



【摘要】:图2-33 接插件图2-34 排样图图2-35 接插件连续弯曲模图2-36 零件Ⅰ处成形过程a)预弯 b)立起 c)成形图2-37 零件Ⅱ处成形过程a)预弯 b)立起 c)成形说明图2-33是典型的接插件零件,要求在200次/min的快速自动压力机上冲压成形。零件材料为H62半硬态0.4mm×20mm黄铜带料。图2-34为排样图,共计15工位:①冲导正销孔和两长孔。零件Ⅲ处1.5mm形状由凹模板上的固定型芯成形。每组子模有6块板并设有4个小导柱,组与组之间由定位块精确定位。
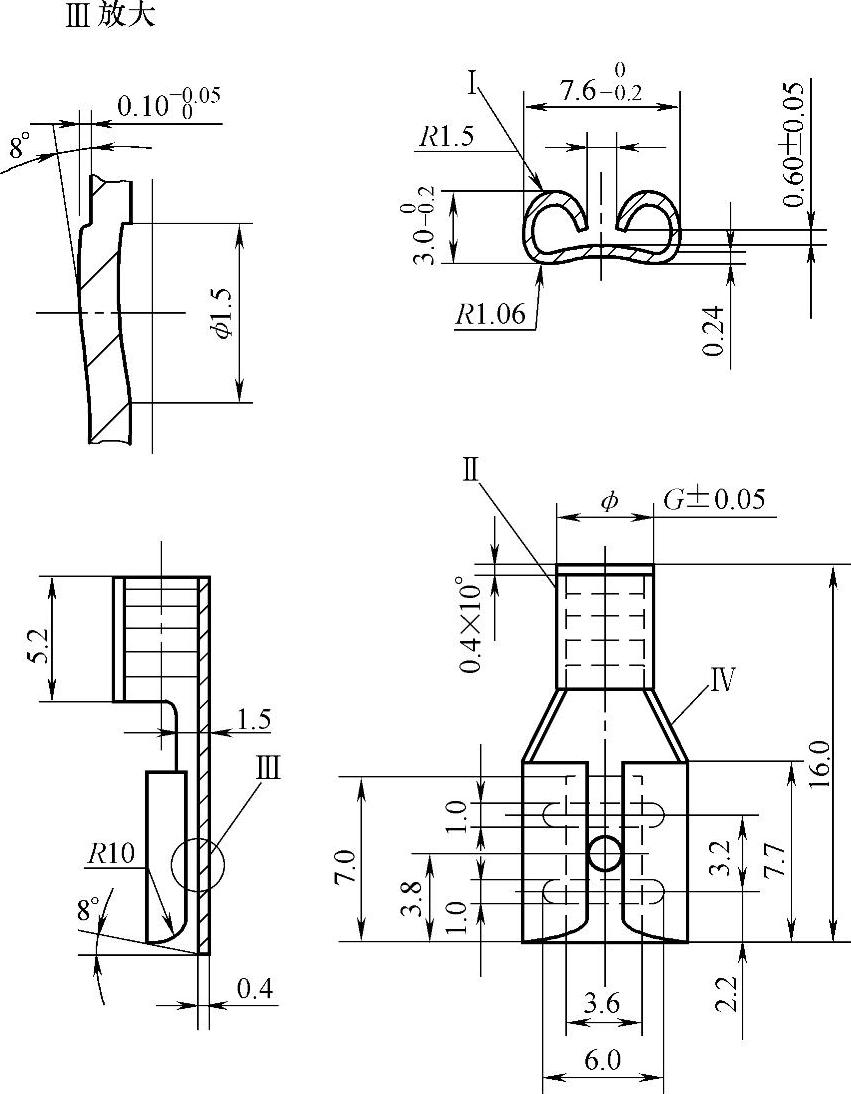
图2-33 接插件
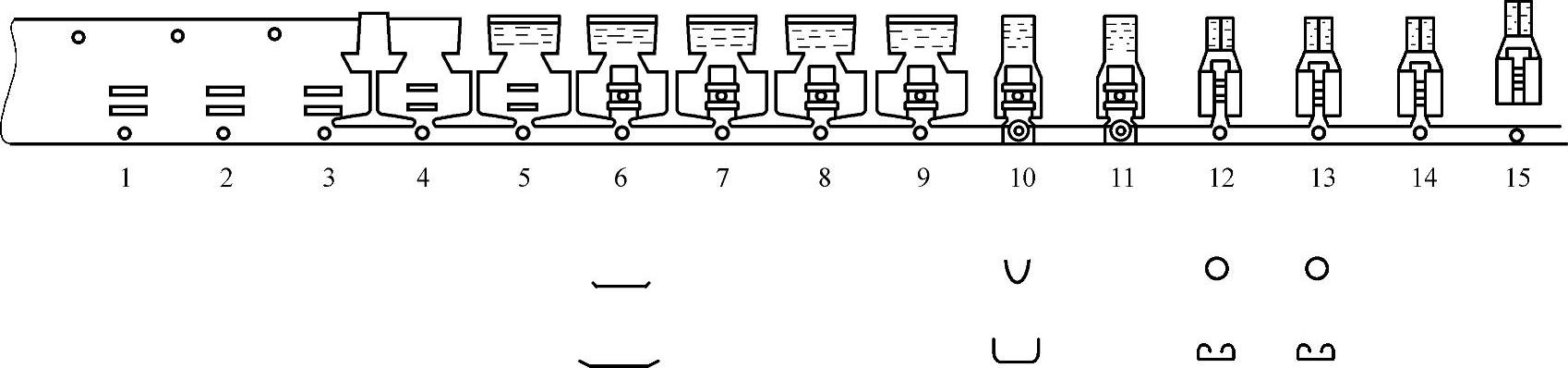
图2-34 排样图

图2-35 接插件连续弯曲模
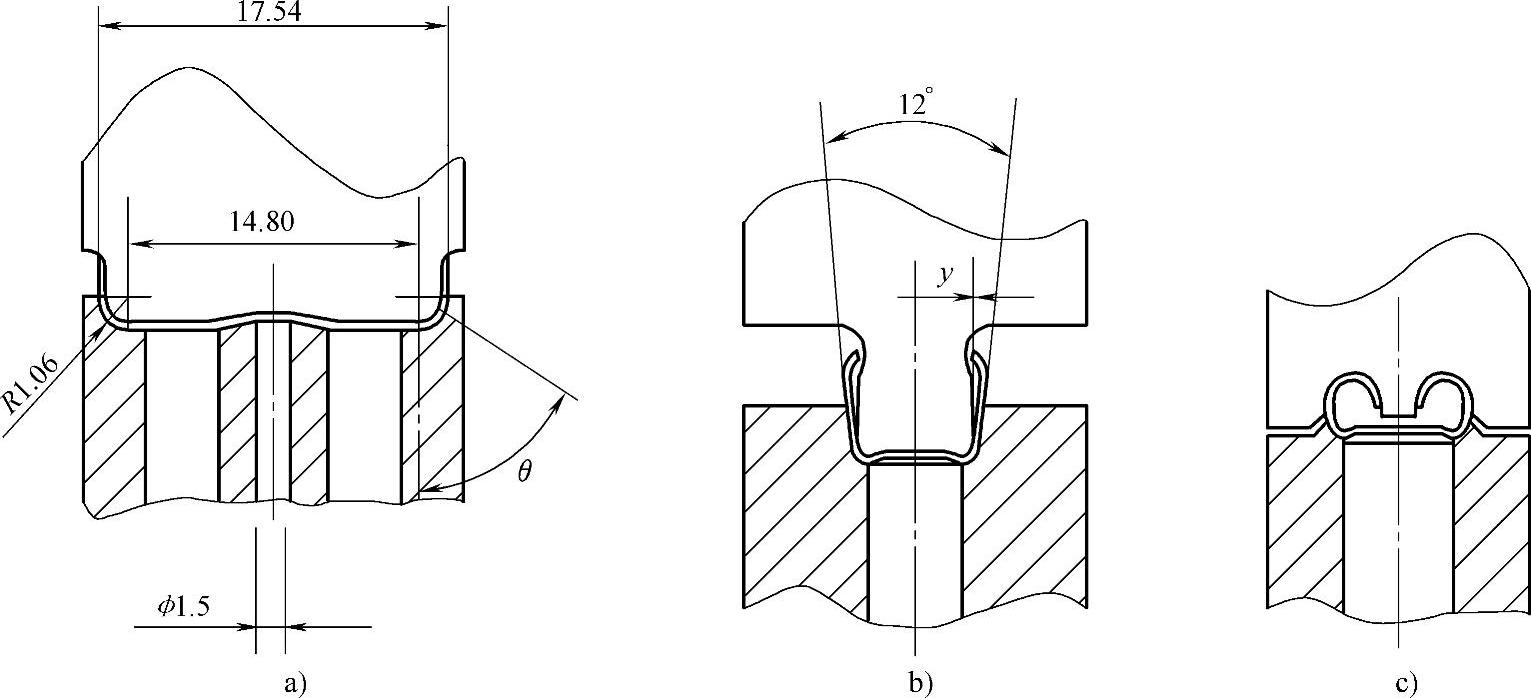
图2-36 零件Ⅰ处成形过程(https://www.xing528.com)
a)预弯 b)立起 c)成形

图2-37 零件Ⅱ处成形过程
a)预弯 b)立起 c)成形
说明
图2-33是典型的接插件零件,要求在200次/min的快速自动压力机上冲压成形。零件材料为H62半硬态0.4mm×20mm黄铜带料。图2-34为排样图,共计15工位:①冲导正销孔和两长孔。②导正、压字。③、④落外形。⑤导正、倒角。⑥预弯。⑦导正。⑧空工位(零件离开第1组模块)。⑨导正、抬料(零件进入第2组模块)。⑩立起。⑪导正、抬料。⑫成形。⑬整形、检验。⑭导正、抬料。⑮切断。图2-35是模具结构。图2-36是零件Ⅰ处形状的双边卷2个半圆的成形过程,图2-36的a、b、c分别对应⑥、⑩、⑫工位。图2-37是零件Ⅱ处的卷圆过程,图2-37的a、b、c分别对应⑥、⑩、⑫工位。零件Ⅲ处ϕ1.5mm形状由凹模板上的固定型芯成形。零件Ⅳ处过渡区要平滑过渡。该模具结构特点:在凹模板、卸料板、凸模固定板上,所有的冲裁、弯曲成形部分采用镶块结构;采用2组140mm×160mm的标准子模块,2组模块间的距离为20mm。每组子模有6块板并设有4个小导柱,组与组之间由定位块精确定位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。