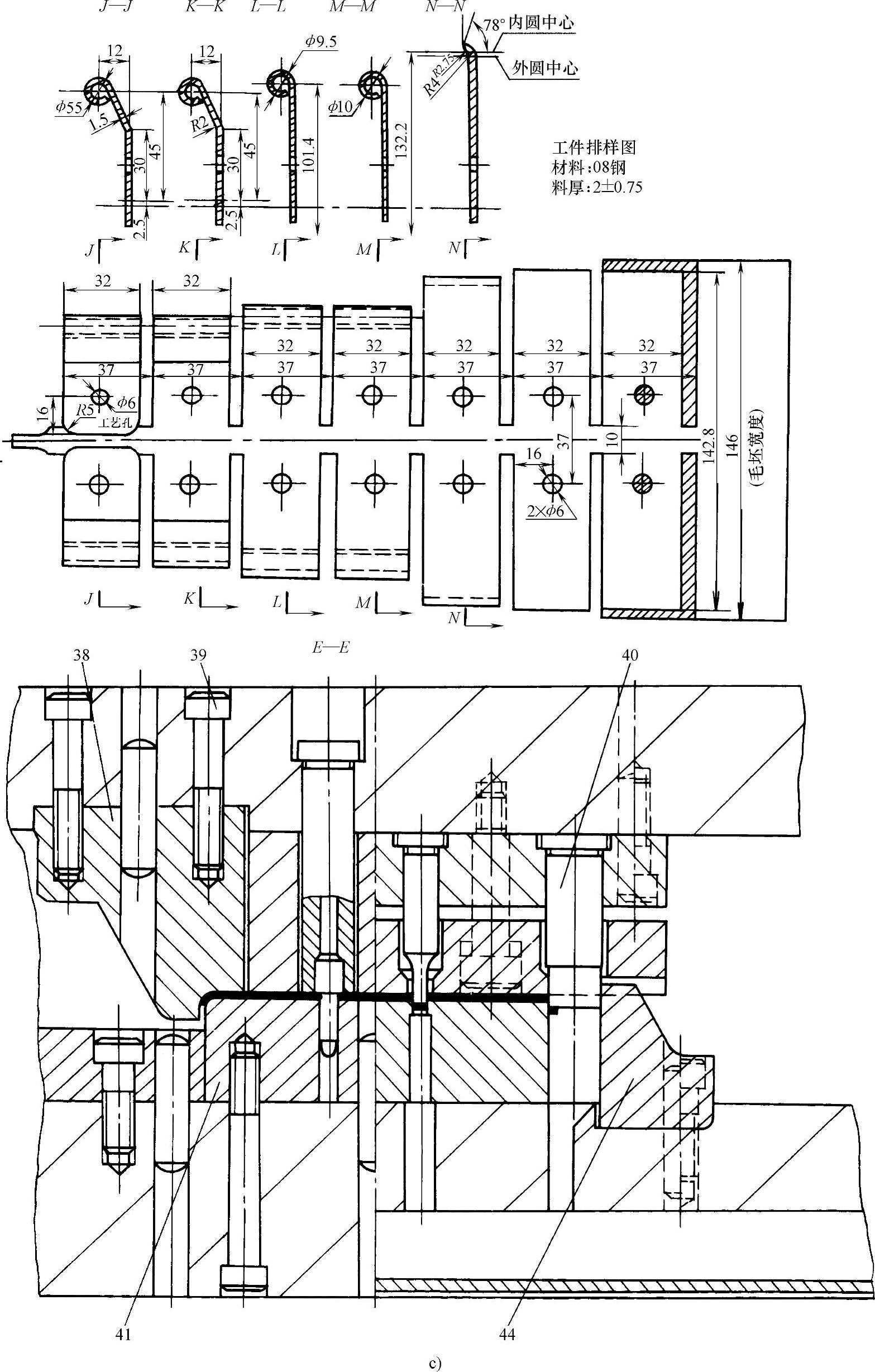
图2-45 铰链压弯、卷圆连续模(续)
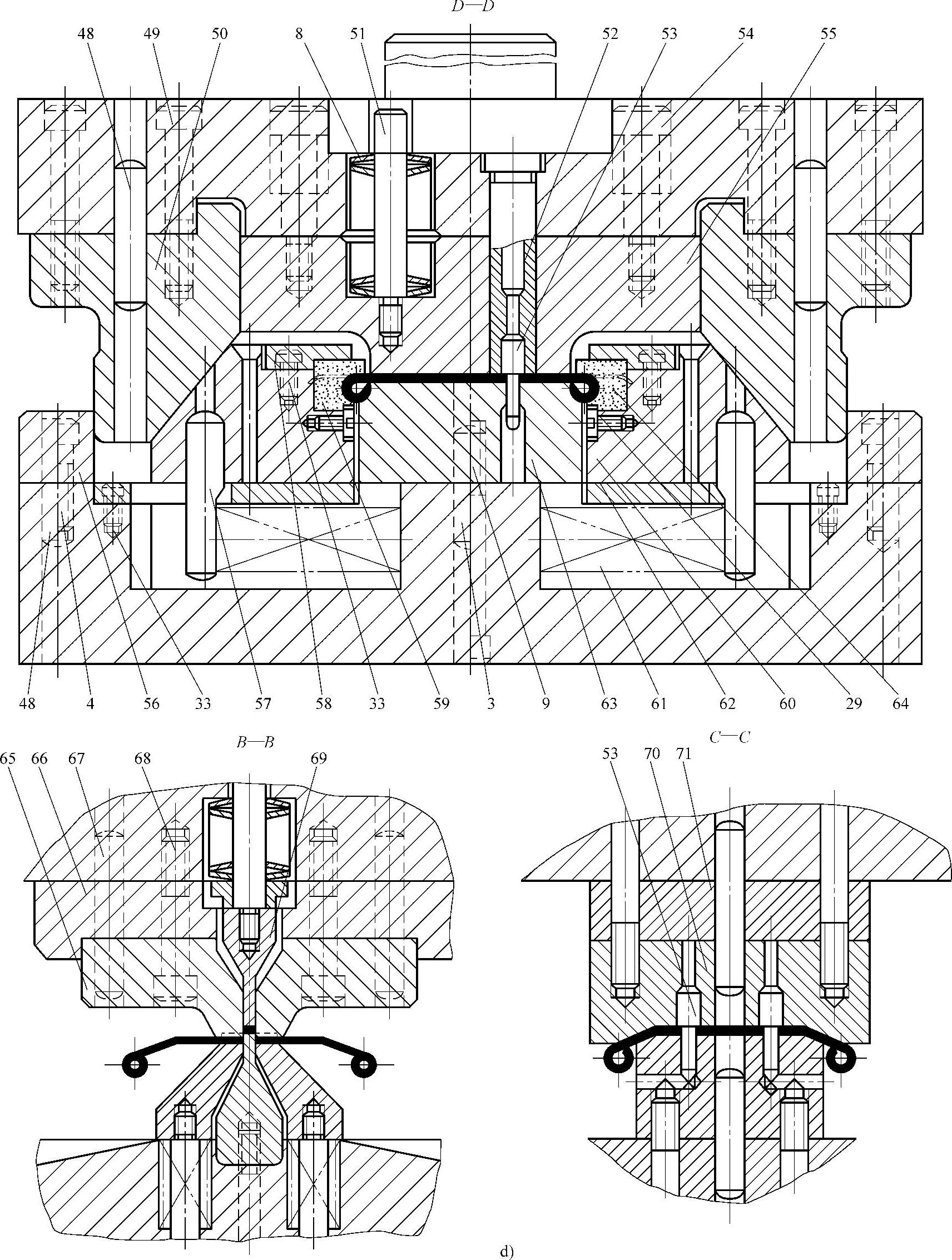
图2-45 铰链压弯、卷圆连续模(续)(https://www.xing528.com)
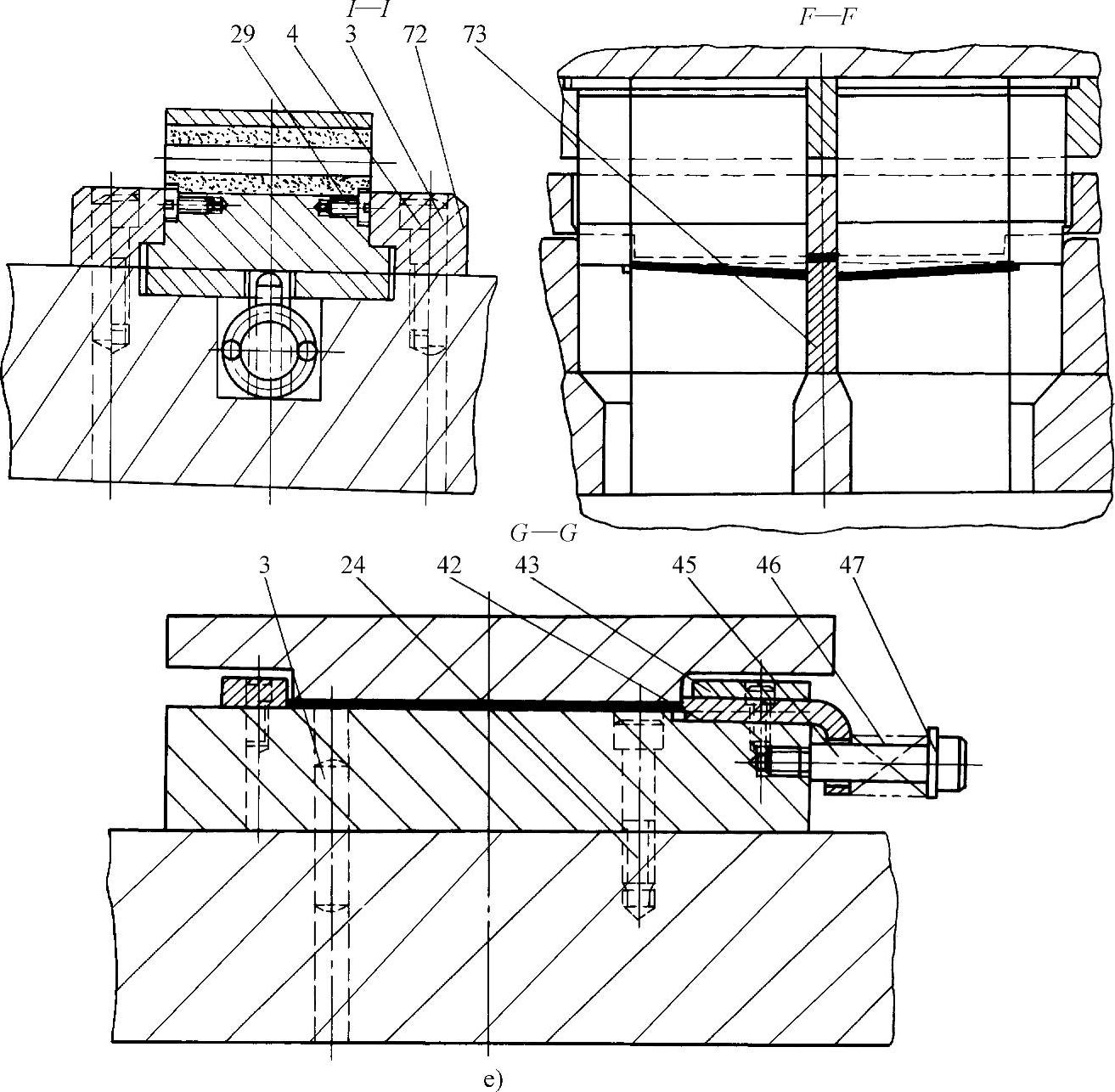
图2-45 铰链压弯、卷圆连续模(续)
1—上模座 2—导套 3、10、36、48、57、67—柱销 4、9、11、22、24、26、29、33、39、49、68—螺钉 5—切刀6—弹簧座 7、17、51—芯轴 8—碟形弹簧 12—模柄 13、45、54—卸料螺钉 14、15、21、23、40、41—凸模 16—固定板 18—卸料板 19—下模座 20—导柱 25、28、73—凹模镶块 27—盖板 30、66—固定板 31—键 32—垫块 34—承料板 35、43、72—导板 37—定位块 38、59、63、64、65、70—凹模 42—侧压块 44—反侧块 46、61—弹簧 47—垫圈 50、60—斜楔 52—固定柱 53—导正销 55—压料板 56—反侧块 58—压板 62—垫片 69—推件块 71—垫板
说明
本模具的工作顺序是:带料从右边送进,由侧压块42压向一边,由两边的反侧块44挡料,在第一工位上由凸模14冲两个工艺孔,由组合凸模15和40切去两边的搭边余料。带料送进留一空位,到第二工位由导正销53插进工艺孔定位,然后由预弯凹模38及凸模41预弯头部。第三工位,四个导正销53全插进工艺孔定位。两边的上斜楔50对下斜楔60作用,使之向中心滑动,装在下斜楔上的卷边凹模59进行卷边,第四工位,装在下斜楔上的成形凹模64最后卷边成形。第五工位,两导正销53插入工艺孔定位,并由压弯凹模70和凸模23压弯。第六工位,由切断凹模65、凸模21将两工件分离,工件漏落在两边斜槽中。第七工位,由切刀5、凸模21将废料切断。
采用这种连续成形冲压工艺,生产效率很高,但模具较复杂,只有大量生产时才宜采用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。