



【摘要】:图2-11 冲孔、分段冲切连续模1、2、3、6、7、8、20、21—凸模 4、5、9、10、11、12、13、14、15—凹模镶块 16、17—凹模 18、19—卸料板镶块 22—侧刃凸模说明这是一套冲孔、分段冲切连续模。本模具采用带滚动导向的弹压导板导向,降低了模具的制造难度,提高了凸模与凹模的对中性。带料的送进依靠压力机上的自动送料装置送进。采用双侧刃挡料,可保证进距的准确性。
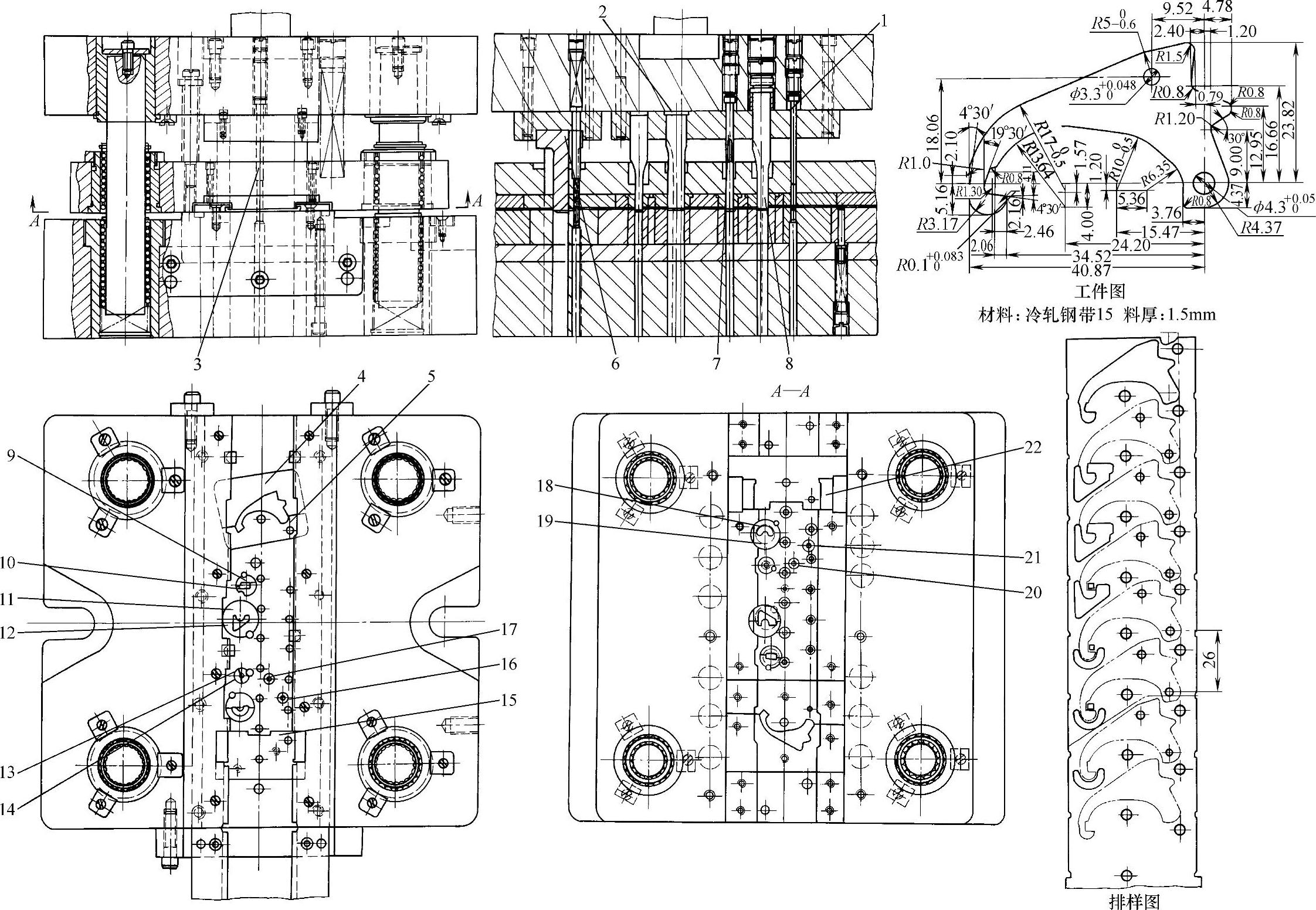
图2-11 冲孔、分段冲切连续模
1、2、3、6、7、8、20、21—凸模 4、5、9、10、11、12、13、14、15—凹模镶块 16、17—凹模 18、19—卸料板镶块 22—侧刃凸模
说明(https://www.xing528.com)
这是一套冲孔、分段冲切连续模。该工件尺寸小,而且外形复杂,采用冲孔与分段冲切外形的连续工序如下:第一工位是由侧刃凸模22与凹模镶块15冲切搭边的一个步距,同时由凸模1、3与凹模镶块15冲2个ϕ4.03mm及ϕ6.03mm的工艺孔;第二工位是空位;第三工位是由凸模20、21与凹模16、17冲ϕ4.3mm和ϕ3.3mm的孔,由凸模8与凹模16、17初切R3.7mm的头部;第四工位是由凸模7与凹模镶块13、14初切R1.3mm和R0.8mm的圆角及两斜面;第五工位是空位;第六工位是由凸模2与凹模镶块11、12精修R3.17mm的头部;第七工位是由凸模2与凹模镶块9、10精修R1.3mm和R0.8mm的圆角及两斜面;第八工位是空位;第九工位是由凸模6与凹模镶块4、5将工件切落,从下模座的孔中漏下。
本模具采用带滚动导向的弹压导板导向,降低了模具的制造难度,提高了凸模与凹模的对中性。带料的送进依靠压力机上的自动送料装置送进。采用双侧刃挡料,可保证进距的准确性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。