



【摘要】:图2-8 一模多件冲孔、切断连续模1—上底板 2、12—弹簧 3—导杆 4—盖板 5—推销 6、7、8—凸模 9—定位块 10—套筒 11—导销 13—隔板 14—下底板 15、17—导套 16—退料板 18—浮动定位块说明本冲模对5mm厚的板料进行冲孔、切断,在一次行程中冲出两种共五个制件。3)为了解决最后料尾的定位问题,浮动定位块18上带有凸台,可托住条料,切断后的制件侧身掉在下底板14的槽中。
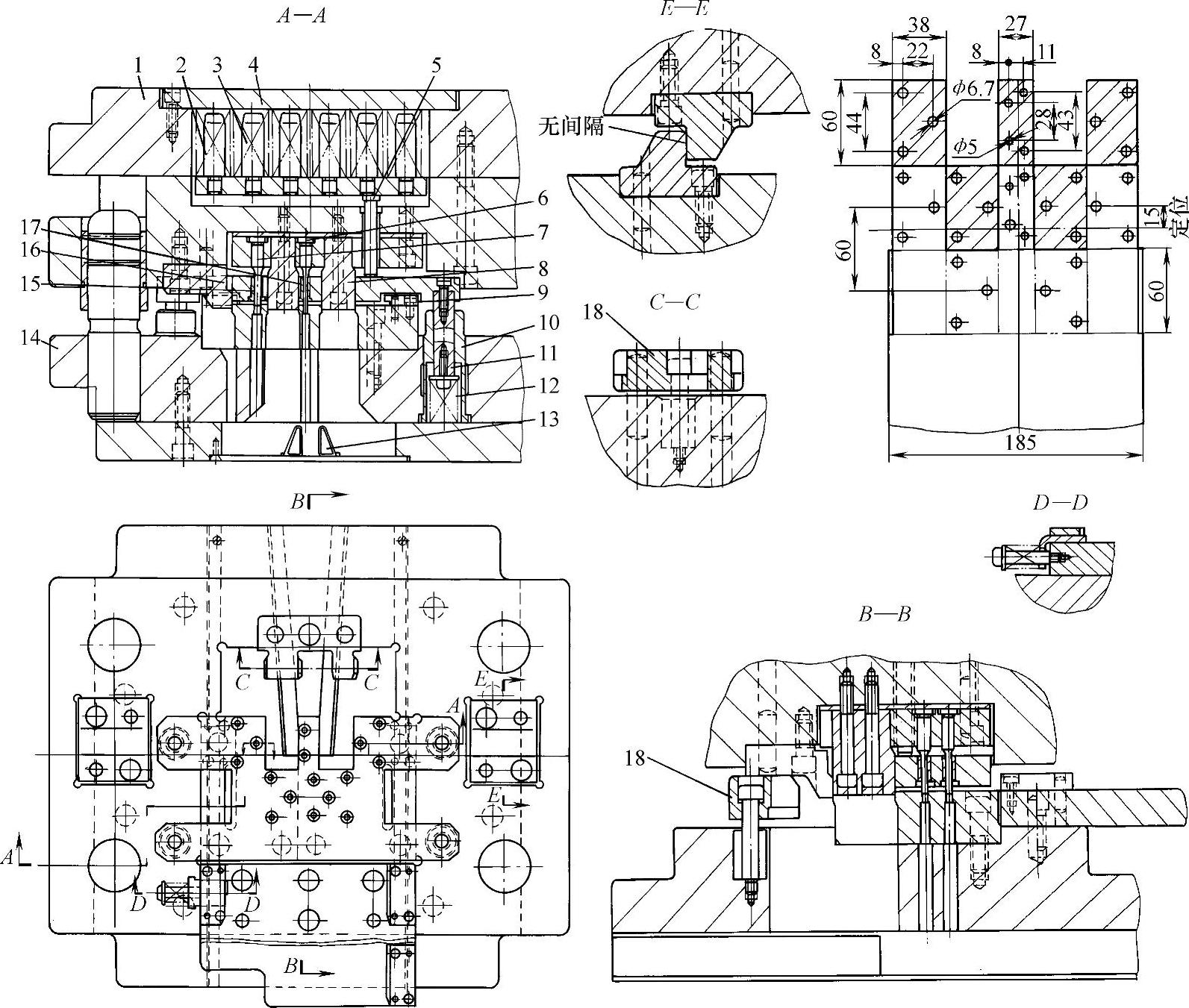
图2-8 一模多件冲孔、切断连续模
1—上底板 2、12—弹簧 3—导杆 4—盖板 5—推销 6、7、8—凸模 9—定位块 10—套筒 11—导销 13—隔板 14—下底板 15、17—导套 16—退料板 18—浮动定位块
说明
本冲模对5mm厚的板料进行冲孔、切断,在一次行程中冲出两种共五个制件。
工作过程与特点:(https://www.xing528.com)
1)条料送进时,用条料上的步距切口由定位块9定位。
2)因在5mm厚的板料上冲ϕ5mm和ϕ6.7mm的小孔,凸模6和7容易折断,故在退料板16上装有导正凸模6和7的导套15和17。退料板16由导销11和套筒10来导正。
当压力机滑块下行时,凸模6和7首先进入导套15和17中,被导正。然后进行冲孔切断。冲下的制件掉入下底板14中由隔板13将两种制件分离开。
当压力机滑块上行时,由退料板16将条料从凸模6、7和8上退下。因退料力很大,在上底板1上装有弹簧2、导杆3和盖板4组成的弹簧垫。弹簧垫的力量通过推销5作用在退料板16上。为了便于送料,退料板16在弹簧12的作用下升起一定高度。
3)为了解决最后料尾的定位问题,浮动定位块18上带有凸台,可托住条料,切断后的制件侧身掉在下底板14的槽中。如C—C剖面所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。