



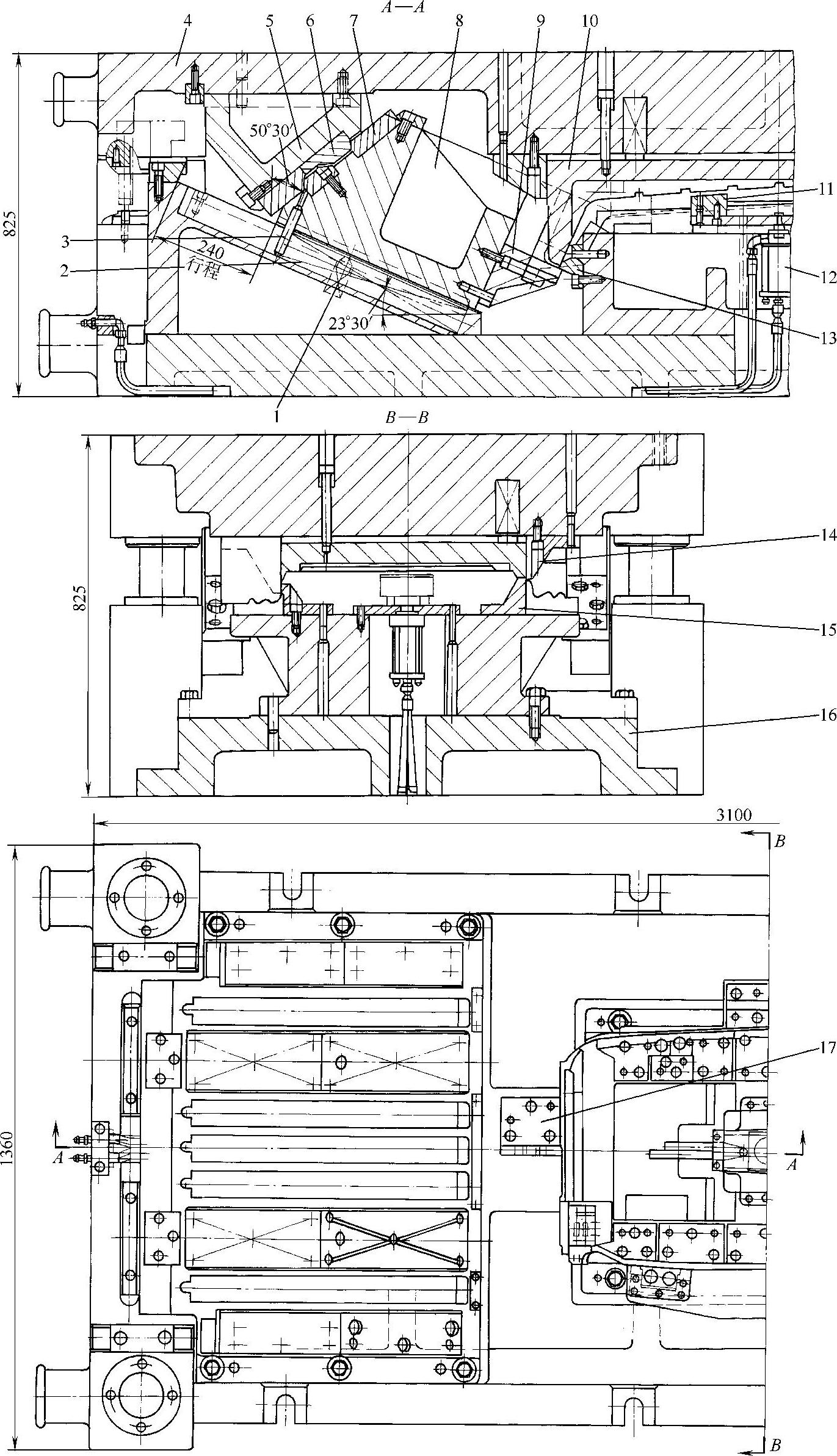
图1-5 汽车散热器罩修边、冲孔复合模
1—定位销钉 2—弹簧 3—销钉 4—上模座 5—斜楔 6、7—滑板 8—滑块 9—修边凹模镶块 10、11—顶出器 12—气缸 13、15—修边凸模镶块 14—修边凹模镶块 16—下模座 17—废料刀
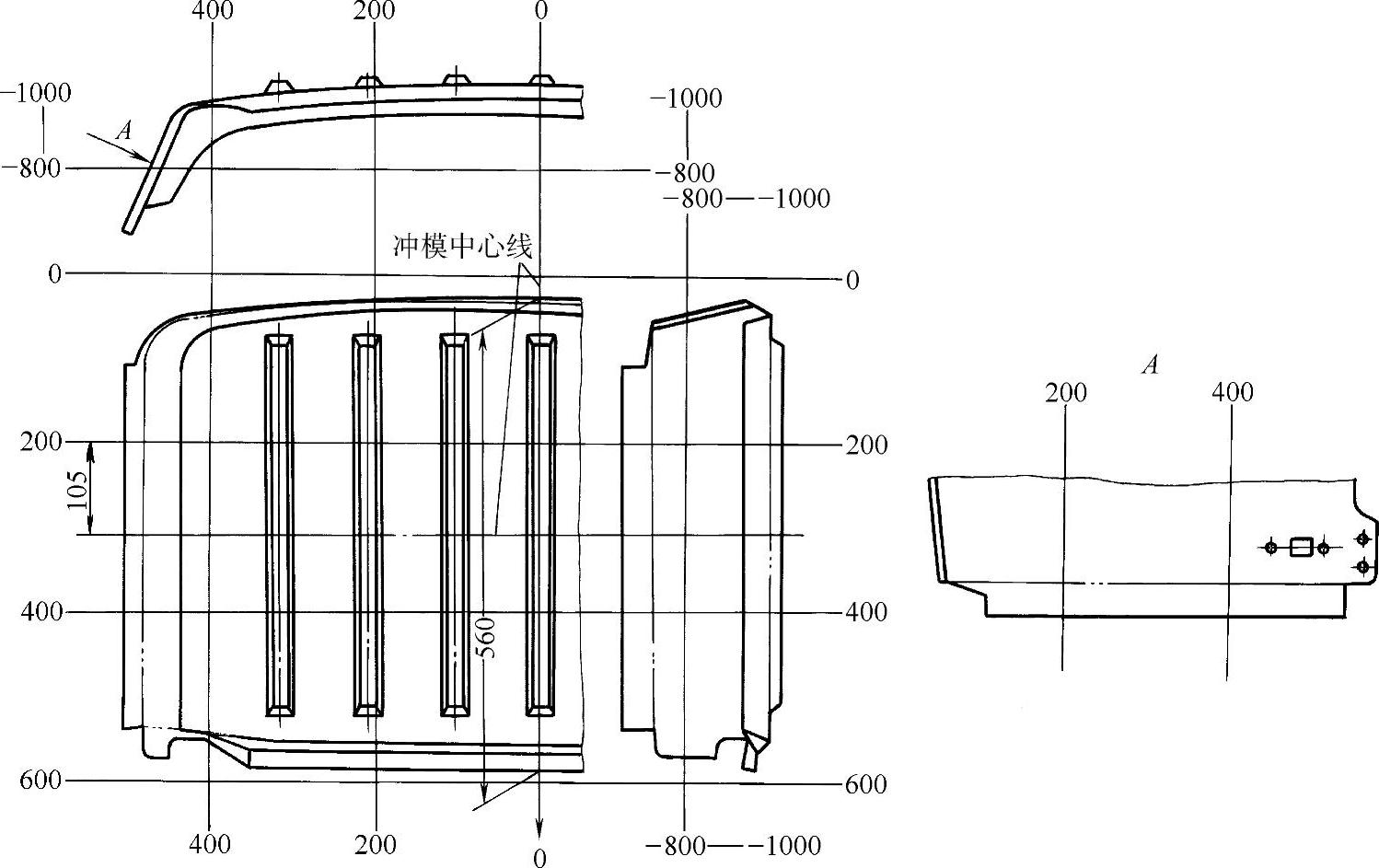
图1-5 汽车散热器罩修边、冲孔复合模(续)
说明
本模具完成汽车散热器罩的四周修边和两侧冲孔(每侧4个圆孔1个方孔)。零件的修边包括侧向修边和垂直修边,因此在设计模具结构时要保证:(https://www.xing528.com)
1)侧向先切,在侧向修边终了时,才进行垂直修边,这样可使交接处撕裂段最小。
2)侧向修边刃口和垂直修边刃口交接处的间隙要保持在1mm,这由斜楔5、滑板6、7、滑块8来实现。当侧向修边终了时,两对滑板6、7上的一段垂直面相接触,此时压力机的滑块虽然继续下降,但滑块8却停止不作斜向运动,以在此段行程中完成垂直方向的修边。
模具的工作过程是:先将成形好的工件放置在下模的顶出器11及修边凸模镶块13、15上,压力机滑块下行时,先使斜楔5及其上之滑板6的与垂线成50°30′的斜面与装于下模的滑块8上的滑板7之相应斜面相接触,推动滑块8克服弹簧2的拉力沿着与水平成23°30′的斜导轨向右下方(其对称的滑块为向左下方)滑动。当滑块8完成了图示的240mm行程时,即已通过装在滑块上的修边凹模镶块9及相应的修边凸模镶块13完成侧向修边,同时通过有关的冲头与凹模完成冲孔工序(图上未画出)。然后压力机滑块继续下行,由于前述原因使滑块8保持不动而只使修边凹模镶块14继续下行,与下模上的修边凸模镶块15一起,完成垂直方向(零件图上顶面前后方向)的修边。装于修边刃块左右两侧的废料刀17是将切下之环状废料切开,以便取走。
当压力机滑块上行时,滑块8除靠弹簧2的拉力回程外,还需借助固定在滑块8上的返楔(图中未表示出),由滑板6的两侧端部带动回程。滑块8在上限位置时,由带弹簧的定位销钉1定位,将滑块卡住,以避免弹簧2疲劳损坏时,滑块8下滑而造成事故。
为便于取件,下模中部装有气缸12,通过顶出器11将工件在修边、冲孔完后托起,以便取出。
工件材料08Al,厚度1.2mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。