



【摘要】:在前面利用二次曲线的标准方程变换对椭圆曲面和双曲线曲面的宏程序编程加工的基础上,学习利用三角函数关系对椭圆曲面加工进行编程。利用宏程序编程指令完成如图6-18所示椭圆曲线段车削加工的程序。图6-18 椭圆曲线段车削加工2.建立椭圆曲线编程数学模型利用三角函数编制椭圆曲线加工程序,变量处理表见表6-20。
【任务描述】
本任务为一个拓展任务。在前面利用二次曲线的标准方程变换对椭圆曲面和双曲线曲面的宏程序编程加工的基础上,学习利用三角函数关系(即利用二次曲线的参数方程)对椭圆曲面加工进行编程。
【任务目标】
知识目标:掌握椭圆曲面的参数方程表达式,灵活运用变量对椭圆曲面进行宏程序编写。
技能目标:会利用数控机床完成椭圆曲面的零件加工。
情感目标:培养相互协助的能力。
【任务要求】
利用宏程序编程指令完成如图6-18所示椭圆曲线段车削加工的程序。
【相关知识】
1.椭圆曲线方程
图6-18中,椭圆曲线方程为X2/302+Z2/502=1,椭圆曲线用三角函数方程编程表示为X=30sinα,Z=50cosα,选择α为自变量,则因变量为X和Z。
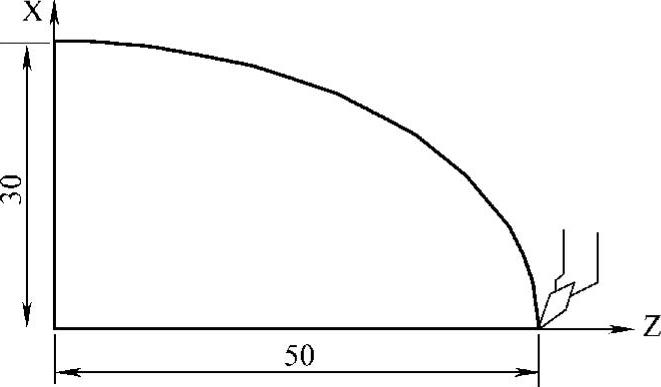
图6-18 椭圆曲线段车削加工
2.建立椭圆曲线编程数学模型
利用三角函数编制椭圆曲线加工程序,变量处理表见表6-20。(https://www.xing528.com)
表6-20 椭圆曲线变量赋值及含义

3.程序
运用循环指令(WHILE)编制该椭圆曲面加工的部分宏程序如下:
#4=0; 自变量起点#4赋初值
#5=90; 自变量终点#5赋初值
#6=0.2; 角度增量#6赋初值
#10=#4; 自变量#10赋初值
WHILE[#10LT#5]DO1; 条件判断,当#4小于#5时执行循环1
#10=#10+#6; 计算角度,每次加角度增量#6
#24=30∗sin[#10]; 计算X坐标值
#26=50∗cos[#10]; 计算Z坐标值
G01 X[2∗#24] Z#26 F0.1; 直线插补逐段加工椭圆曲线
END1; 循环1结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。