



【任务描述】
通过该任务的学习,了解端面槽加工的工艺;灵活运用端面沟槽的复合循环指令编程,掌握该指令中各参数的含义。
【任务目标】
知识目标:掌握端面槽刀的刀位点概念。会编制端面槽类零件的加工工艺。了解端面槽刀的加工特点。
技能目标:会正确编写端面槽零件的加工程序。能通过操作机床加工图7-62、图7-63和图7-64所示配合件,并保证质量。
情感目标:锻炼知识迁移运用的能力,拓展知识面。
【相关知识】
1.端面直槽刀的形状
端面直槽车刀的几何形状是外圆车刀与内孔车刀的综合,端面槽刀可由外圆车槽刀具刃磨而成。
在加工一般沟槽时,因为车槽刀是从外圆切入,和一般的车断刀一样,车刀两面对称,两副后角相等。但在端面上车直槽时,车槽刀的一个刀尖a相当于车削内孔,因此刀尖a处的副后刀面必须按端面槽圆弧的大小刃磨成圆弧形,并磨有一定的后角,且刀尖a处的副后刀面的圆弧半径R必须小于端面直槽的大圆弧半径,以防左副后刀面与工件端面槽孔壁相碰,如图7-65所示。
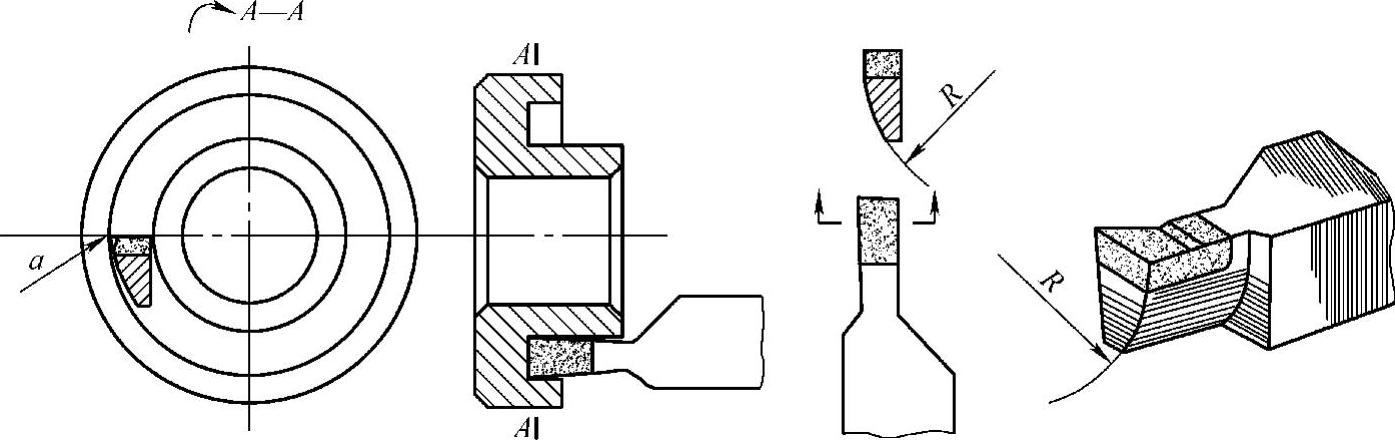
图7-65 端面直槽刀的形状
车槽刀的刀头部分长度=槽深+2~3mm,刀宽根据需要刃磨。车槽刀主切削刃与两侧副切削刃之间应对称平直。
2.刀杆型端面槽刀
随着新工艺新技术的应用,在数控加工中常采用标准的机械夹固式刀具。这种刀具不仅将左副后刀面刃磨成圆弧,而且将右副后刀面也刃磨成圆弧,其圆弧的半径大于端面直槽的小圆弧半径(图7-66中的Dmin),避免与工件干涉,这样可以提高刀具的刚性。根据刀具的安装方向,一般分为轴向安装刀具和径向安装刀具,图7-67所示为轴向安装端面槽刀,图7-68所示为径向安装端面槽刀。
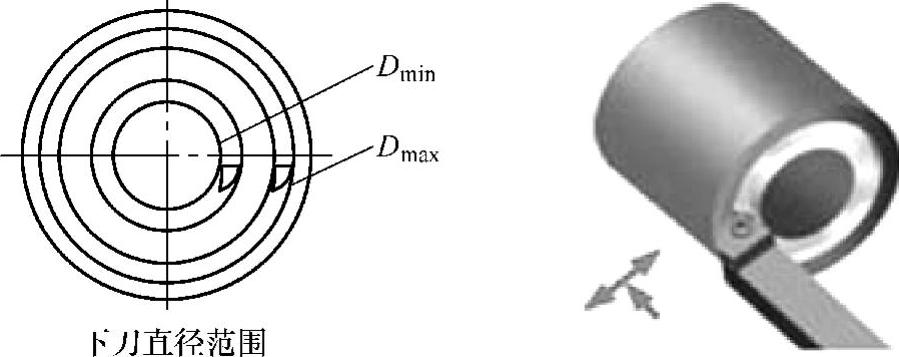
图7-66 机夹端面车槽刀具的加工范围(https://www.xing528.com)
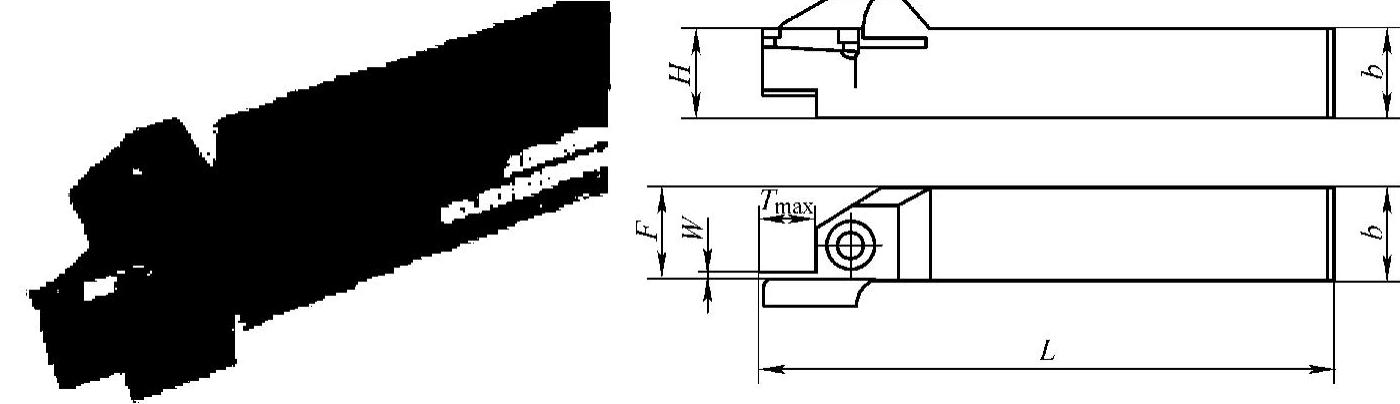
图7-67 轴向安装端面槽刀
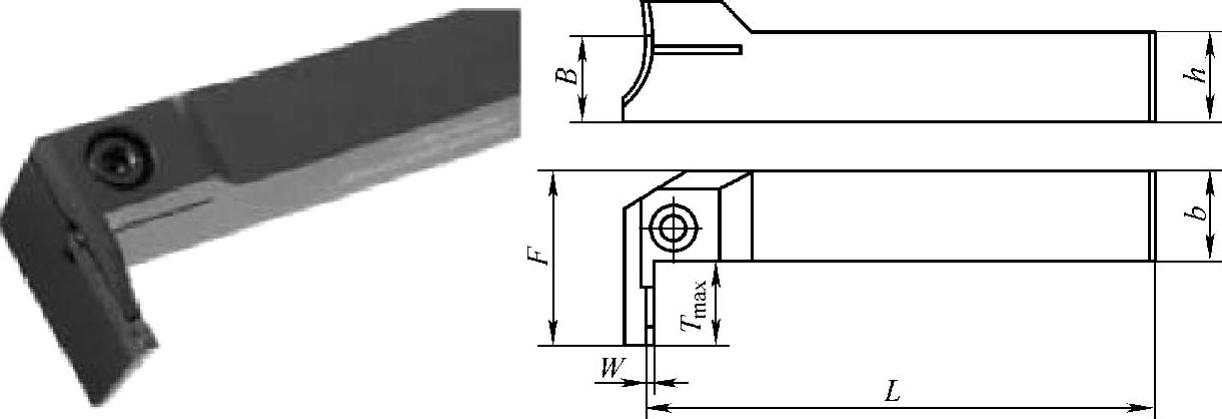
图7-68 径向安装端面槽刀
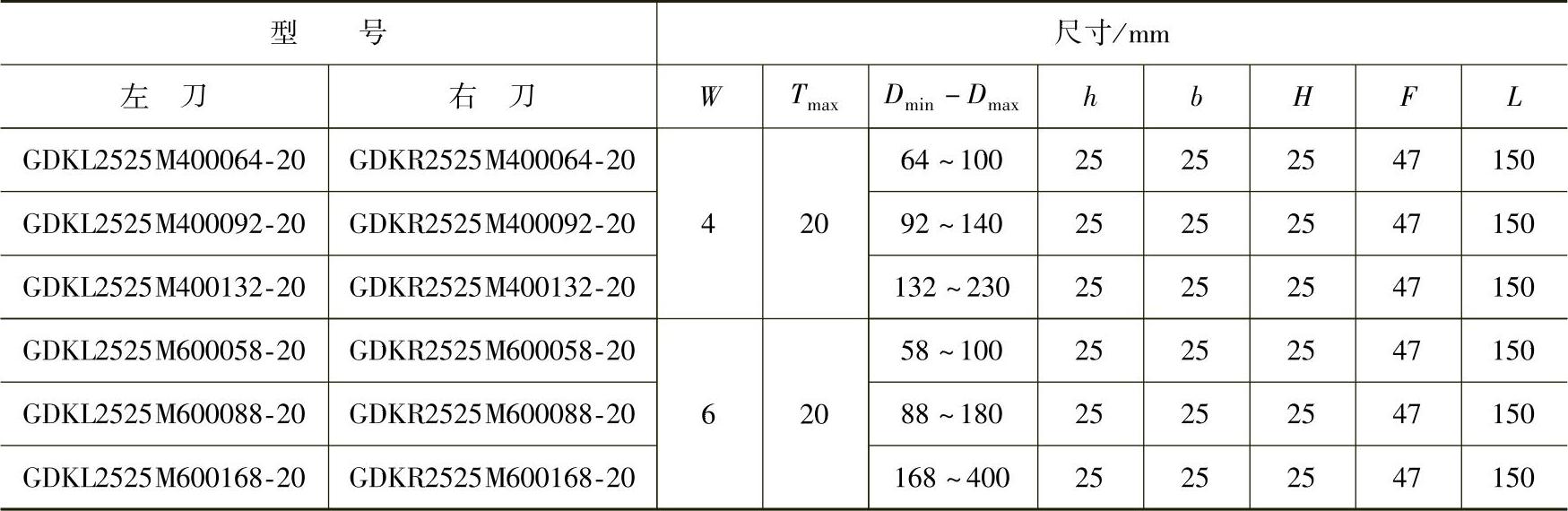
图7-67和图7-68所示均为刀杆型端面槽刀,表7-42和表7-43为其对应的型号和公称尺寸,其中W为刀宽,Dmin和Dmax为加工端面槽圆弧的最小直径和最大直径,如图7-66所示。某一型号的刀具只能加工一定范围的端面槽,即下刀直径范围。刀杆型端面槽刀是由一个刀杆和若干个刀片夹组成的,加工时只要根据需要的端面槽圆弧直径的大小选择合适的刀片夹即可,这样大大降低了成本,但不适合切削较深的槽。
表7-42 轴向安装端面槽刀对应的型号和公称尺寸
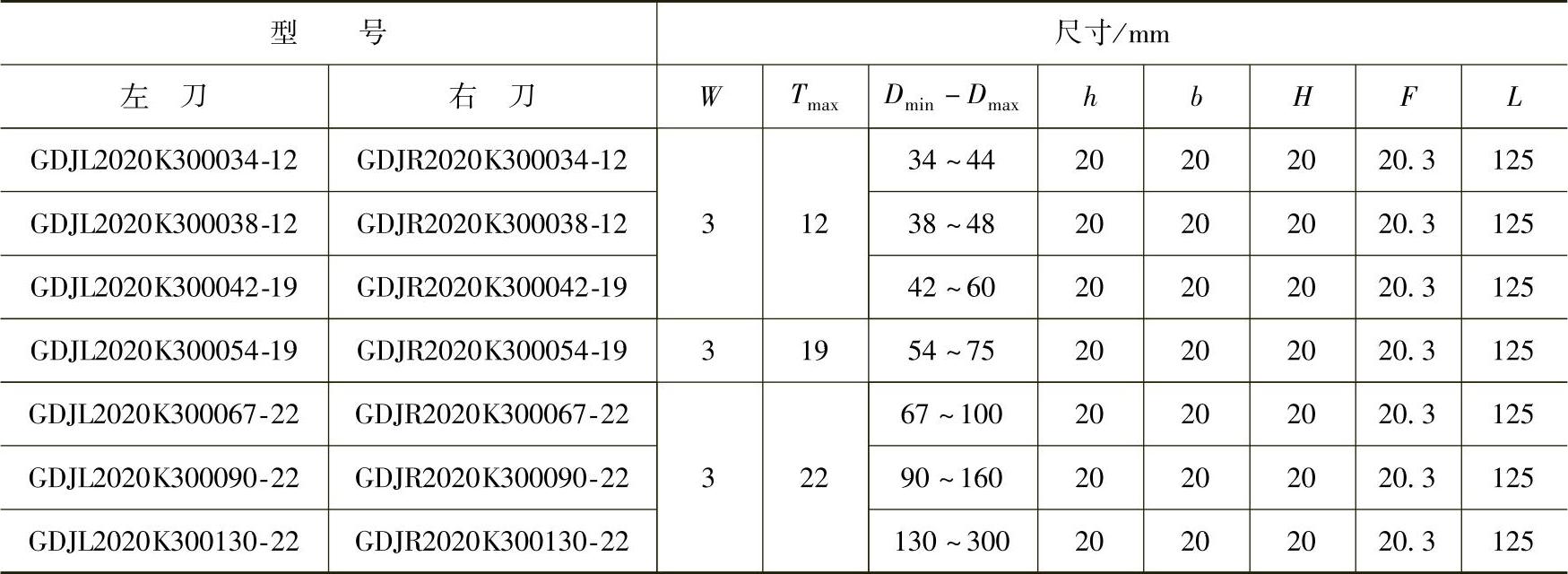
表7-43 径向安装端面槽刀对应的型号和公称尺寸
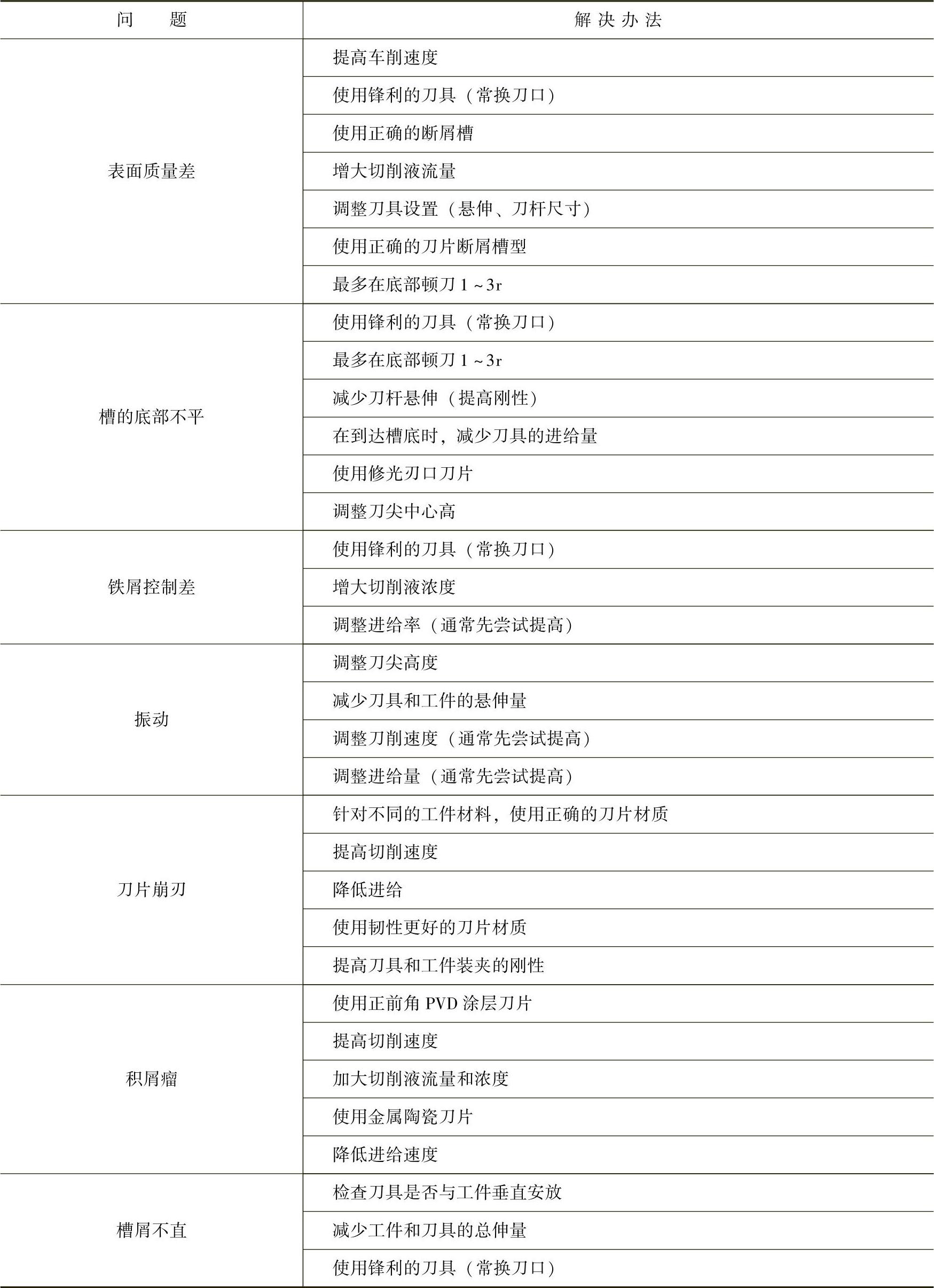
3.端面车槽加工中常见的问题
端面车槽加工中常见的问题和解决方法见表7-44。
表7-44 端面车槽加工中常见的问题和解决方法

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。