



【任务描述】
进行综合件的工艺分析和编程,并在指定的仿真软件上进行仿真加工与检验。
【任务目标】
知识目标:正确识读零件图样;掌握轴类、盘类零件的加工工艺分析方法;掌握制订一般轴类、盘类零件加工方案的方法;正确填写数控加工刀具卡、工序卡等工艺卡片;熟练运用编程指令进行编程。
技能目标:熟练并正确编制综合件的数控加工程序,掌握宇龙数控仿真软件的应用方法。
情感目标:严格遵守安全文明操作规程,树立安全意识,提高职业素养。
活动一 轴类零件编程与仿真
在规定时间内完成图5-1所示零件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
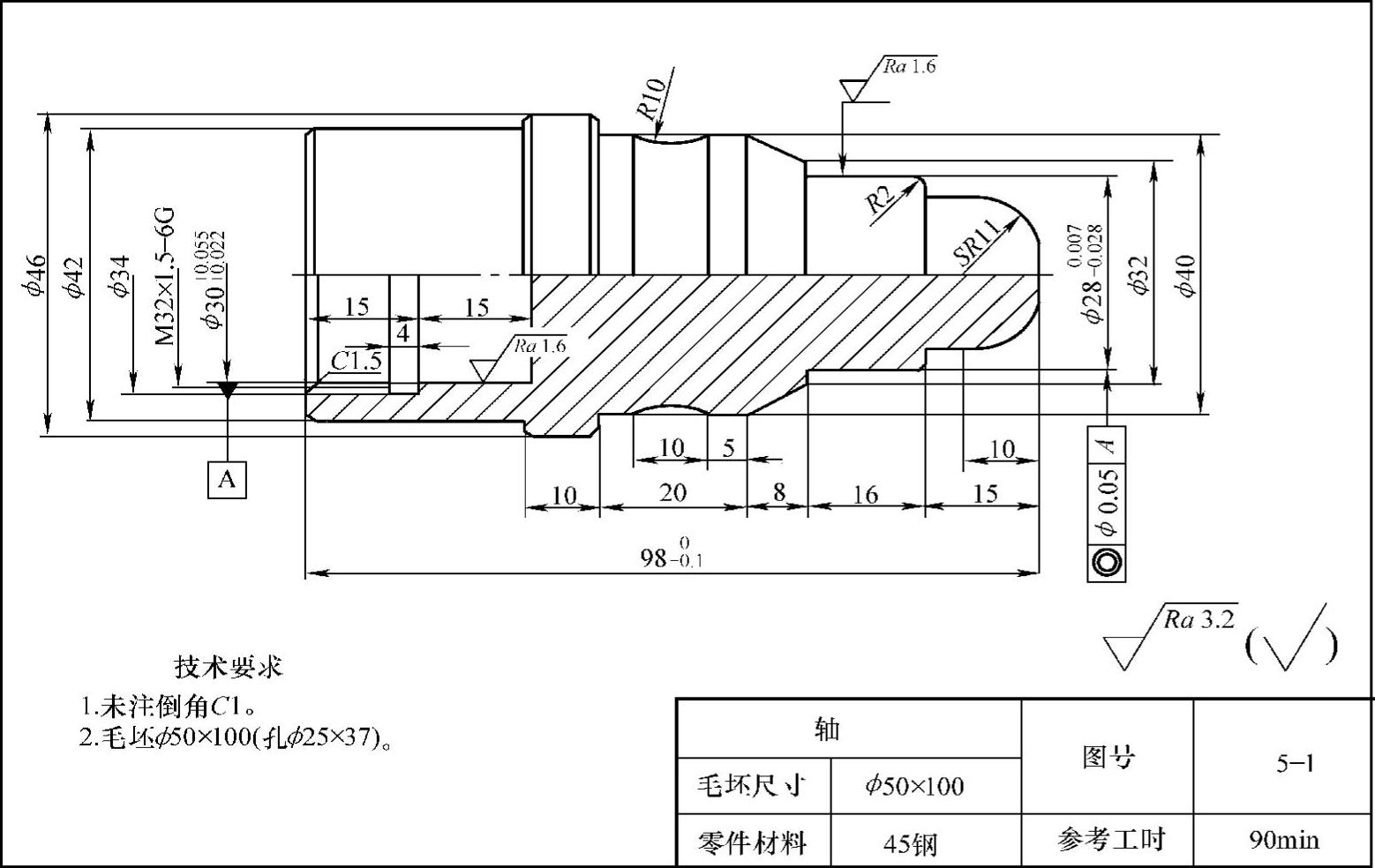
图5-1 轴零件
【相关知识】
宇龙数控加工仿真系统——FANUC系统。
1.进入系统
1)用鼠标左键单击[开始]按钮,在[程序]目录中弹出[数控加工仿真系统]的子目录,在接着弹出的下级子目录中单击[加密锁管理程序],如图5-2所示。
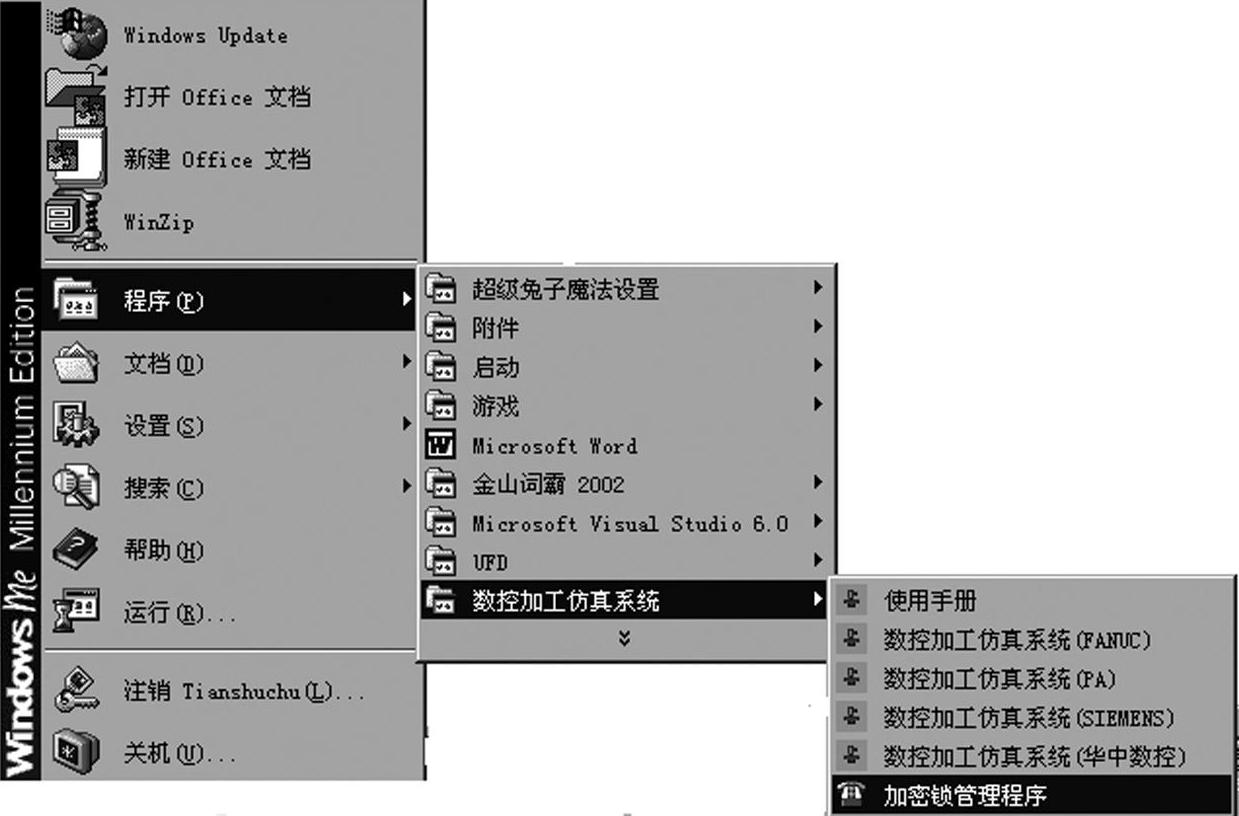
图5-2 进入系统操作界面
2)用鼠标左键单击[开始]按钮,在[程序]目录中弹出[数控加工仿真系统]的子目录,在接着弹出的下级子目录中单击[数控加工仿真系统(FANUC)]。系统弹出[用户登录]界面,如图5-3所示。单击[快速登录]按钮或输入用户名和密码,再单击[登录]按钮,进入数控加工仿真系统。一般用户名为guest,口令为guest。
2.选择机床类型
打开菜单[机床]—[选择机床…],在[选择机床]对话框中选择控制系统的类型和相应的机床类型并按[确定]按钮,此时界面如图5-4所示。

图5-3 用户登录界面
3.定义毛坯
打开菜单[零件]—[定义毛坯]或在工具条上选择 图标,系统打开如图5-5所示对话框。
图标,系统打开如图5-5所示对话框。
(1)名字输入 在毛坯名字输入框内输入毛坯名,也可使用默认值。
(2)选择毛坯材料 毛坯材料列表框中提供了多种供加工的毛坯材料,可根据需要在[材料]下拉列表中选择毛坯材料。
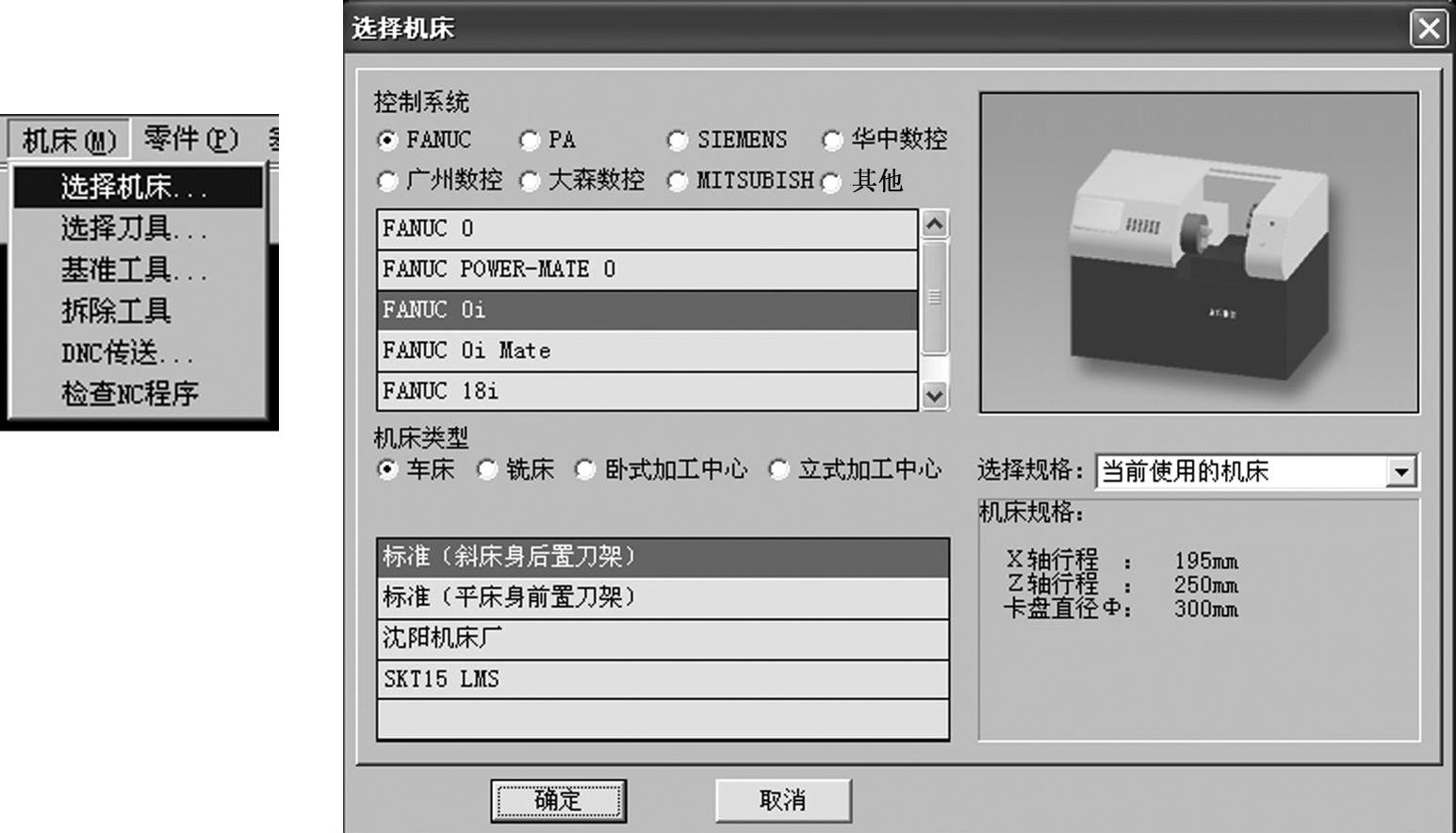
图5-4 选择机床类型界面
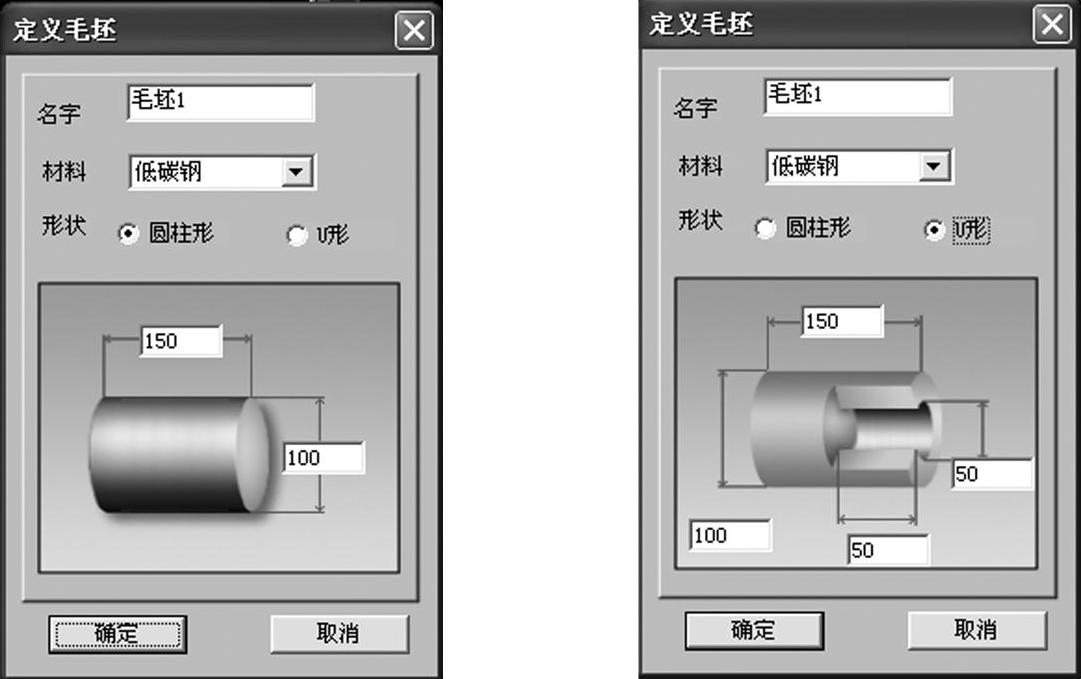
图5-5 [定义毛坯]对话框
(3)选择毛坯形状 车床有两种形状的毛坯供选择:圆柱形毛坯和U形毛坯。可以在[形状]中选择毛坯形状。
(4)参数输入 尺寸输入框用于输入尺寸,单位为毫米。
(5)保存退出 按[确定]按钮,保存定义的毛坯并退出本操作。
(6)取消退出 按[取消]按钮,取消退出操作。
4.放置零件
打开菜单[零件]—[放置零件]命令或者在工具条上选择 图标,系统弹出[选择零件]对话框,如图5-6所示。
图标,系统弹出[选择零件]对话框,如图5-6所示。
在列表中单击所需的零件,选中的零件信息加亮显示,按下[确定]按钮,系统自动关闭对话框,零件将被放到机床上。
如果经过[导入零件模型]的操作,对话框的零件列表中会显示模型文件名。若在类型列表中选择[选择模型],则可以选择导入零件模型文件。选择后,零件模型即经过部分加工的成形毛坯被放置在机床台面上,如图5-7所示。
5.调整零件位置
零件可以在车床卡盘上移动。毛坯安装在卡盘上后,系统将自动弹出一个小键盘,如图5-8所示,通过按动小键盘上的方向按钮,可实现零件的平移、旋转或车床零件调头。小键盘上的[退出]按钮用于关闭小键盘。选择菜单[零件]—[移动零件],也可以打开小键盘。
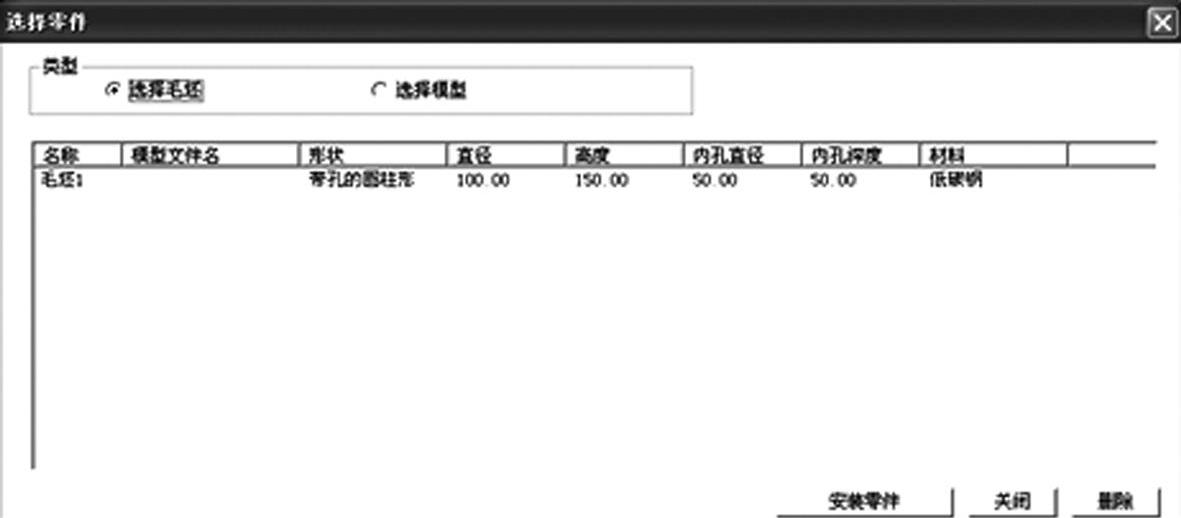
图5-6 [选择零件]对话框
图5-7 放置零件模型
图5-8 小键盘
6.选择刀具
打开菜单[机床]—[选择刀具],或者在工具条中选择 图标,系统弹出[刀具选择]对话框,如图5-9所示。在系统中,数控车床允许同时安装8把刀具。
图标,系统弹出[刀具选择]对话框,如图5-9所示。在系统中,数控车床允许同时安装8把刀具。
(1)选择车刀
1)在图5-9左侧排列的编号1~8中,选择所需的刀位号。刀位号即为车床刀架上的位置编号。被选中的刀位编号的背景颜色变为蓝色。
2)在刀片列表框中选择所需的刀片后,系统自动给出相匹配的刀柄供选择。
3)选择刀柄。当刀片和刀柄都选择完毕后,刀具被确定,并且输入到所选的刀位号中,并在对话框中以图片形式显示其适用的方式。
(2)删除当前刀具 在当前选中的刀位号中的刀具可通过[删除当前刀具]键删除。
(3)确认选刀 选择好刀具后,按[确认]键完成选刀并退出,或者按[取消]键退出选刀操作。
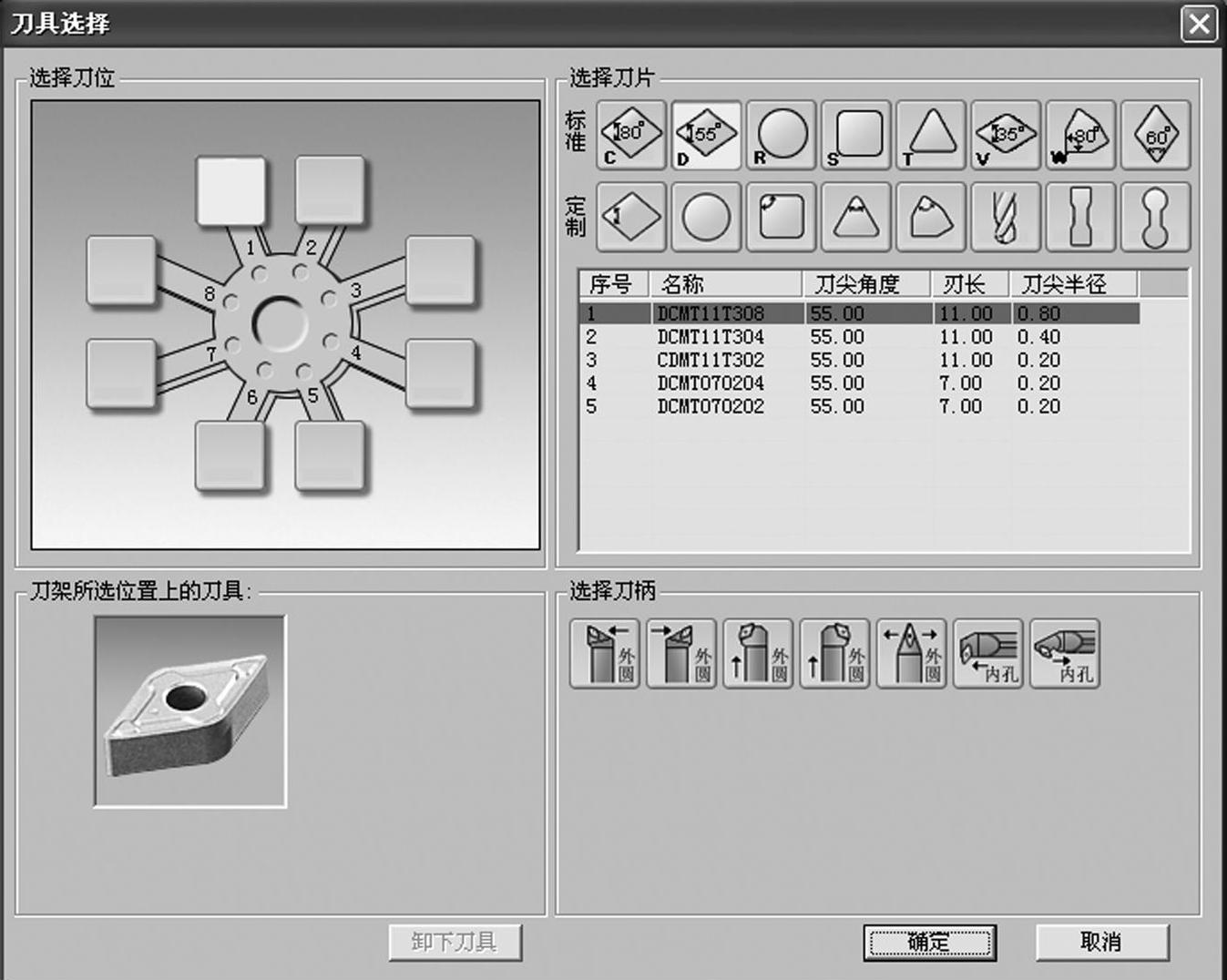
图5-9 [刀具选择]对话框
7.准备机床
如图5-10所示为FANUC 0i标准车床面板,其准备操作包括以下内容。

图5-10 FANUC 0i标准车床面板
(1)激活机床 检查急停按钮是否松开至 状态。若未松开,单击急停按钮
状态。若未松开,单击急停按钮 将其松开。
将其松开。
(2)机床回参考点 按下操作面板中的回零按钮 ,接着分别单击
,接着分别单击 、
、 和
和 、
、 按钮,直到操作面板上的指示灯如图5-11所示。
按钮,直到操作面板上的指示灯如图5-11所示。
8.对刀
图5-11 机床回参考点
数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
下面简单介绍车床的试切法对刀。
试切法对刀是用所选的刀具试切零件的外圆和端面,经过测量和计算得到零件端面中心点的坐标值,其操作步骤如下:
1)按下操作面板中的手动按钮 ,单击MDI键盘上的
,单击MDI键盘上的 按钮,此时CRT界面上显示坐标值,利用操作面板上的
按钮,此时CRT界面上显示坐标值,利用操作面板上的 、
、 和
和 、
、 按钮,将机床移动到如图5-12所示的大致位置。
按钮,将机床移动到如图5-12所示的大致位置。
2)按下操作面板中的旋转按钮 ,使主轴转动,利用操作面板上的
,使主轴转动,利用操作面板上的 、
、 和
和 、
、 按钮,用所选刀具试切工件外圆,如图5-13所示。单击停止按钮
按钮,用所选刀具试切工件外圆,如图5-13所示。单击停止按钮 ,使主轴停止转动,然后单击菜单[测量]—[坐标测量],如图5-14所示,再单击试切外圆时所切线段,选中的线段由蓝色变为绿色,记下右面对话框中对应的X值,记为X1。单击MDI键盘上的
,使主轴停止转动,然后单击菜单[测量]—[坐标测量],如图5-14所示,再单击试切外圆时所切线段,选中的线段由蓝色变为绿色,记下右面对话框中对应的X值,记为X1。单击MDI键盘上的 按钮,使CRT界面上显示刀具形状补偿参数页面,如图5-15所示,输入X1值并单击CRT界面上
按钮,使CRT界面上显示刀具形状补偿参数页面,如图5-15所示,输入X1值并单击CRT界面上 下方的
下方的 按钮,X轴方向对刀完成。
按钮,X轴方向对刀完成。
图5-12 移动机床
图5-13 试切工件外圆
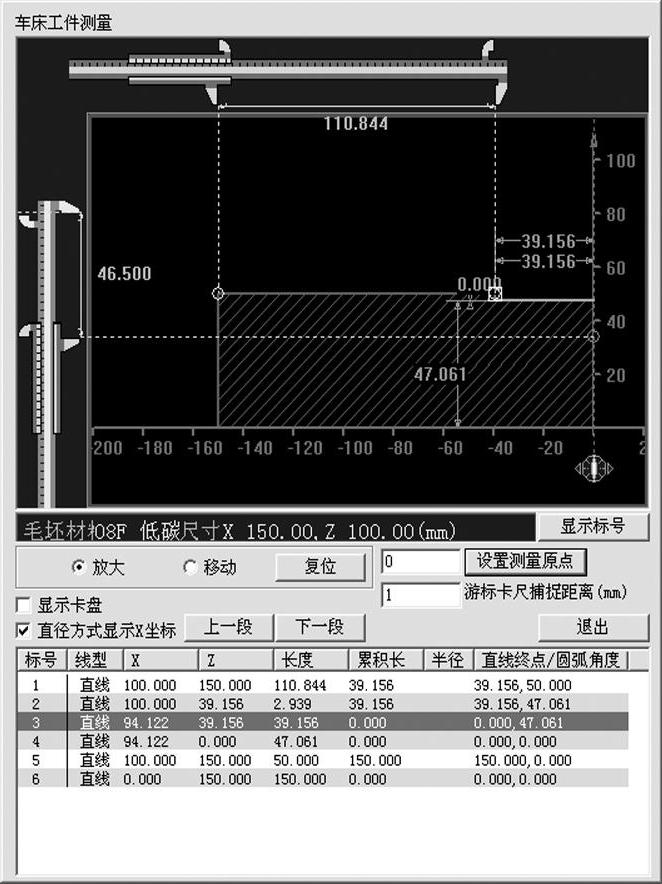
图5-14 进行坐标测量
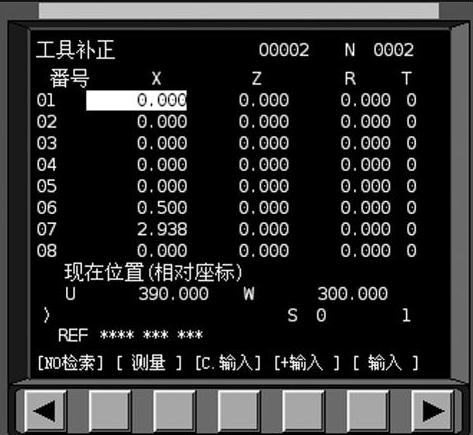
图5-15 形状补偿参数页面
3)按下操作面板中的旋转按钮 ,使主轴转动,再利用操作面板上的
,使主轴转动,再利用操作面板上的 、
、 和
和 、
、 按钮,将刀具退至如图5-16所示位置,单击移动按钮
按钮,将刀具退至如图5-16所示位置,单击移动按钮 和
和 ,试切工件端面,如图5-17所示。在CRT界面上显示刀具形状补偿参数页面,输入Z0并单击CRT界面上
,试切工件端面,如图5-17所示。在CRT界面上显示刀具形状补偿参数页面,输入Z0并单击CRT界面上 下方的
下方的 按钮,Z轴方向对刀完成。利用操作面板上的
按钮,Z轴方向对刀完成。利用操作面板上的 、
、 和
和 、
、 按钮,使刀具远离工件,再单击停止按钮
按钮,使刀具远离工件,再单击停止按钮 ,使主轴停止转动即可。
,使主轴停止转动即可。
图5-16 退刀
图5-17 试切工件端面
9.车床刀具补偿参数
如图5-18和图5-19所示,车床的刀具补偿包括刀具的磨损量补偿参数和形状补偿参数,两者之和构成车刀偏置量补偿参数,设定后可在数控程序中调用。
刀具使用一段时间后产生磨损,会使产品尺寸产生误差,因此需要对刀具设定磨损量补偿。按 键进入磨损量参数设定页面。
键进入磨损量参数设定页面。
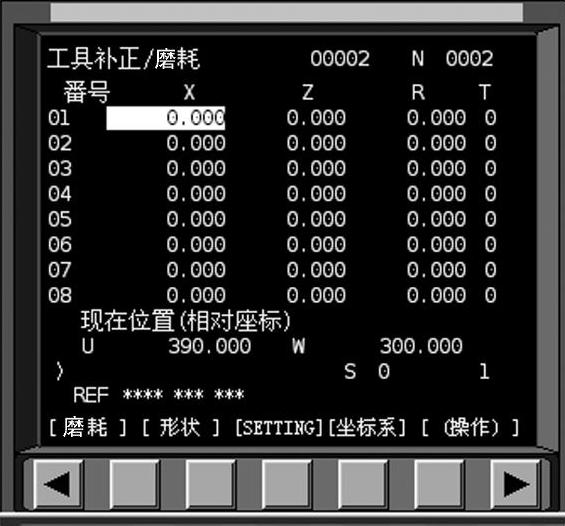
图5-18 刀具磨损量补偿参数
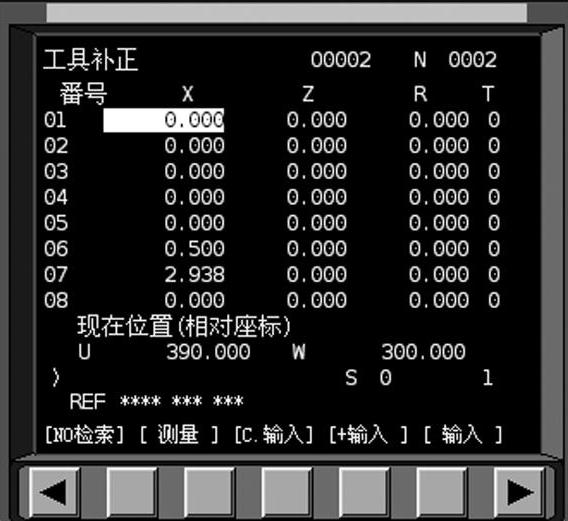
图5-19 刀具形状补偿参数
10.编辑程序
按下操作面板中的编辑按钮 ,在MDI键盘上按
,在MDI键盘上按 键,进入编辑页面,选定一个数控程序后,此程序显示在CRT界面上,可对其进行编辑操作。
键,进入编辑页面,选定一个数控程序后,此程序显示在CRT界面上,可对其进行编辑操作。
(1)移动光标 按 或
或 按钮翻页,按
按钮翻页,按 或
或 按钮移动光标。
按钮移动光标。
(2)插入字符 先将光标移到所需位置,单击MDI键盘上的数字/字母键,将代码输入到输入域中,再按 键,把输入域的内容插入到光标所在代码后面。
键,把输入域的内容插入到光标所在代码后面。
(3)删除输入域中的数据 按 键可删除输入域中的数据。
键可删除输入域中的数据。
(4)删除字符 先将光标移到所要删除字符的位置,再按 键,删除光标所在位置的代码。
键,删除光标所在位置的代码。
(5)查找 输入需要搜索的字母或代码;按 按钮开始在当前数控程序中光标所在位置后搜索(代码可以是一个字母或一个完整的代码,如“N0010”和“M”等)。如果此数控程序中有所搜索的代码,则光标停留在找到的代码处;如果此数控程序中光标所在位置后没有所搜索的代码,则光标停留在原处。
按钮开始在当前数控程序中光标所在位置后搜索(代码可以是一个字母或一个完整的代码,如“N0010”和“M”等)。如果此数控程序中有所搜索的代码,则光标停留在找到的代码处;如果此数控程序中光标所在位置后没有所搜索的代码,则光标停留在原处。
(6)替换 先将光标移到所需替换字符的位置,再将替换成的字符通过MDI键盘输入到输入域中,按 键,即可用输入域的内容替代光标所在位置的代码。
键,即可用输入域的内容替代光标所在位置的代码。
【引导操作】
1.工艺分析
根据基准先行原则,先加工左端外圆、内孔、内直槽和内螺纹,并调头控制总长后再加工右端外圆。
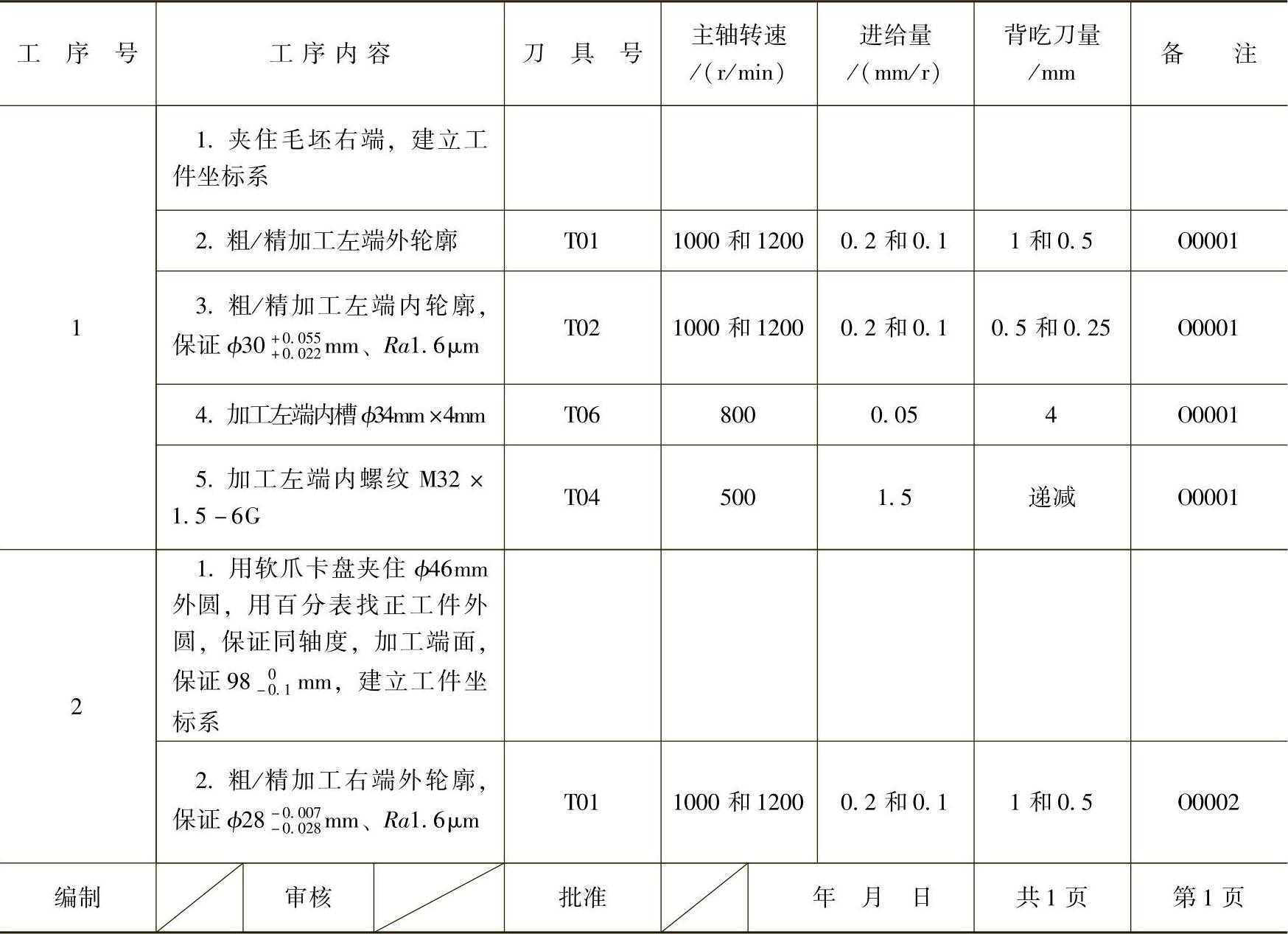
1)工艺卡片见表5-1。
表5-1 工艺卡片
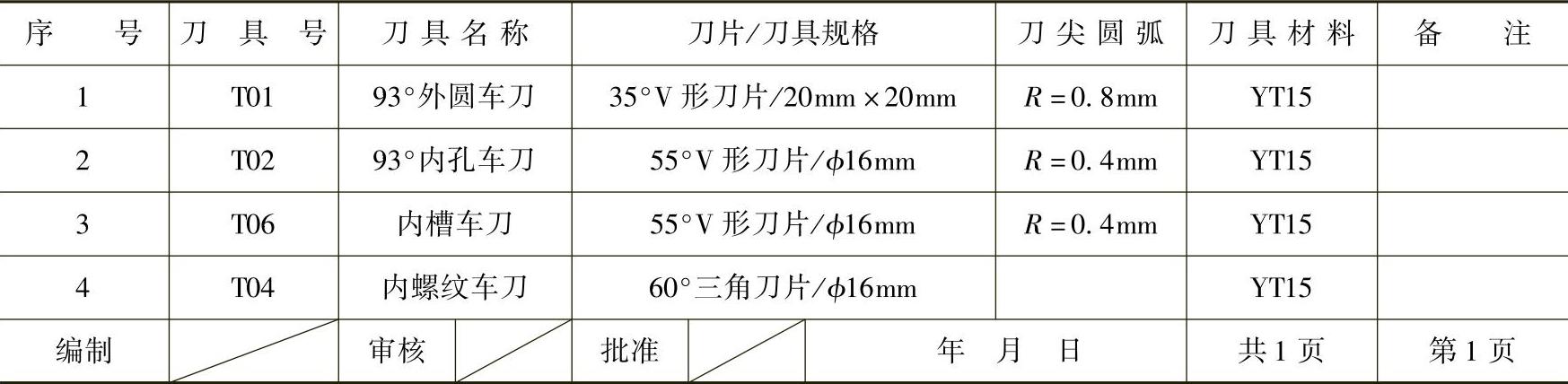
2)刀具卡片见表5-2。
表5-2 刀具卡片
2.加工过程
(1)左端加工
1)左端外圆加工程序见表5-3。
表5-3 左端外圆加工程序(https://www.xing528.com)
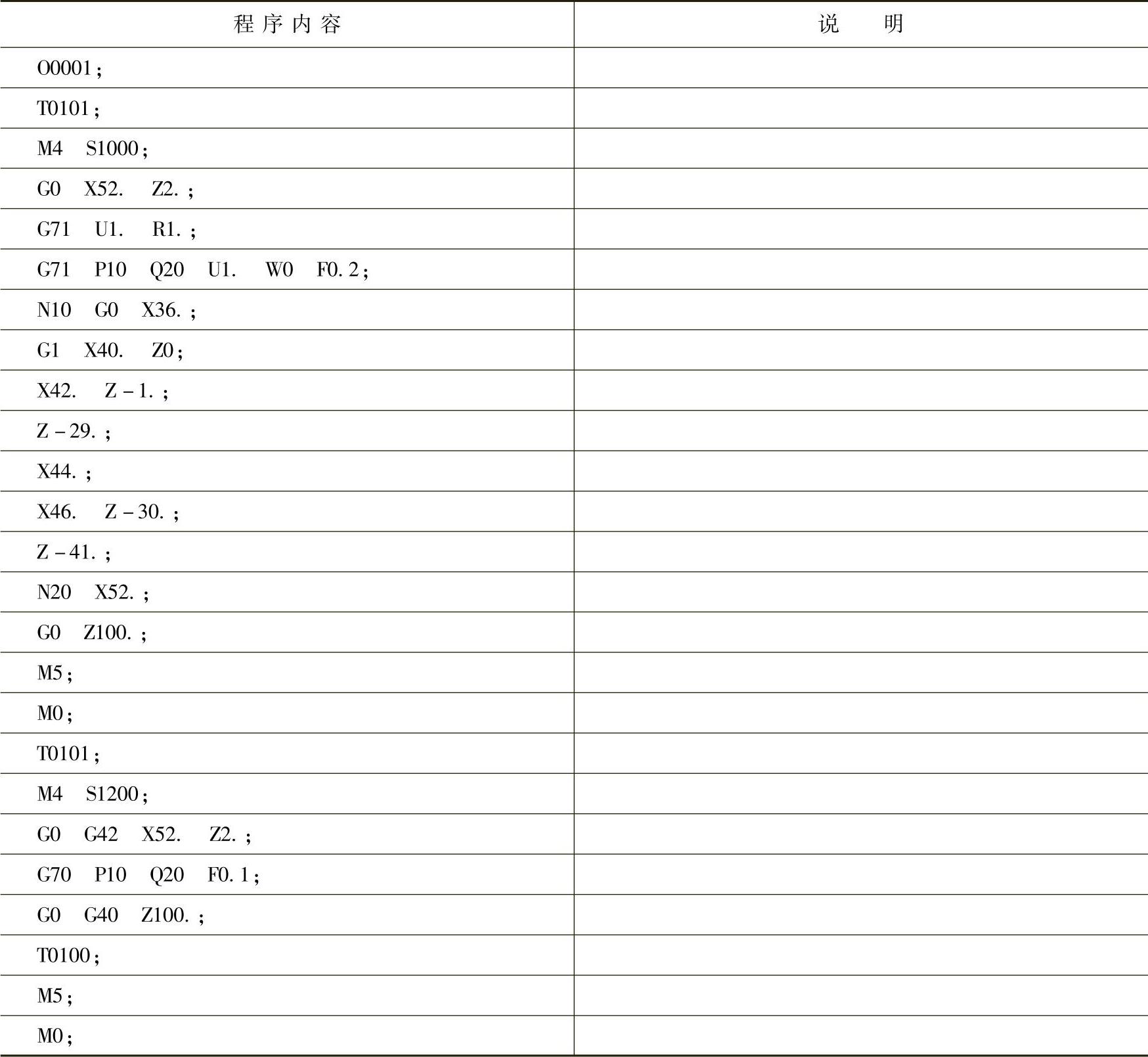
2)左端外圆仿真加工。其轨迹路线模拟和零件模拟加工如图5-20所示。
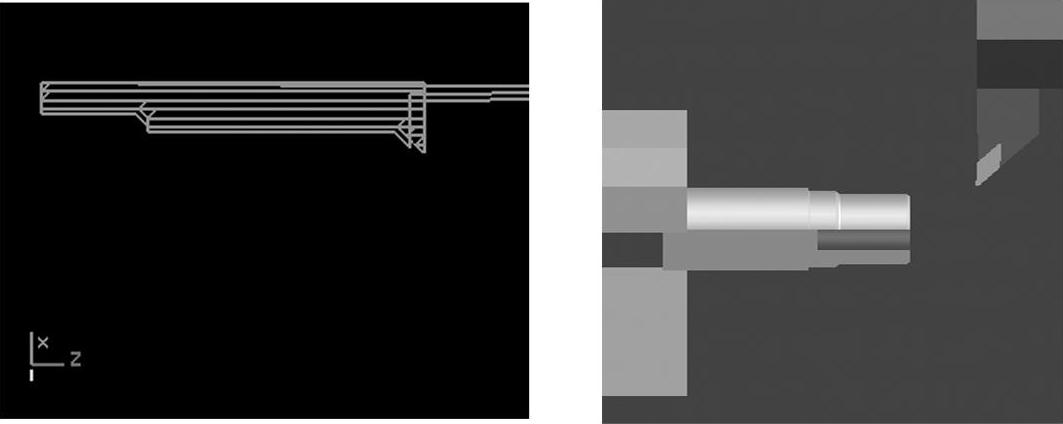
图5-20 左端外圆仿真加工轨迹路线模拟和零件模拟加工
3)左端内孔加工程序见表5-4。
表5-4 左端内孔加工程序
4)左端内孔仿真加工。其轨迹路线模拟和零件模拟加工如图5-21所示。
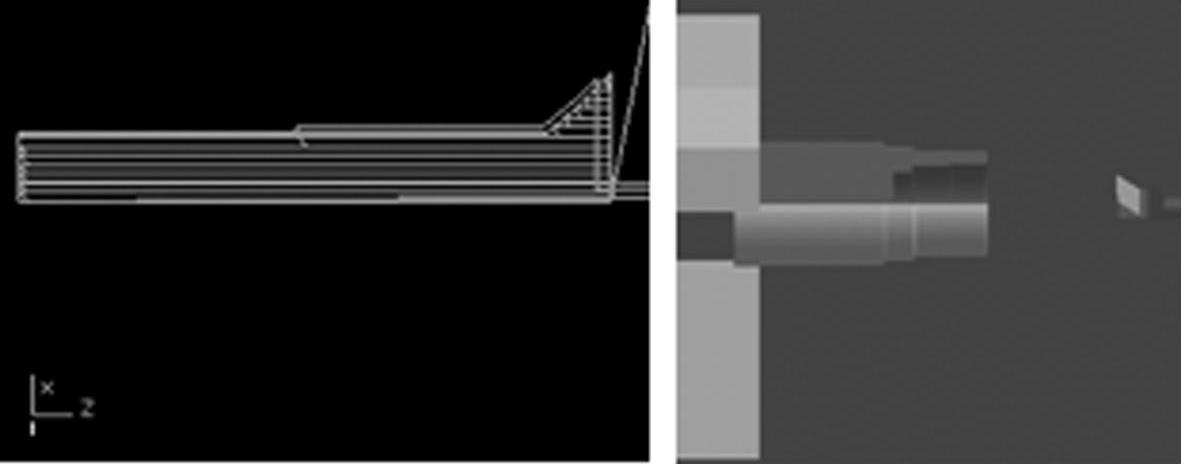
图5-21 左端内孔仿真加工轨迹路线模拟和零件模拟加工
5)左端内直槽加工程序见表5-5。
表5-5 左端内直槽加工程序
6)左端内直槽仿真加工。其轨迹路线模拟和零件模拟加工如图5-22所示。
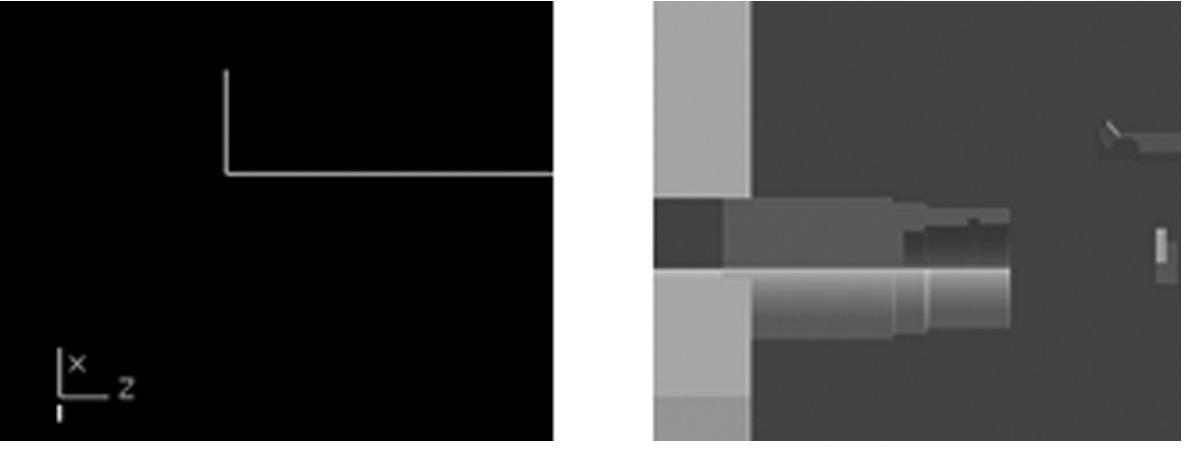
图5-22 左端内直槽仿真加工轨迹路线模拟和零件模拟加工
7)左端内螺纹加工程序见表5-6。
表5-6 左端内螺纹加工程序
8)左端内螺纹仿真加工。其轨迹路线模拟和零件模拟加工如图5-23所示。
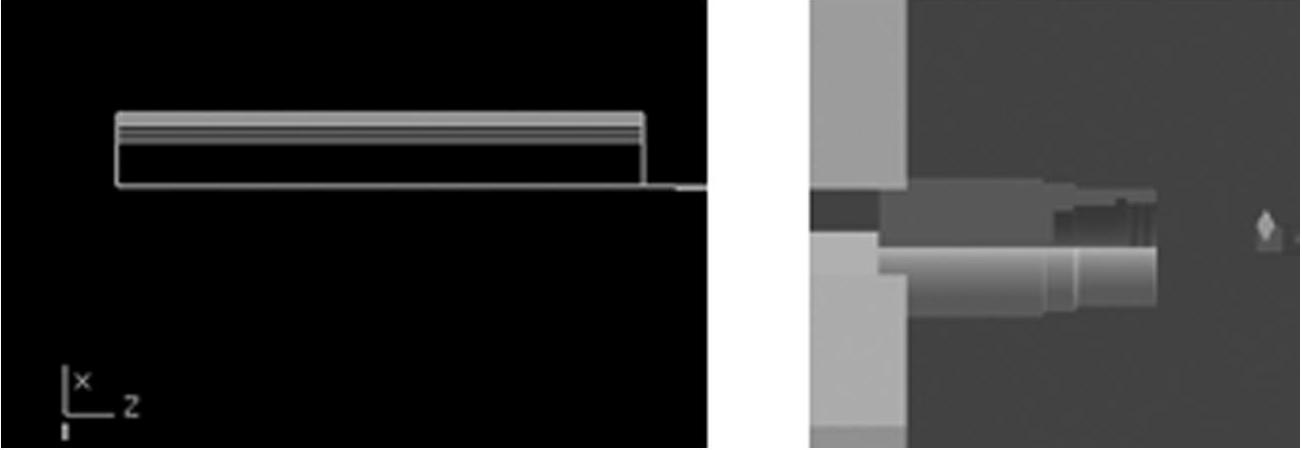
图5-23 左端内螺纹仿真加工轨迹路线模拟和零件模拟加工
(2)工件总长控制 调头装夹零件,用外圆车刀加工至规定长度。
(3)右端加工
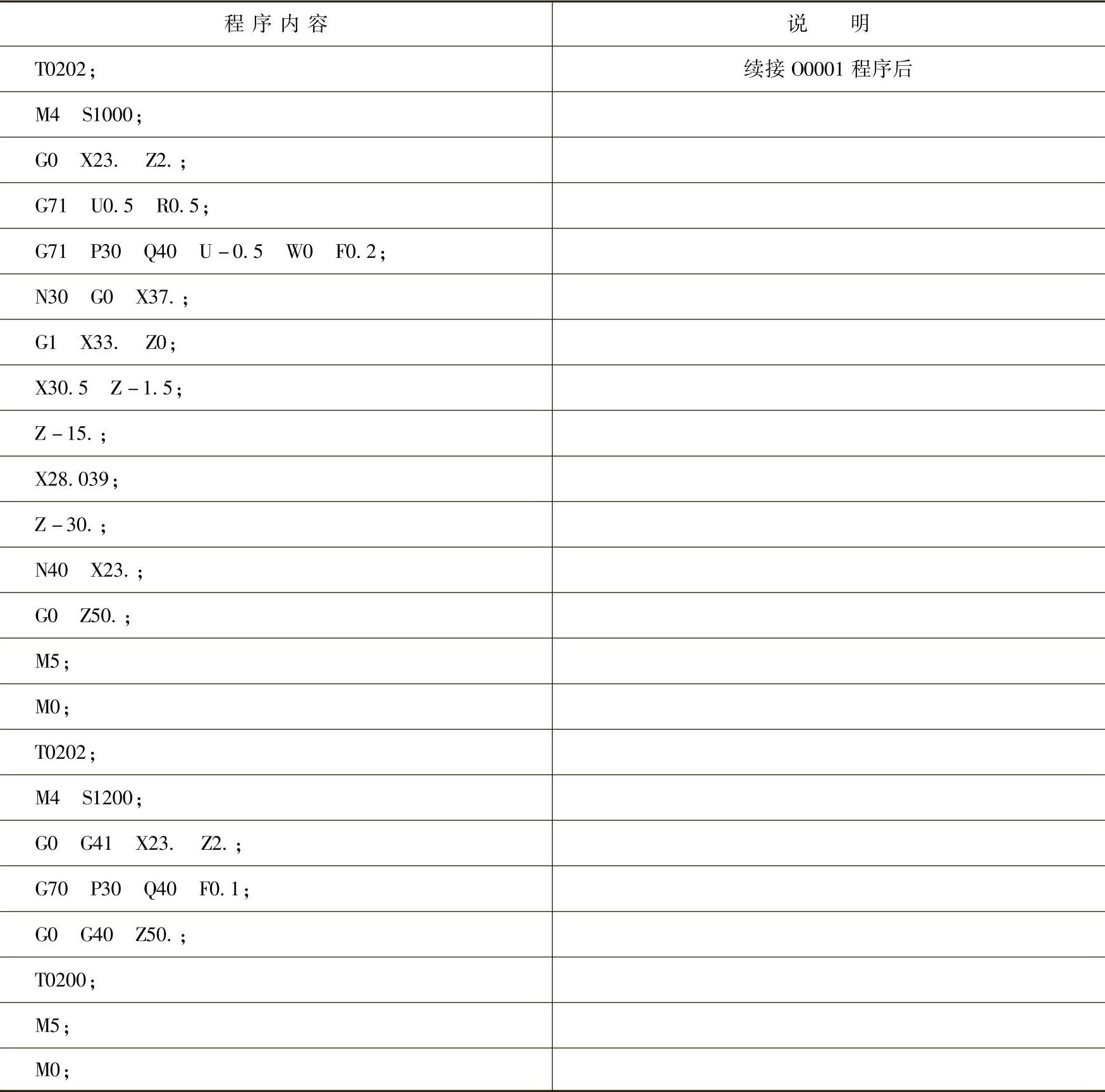
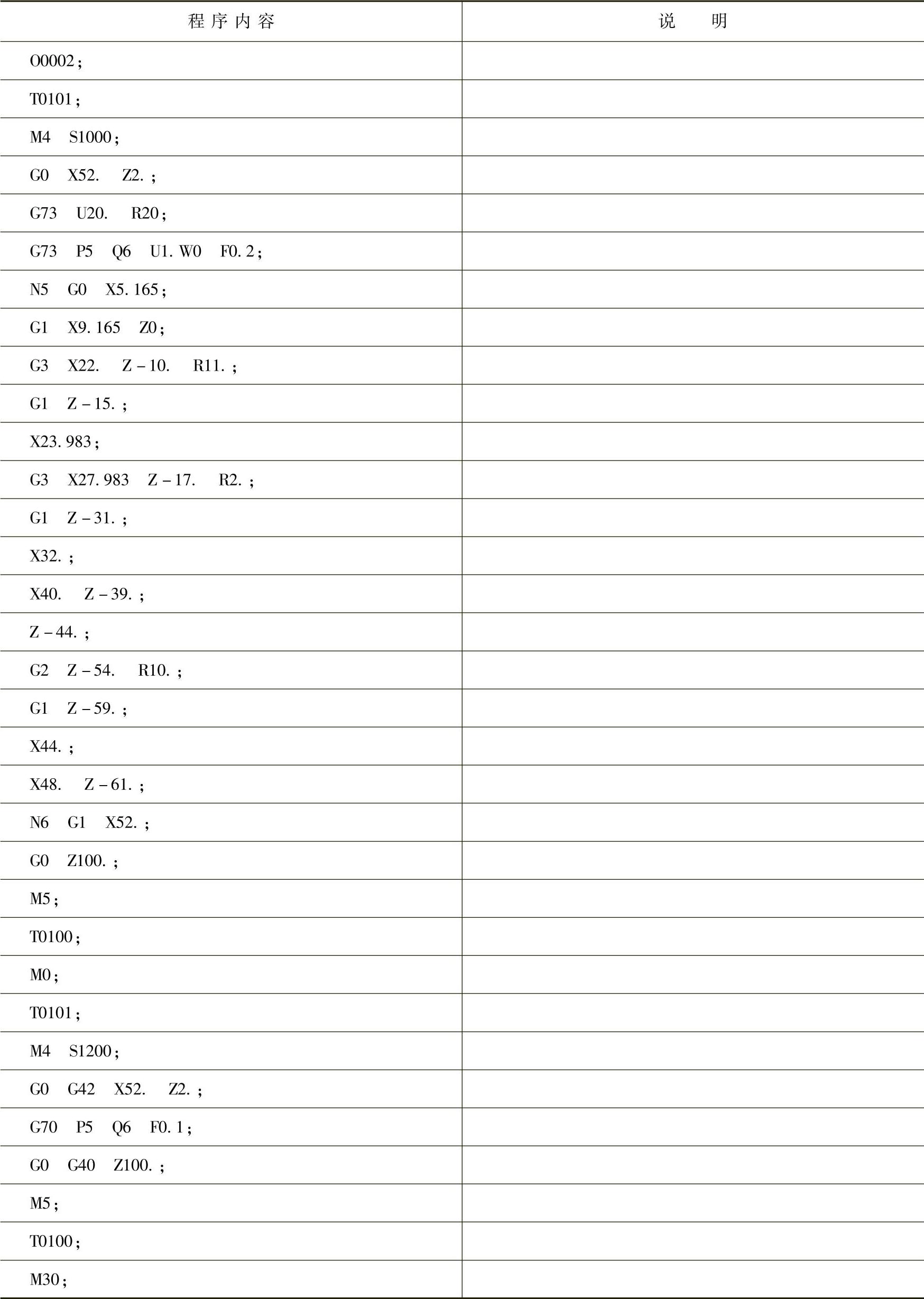
1)右端加工程序见表5-7。
表5-7 右端加工程序
2)右端仿真加工。其轨迹路线模拟和零件模拟加工如图5-24所示。
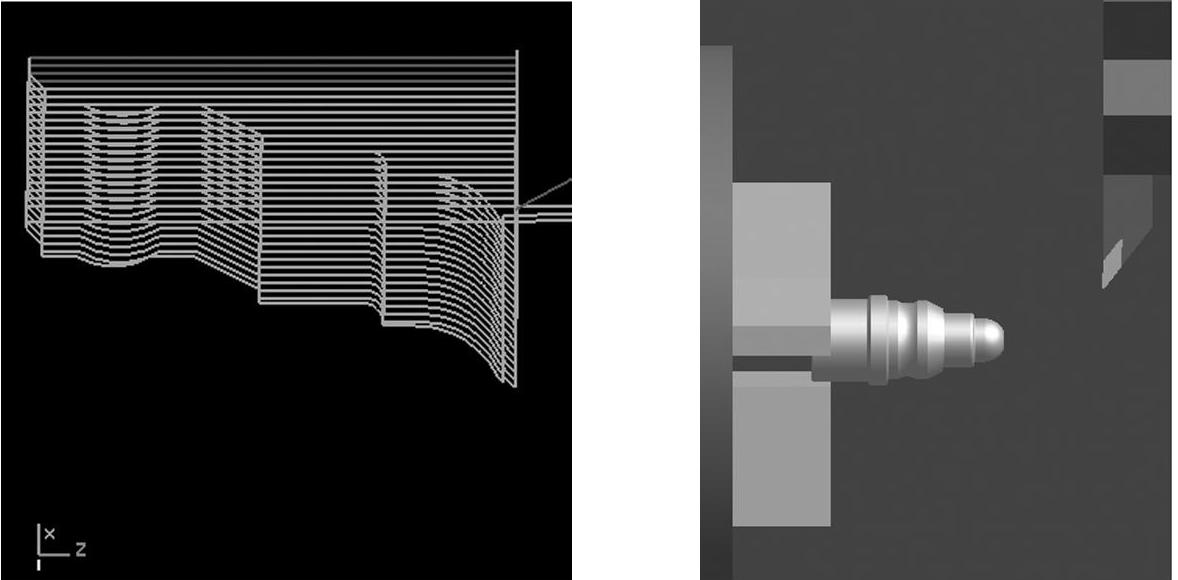
图5-24 右端仿真加工轨迹路线模拟和零件模拟加工
加工完成后进行测量检验,如图5-25所示。
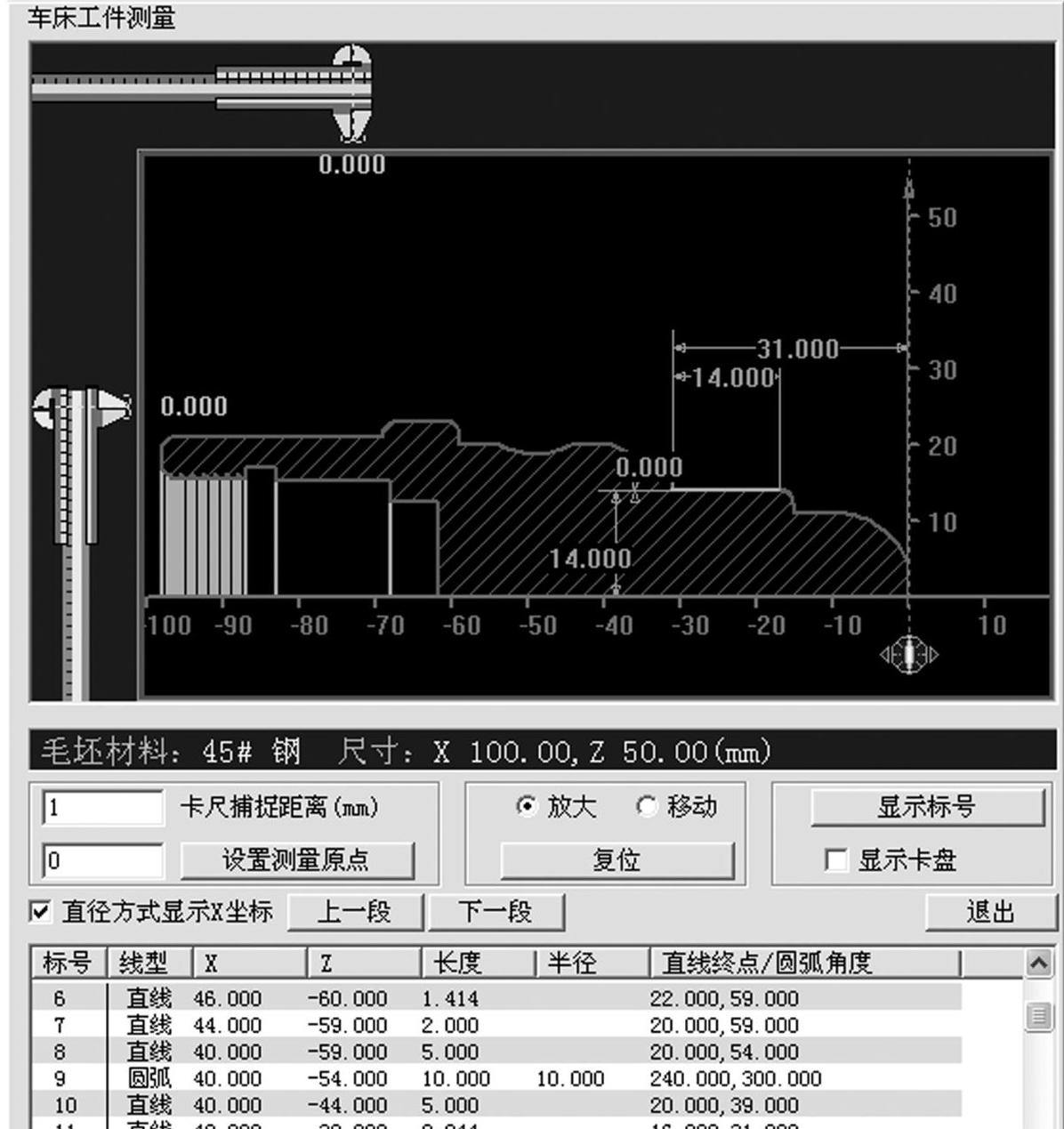
图5-25 测量检验
【应用训练】
1.在规定时间内完成图5-26所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
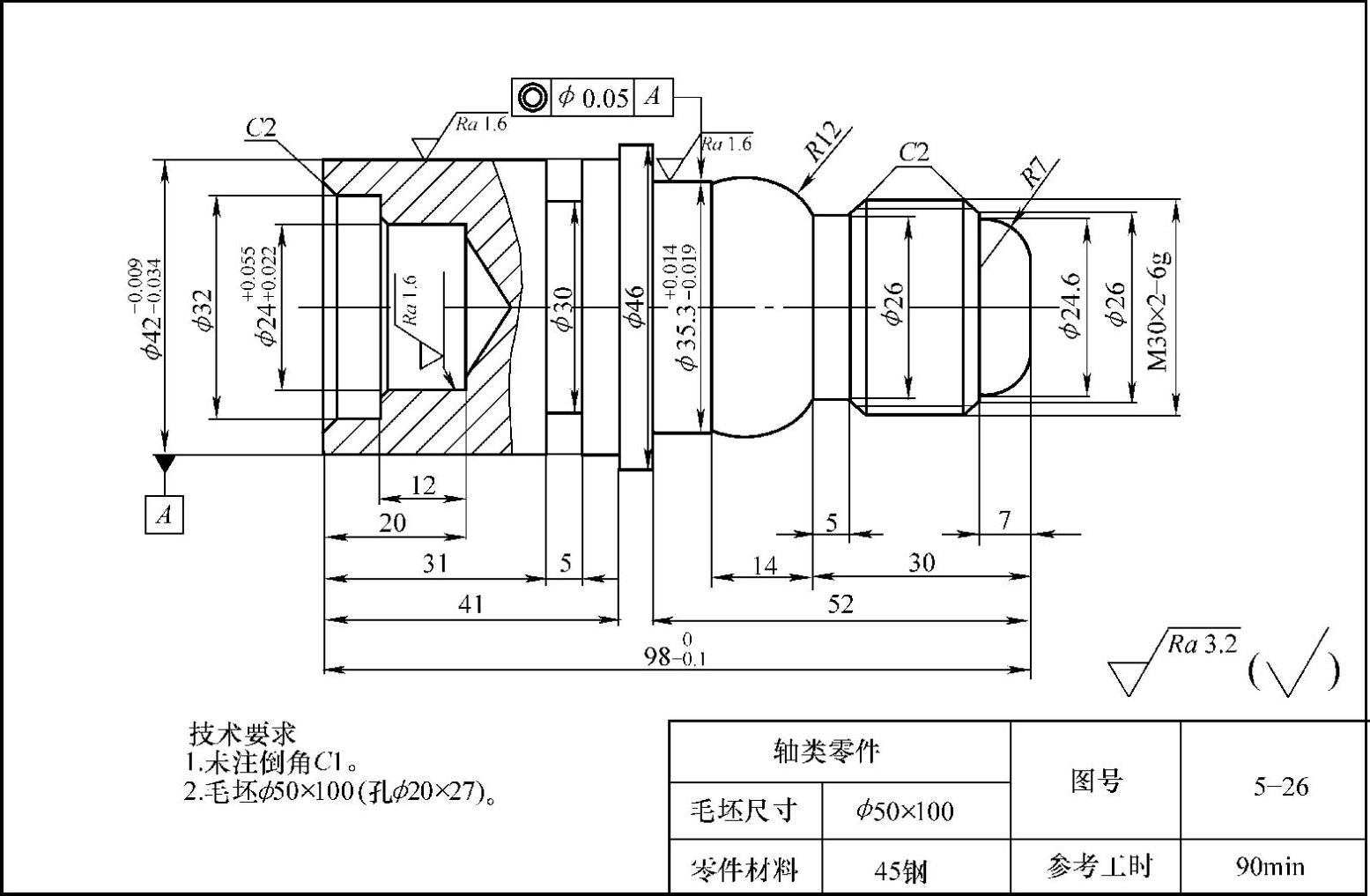
图5-26 应用训练(一)
2.在规定时间内完成图5-27所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
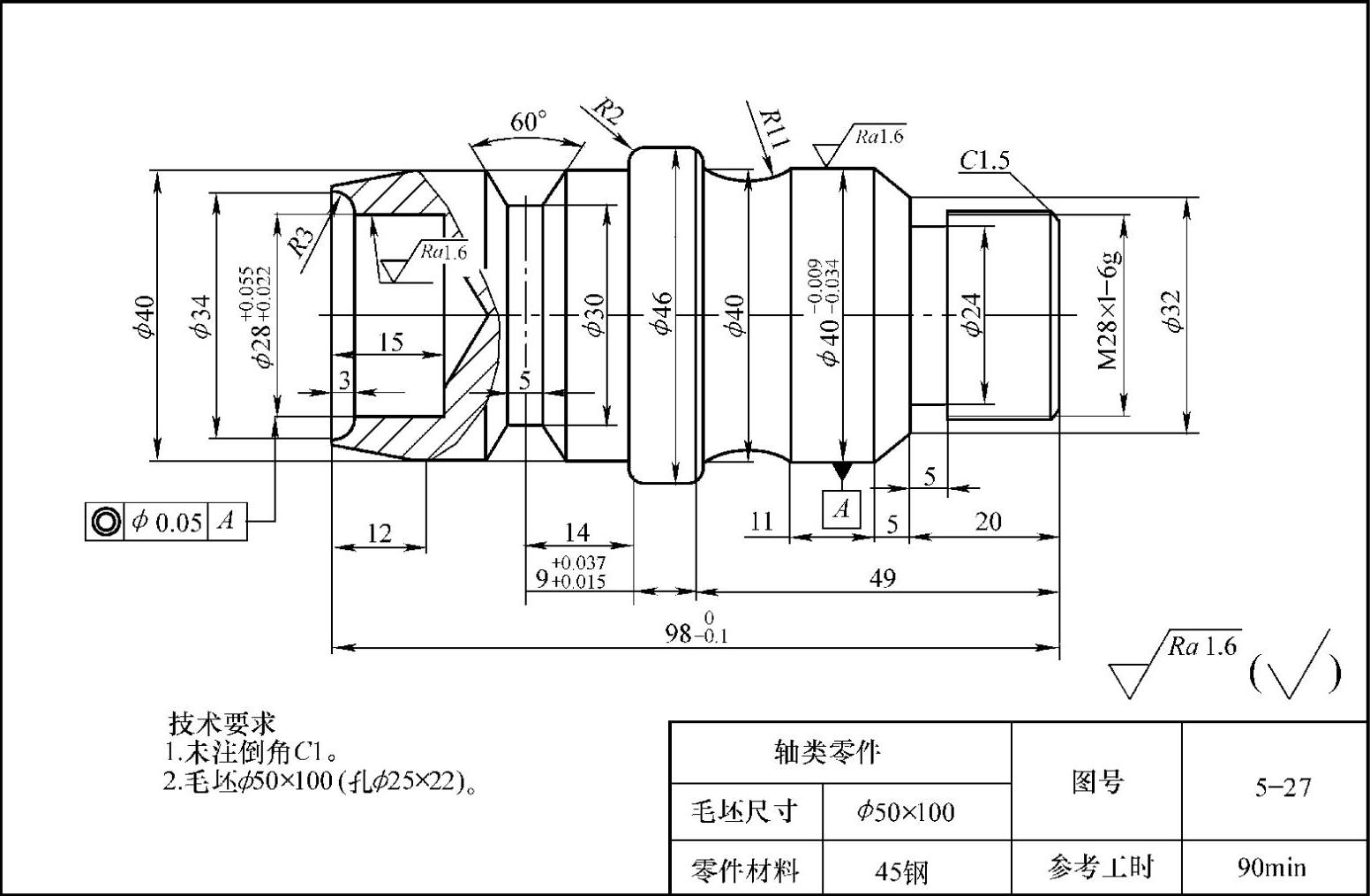
图5-27 应用训练(二)
3.在规定时间内完成图5-28所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
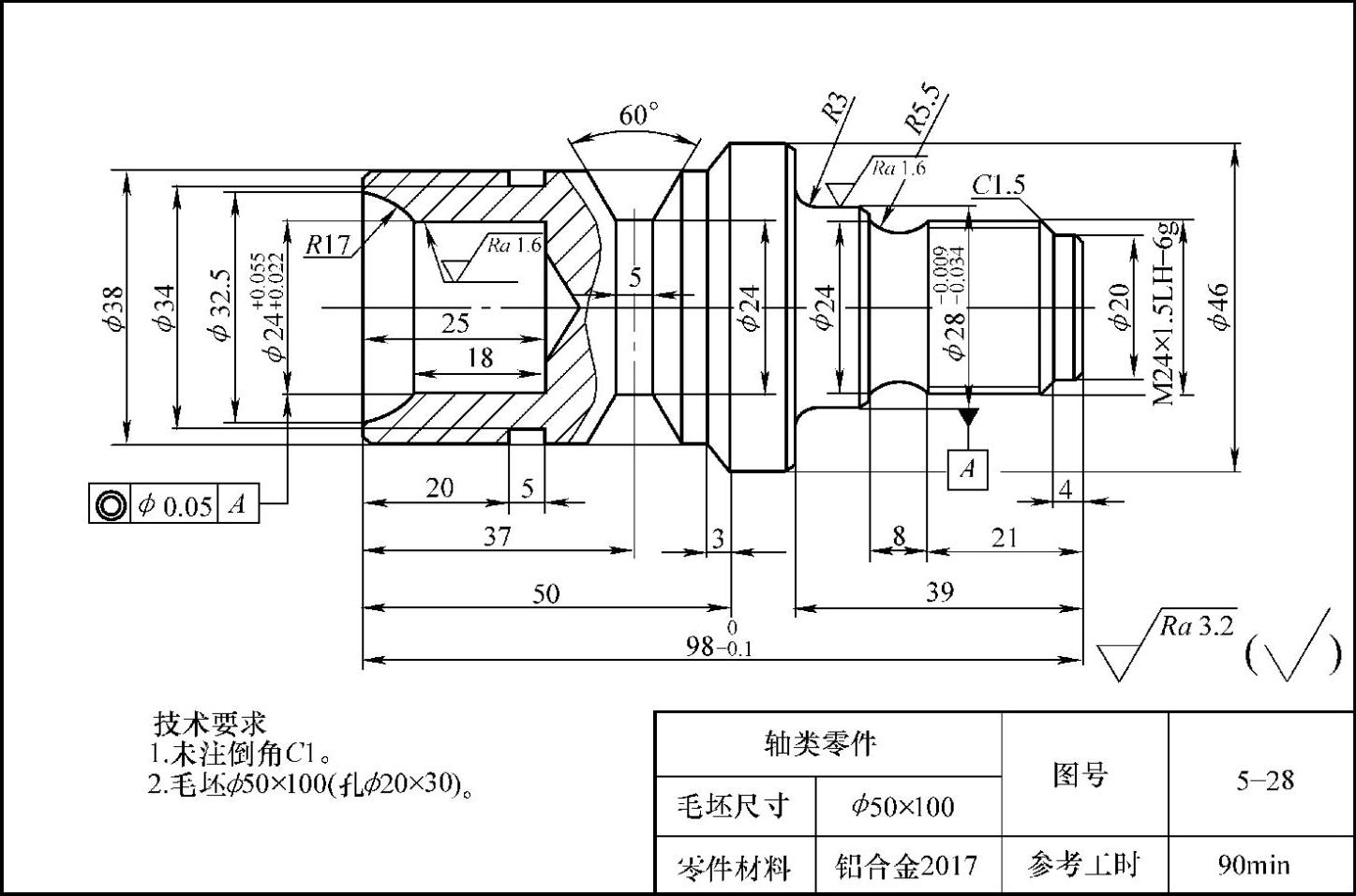
图5-28 应用训练(三)
活动二 盘类零件编程与仿真
在规定时间内完成图5-29所示零件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
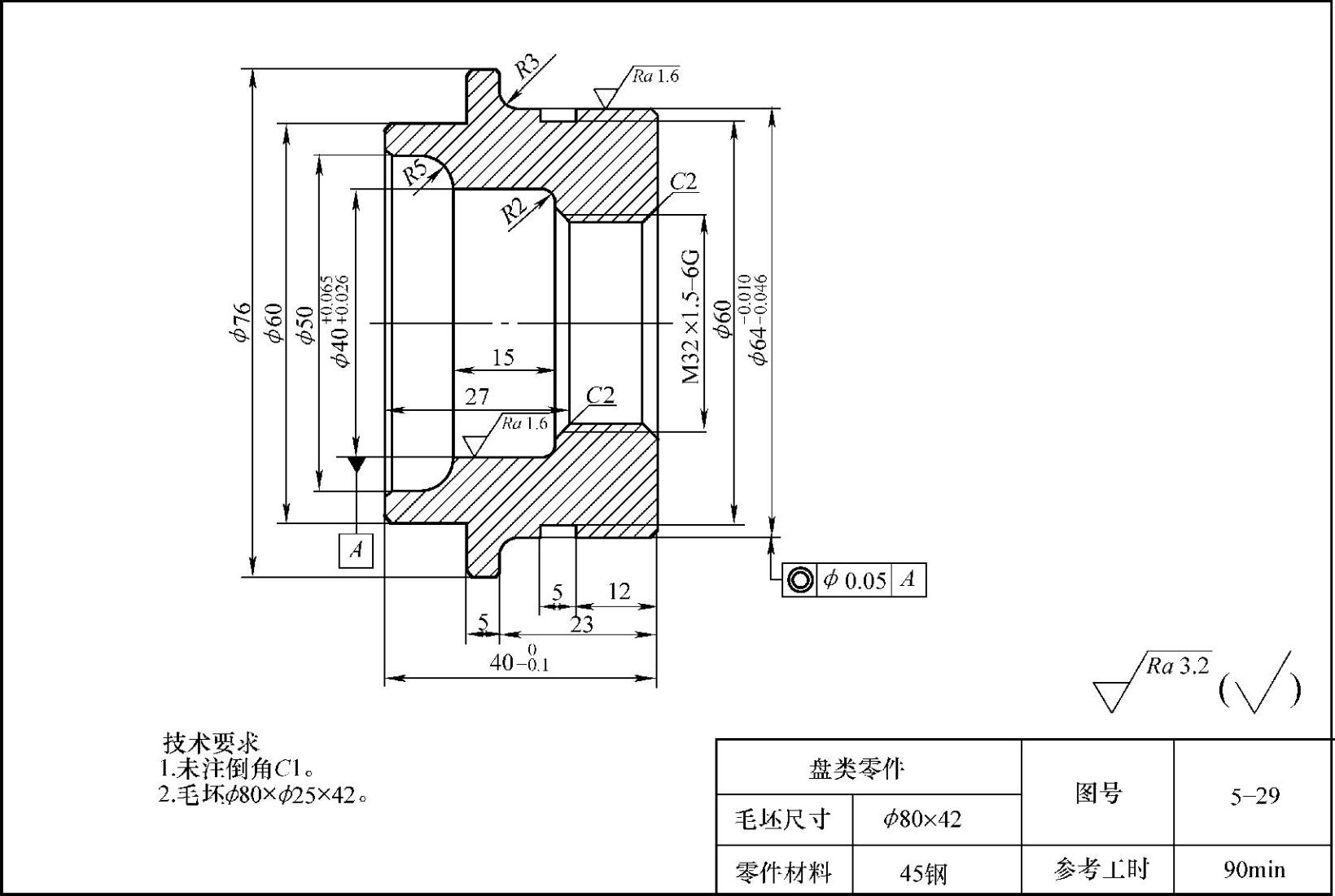
图5-29 盘类零件
【引导操作】
1.工艺分析
根据基准先行原则,先加工左端外圆、内孔,并调头控制总长后,再加工右端外圆、外槽和内螺纹。
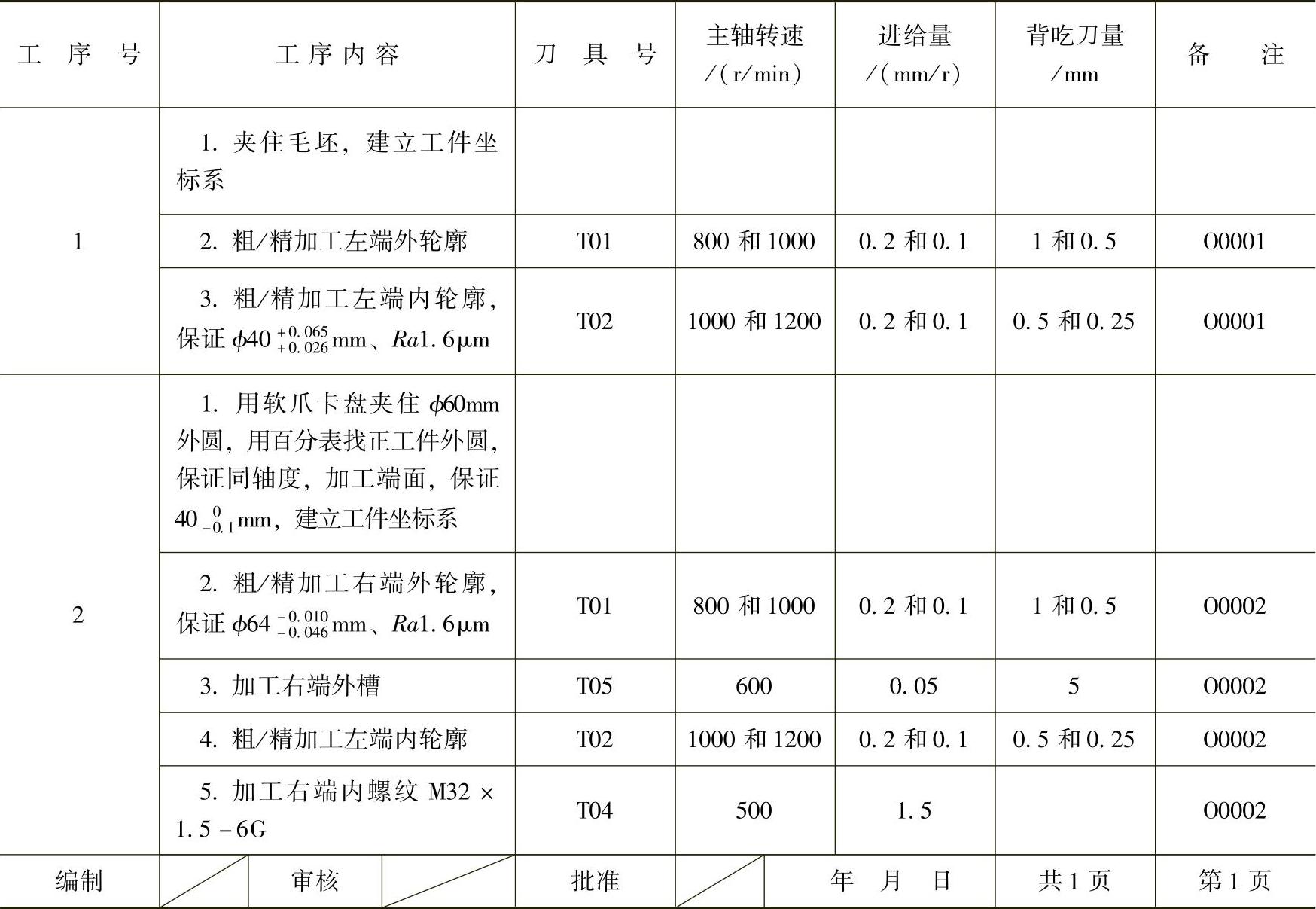
1)工艺卡片见表5-8。
表5-8 工艺卡片
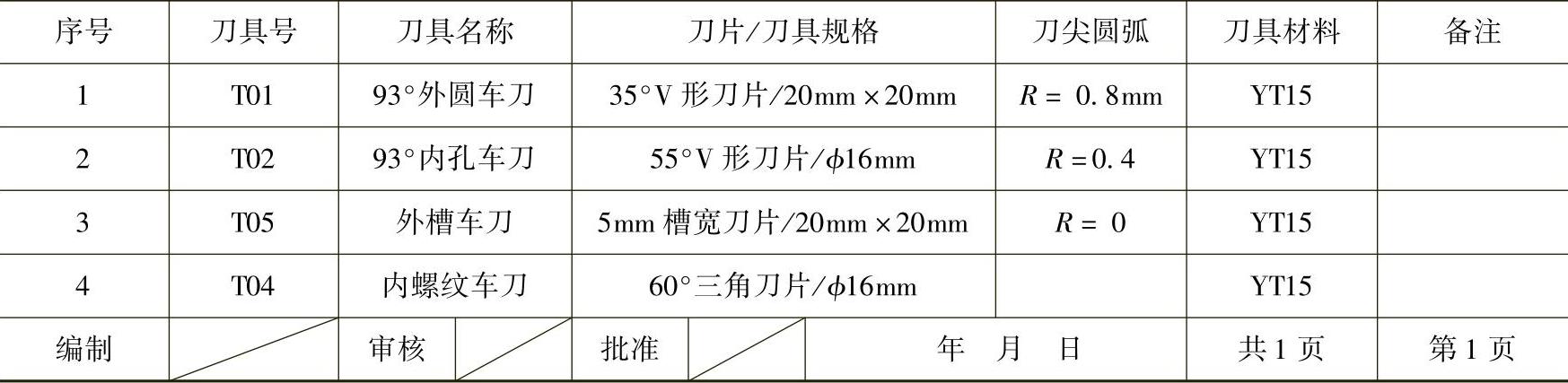
2)刀具卡片见表5-9。
表5-9 刀具卡片
2.加工过程
(1)左端加工
1)左端外圆加工程序见表5-10。
表5-10 左端外圆加工程序
2)左端外圆仿真加工。其轨迹路线模拟和零件模拟加工如图5-30所示。
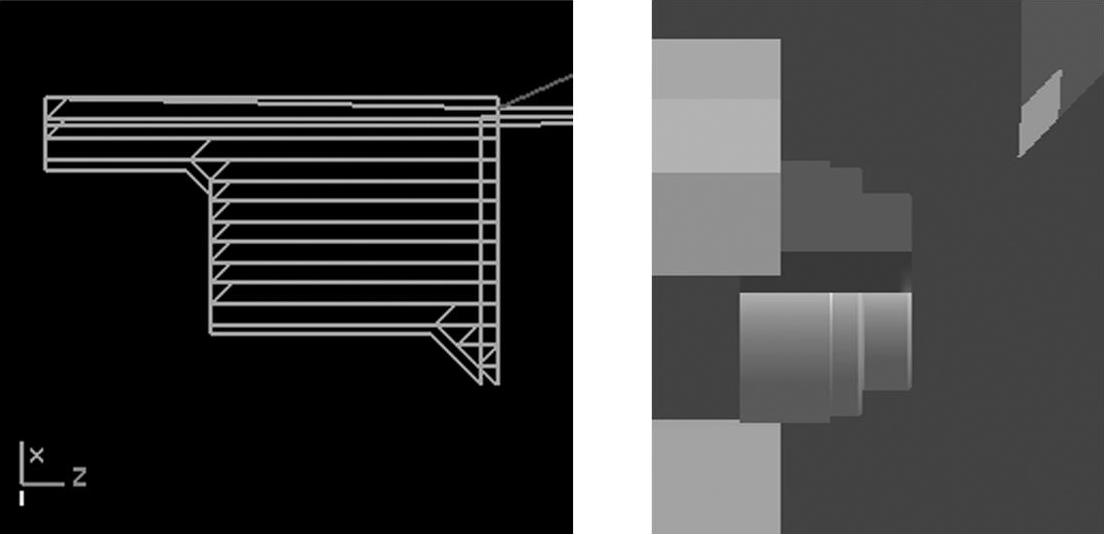
图5-30 左端外圆仿真加工轨迹路线模拟和零件模拟加工
3)左端内孔加工程序见表5-11。
表5-11 左端内孔加工程序
4)左端内孔仿真加工。其轨迹路线模拟和零件模拟加工如图5-31所示。
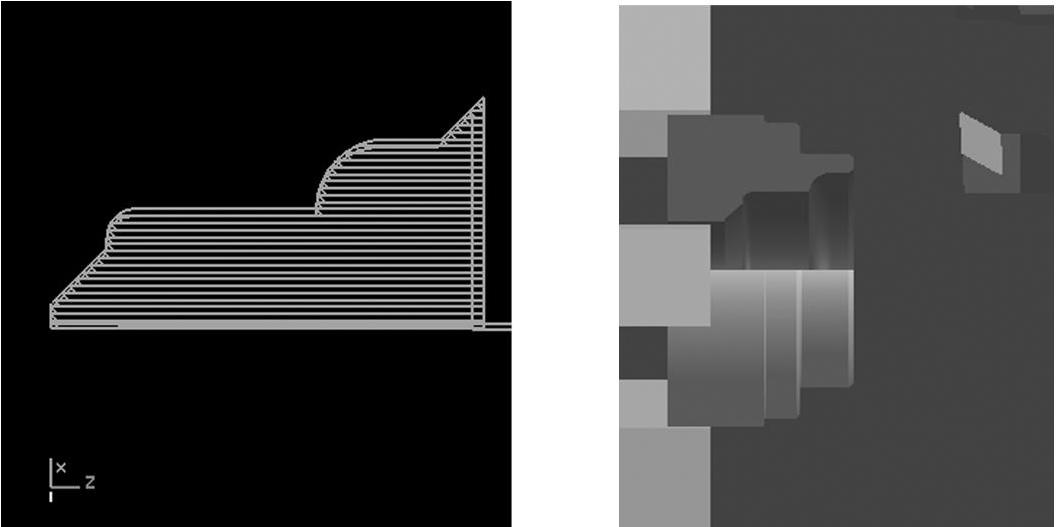
图5-31 左端内孔仿真加工轨迹路线模拟和零件模拟加工
(2)工件总长控制 调头装夹零件,用外圆车刀加工至规定长度。
(3)右端加工
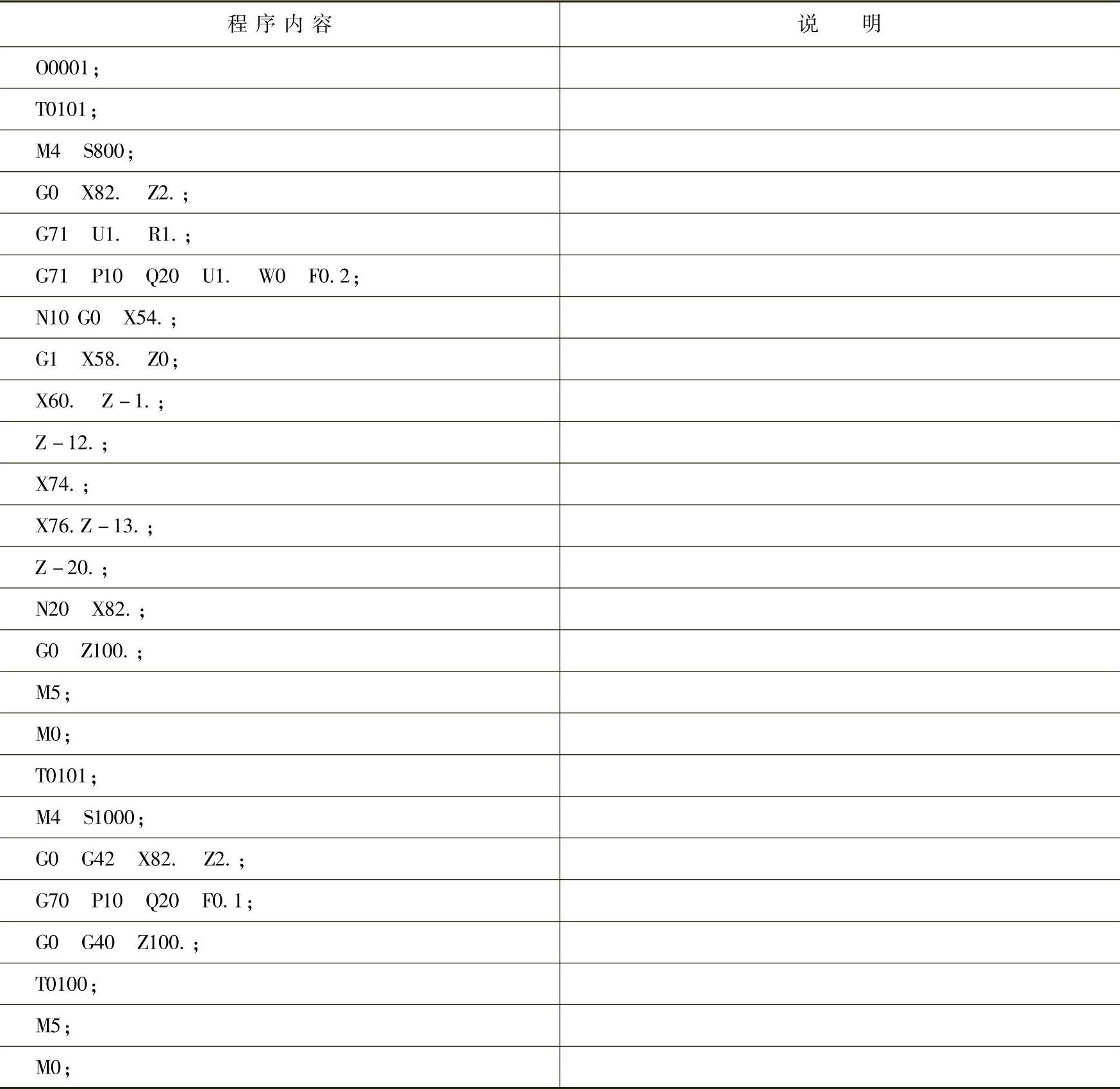
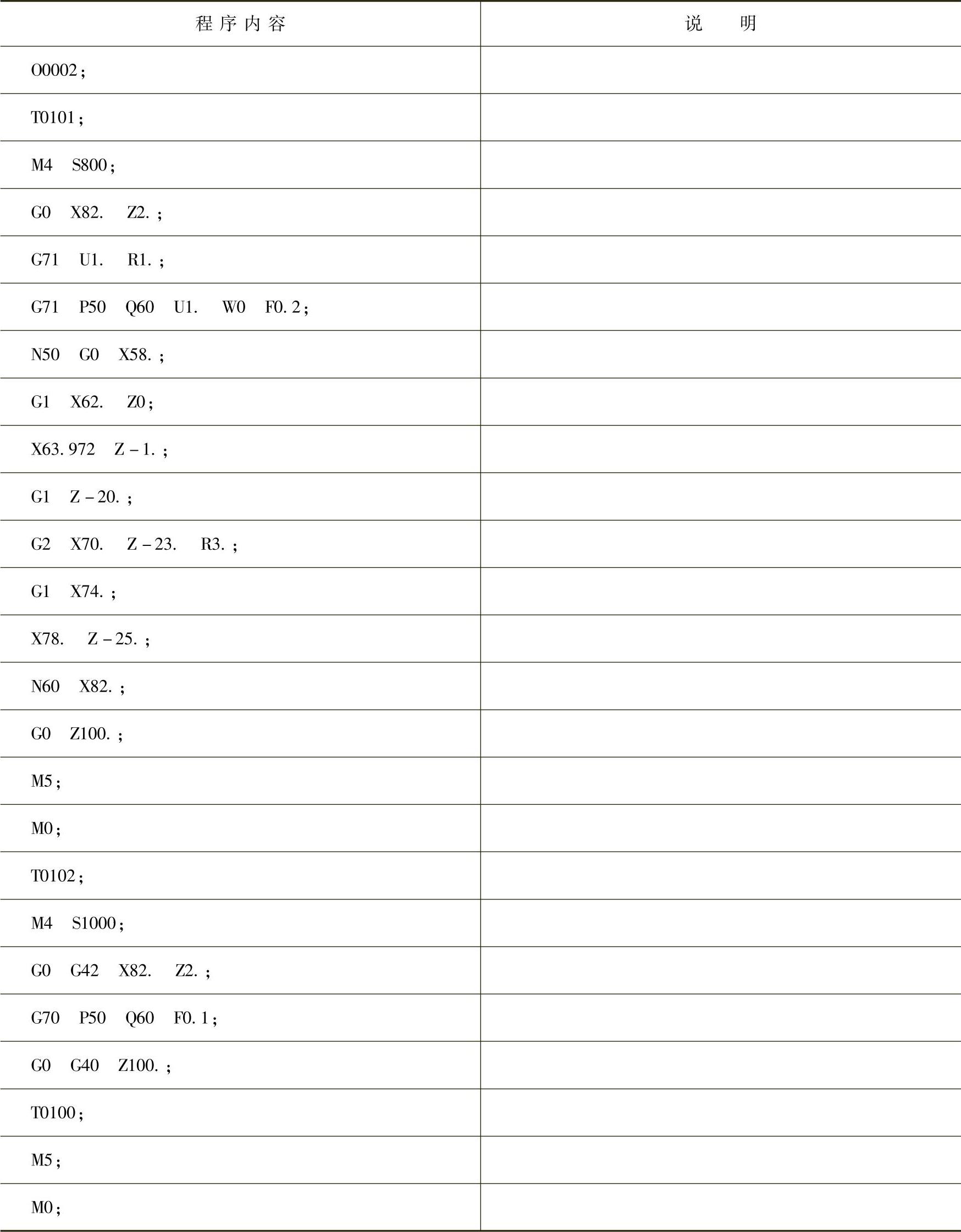
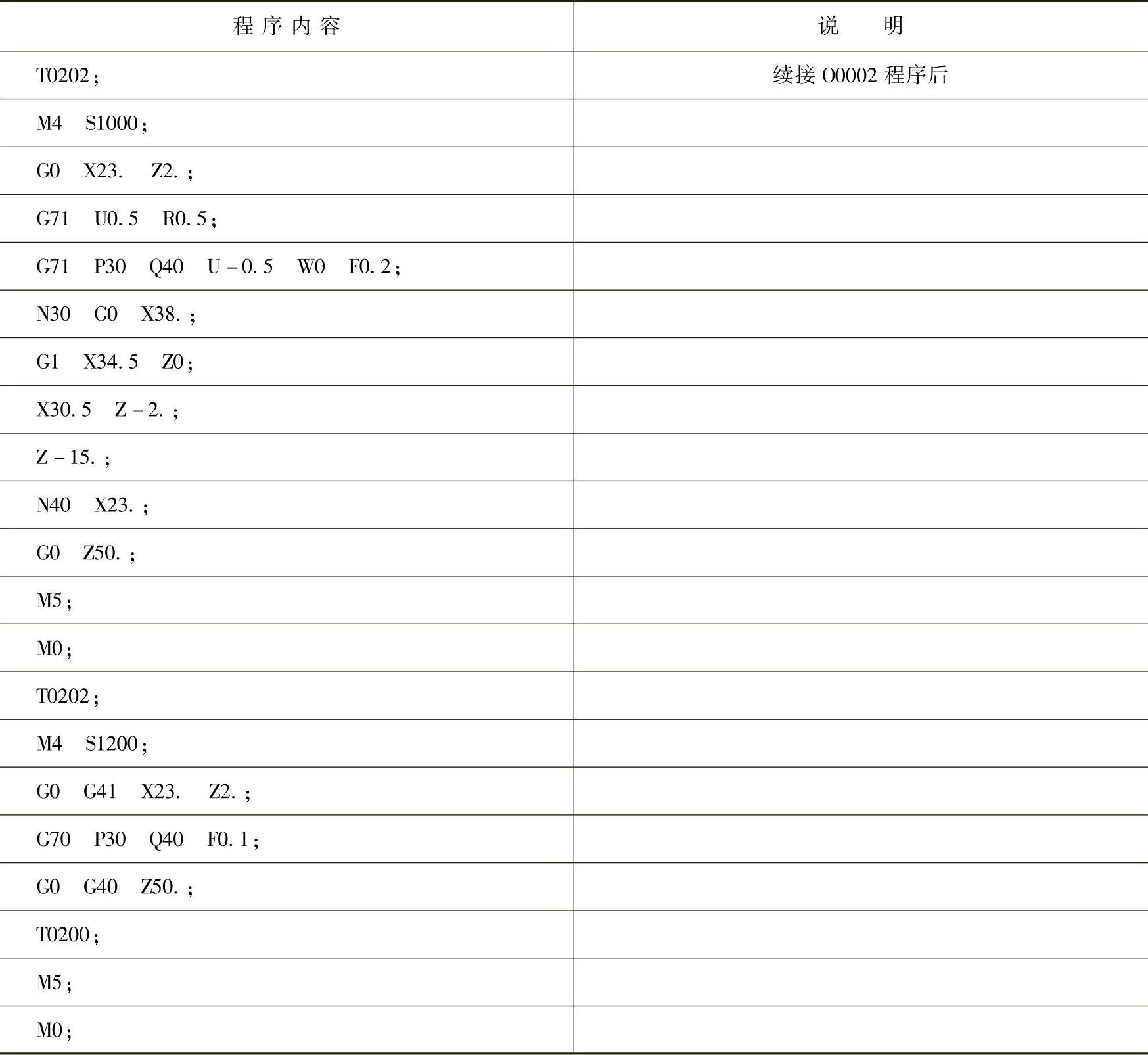
1)右端外圆加工程序见表5-12。
表5-12 右端外圆加工程序
2)右端外圆仿真加工。其轨迹路线模拟和零件模拟加工如图5-32所示。
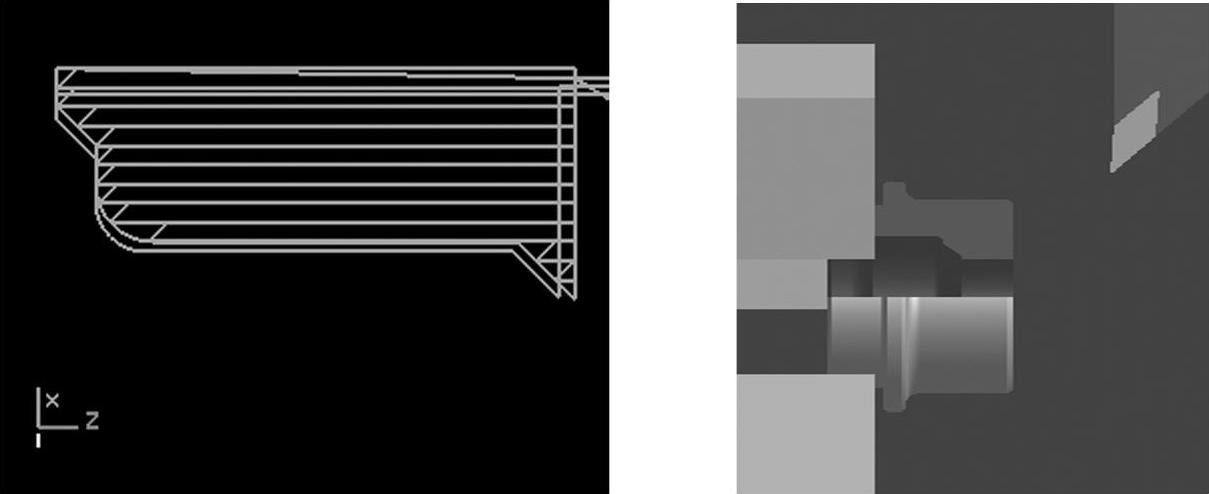
图5-32 右端外圆仿真加工轨迹路线模拟和零件模拟加工
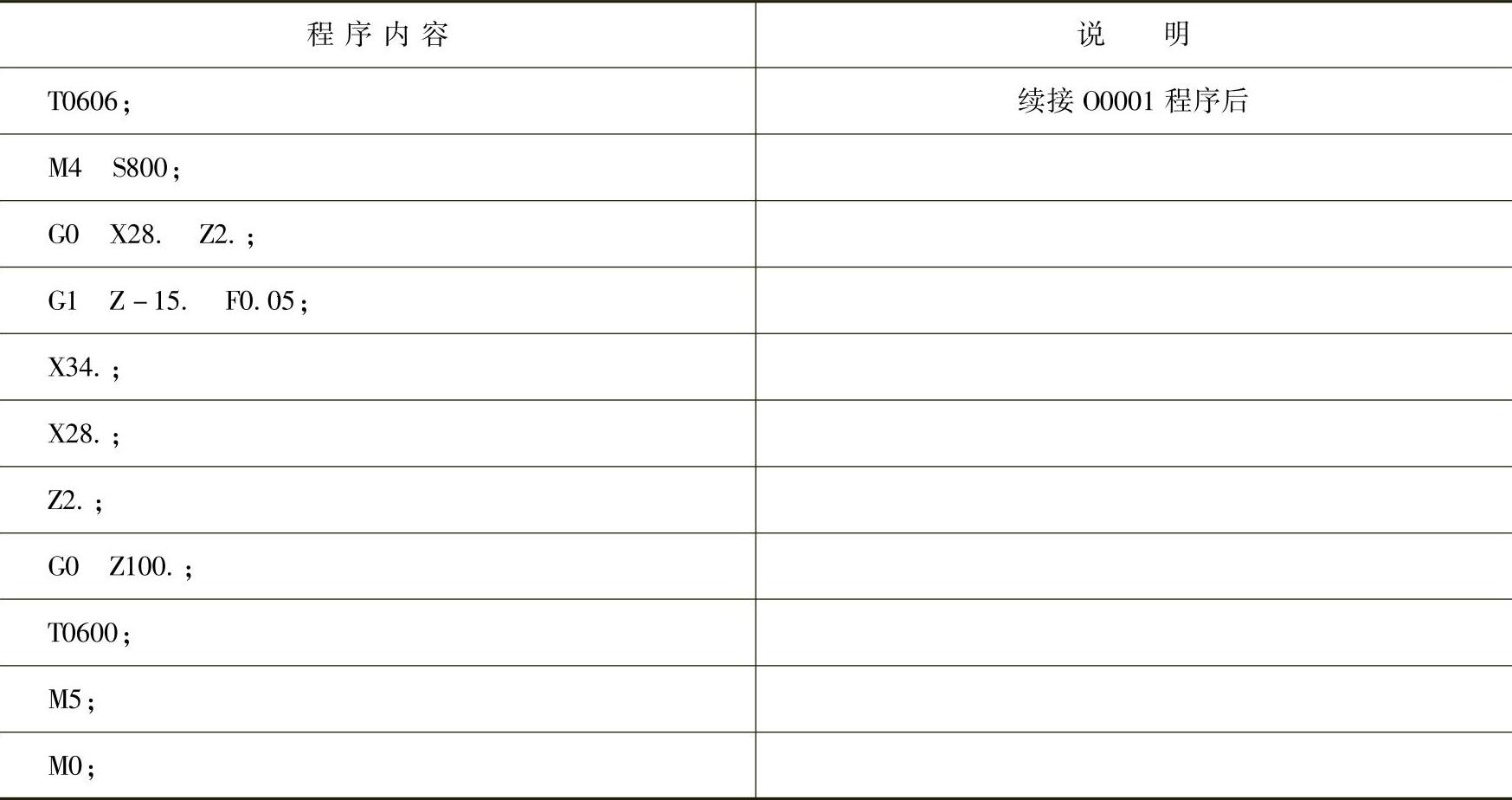
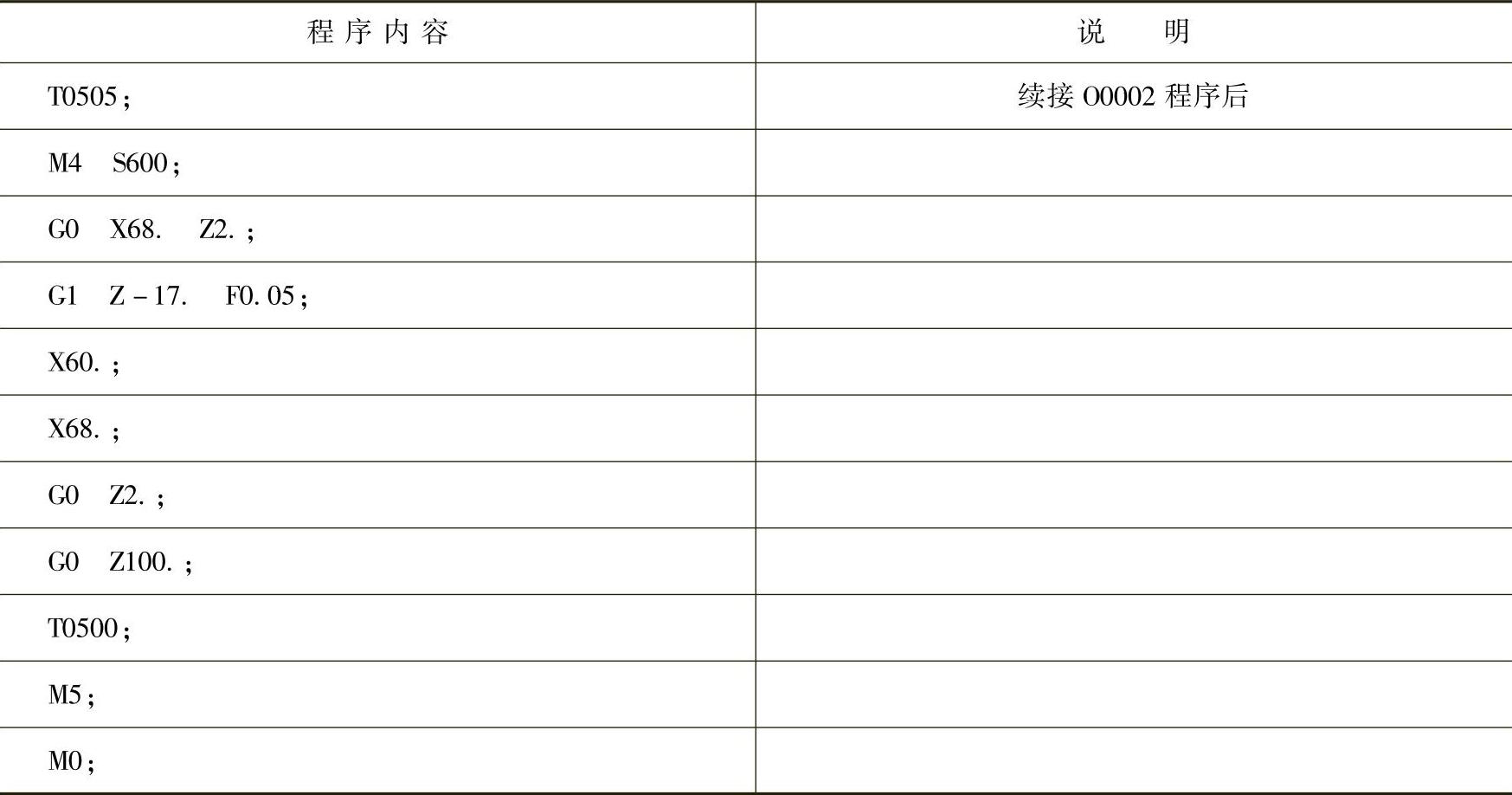
3)右端外直槽加工程序见表5-13。
表5-13 右端外直槽加工程序
4)右端外直槽仿真加工。其轨迹路线模拟和零件模拟加工如图5-33所示。

图5-33 右端外直槽仿真加工轨迹路线模拟和零件模拟加工
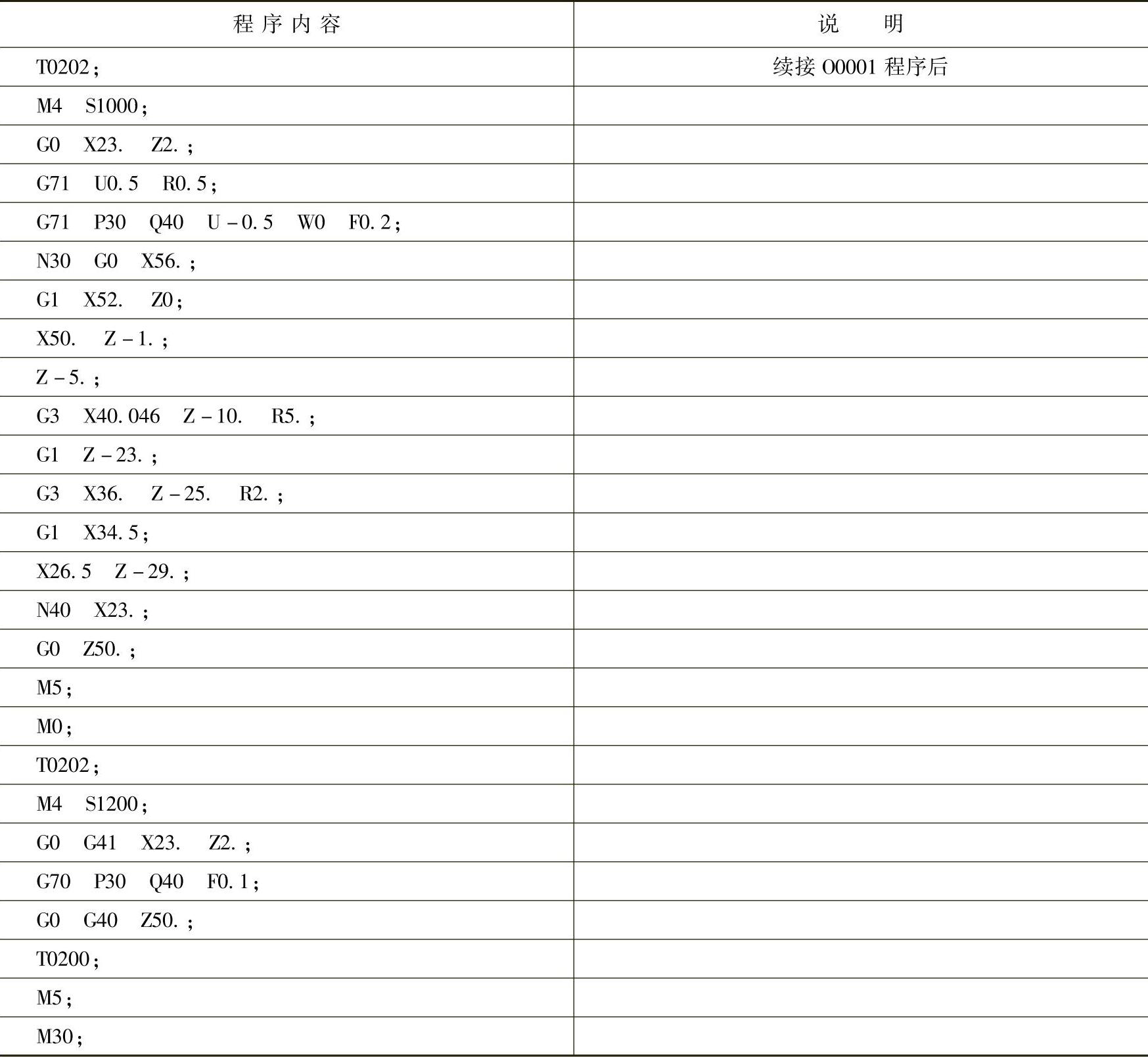
5)右端内孔加工程序见表5-14。
表5-14 右端内孔加工程序
6)右端内孔仿真加工。其轨迹路线模拟和零件模拟加工如图5-34所示。
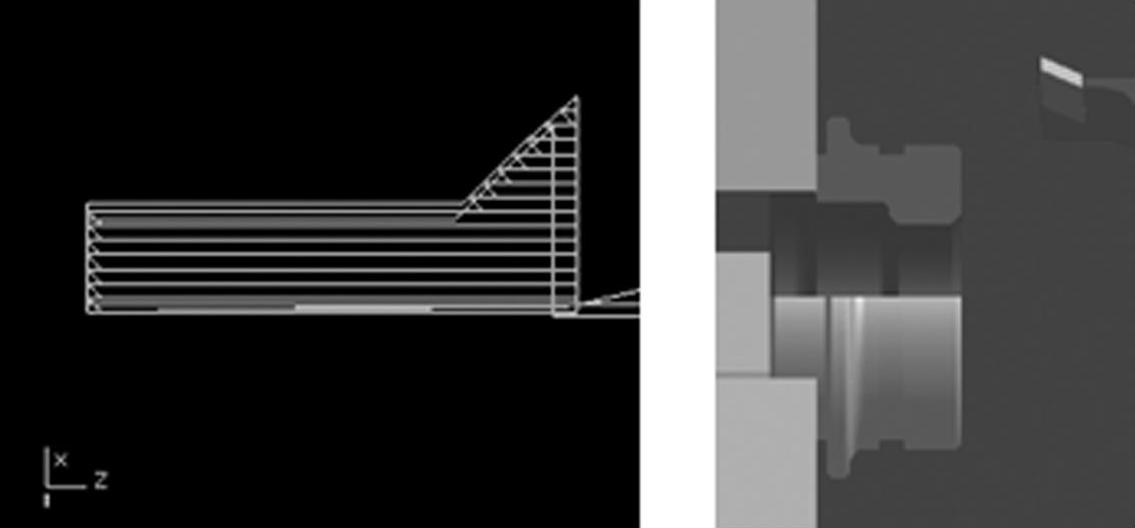
图5-34 右端内孔仿真加工轨迹路线模拟和零件模拟加工
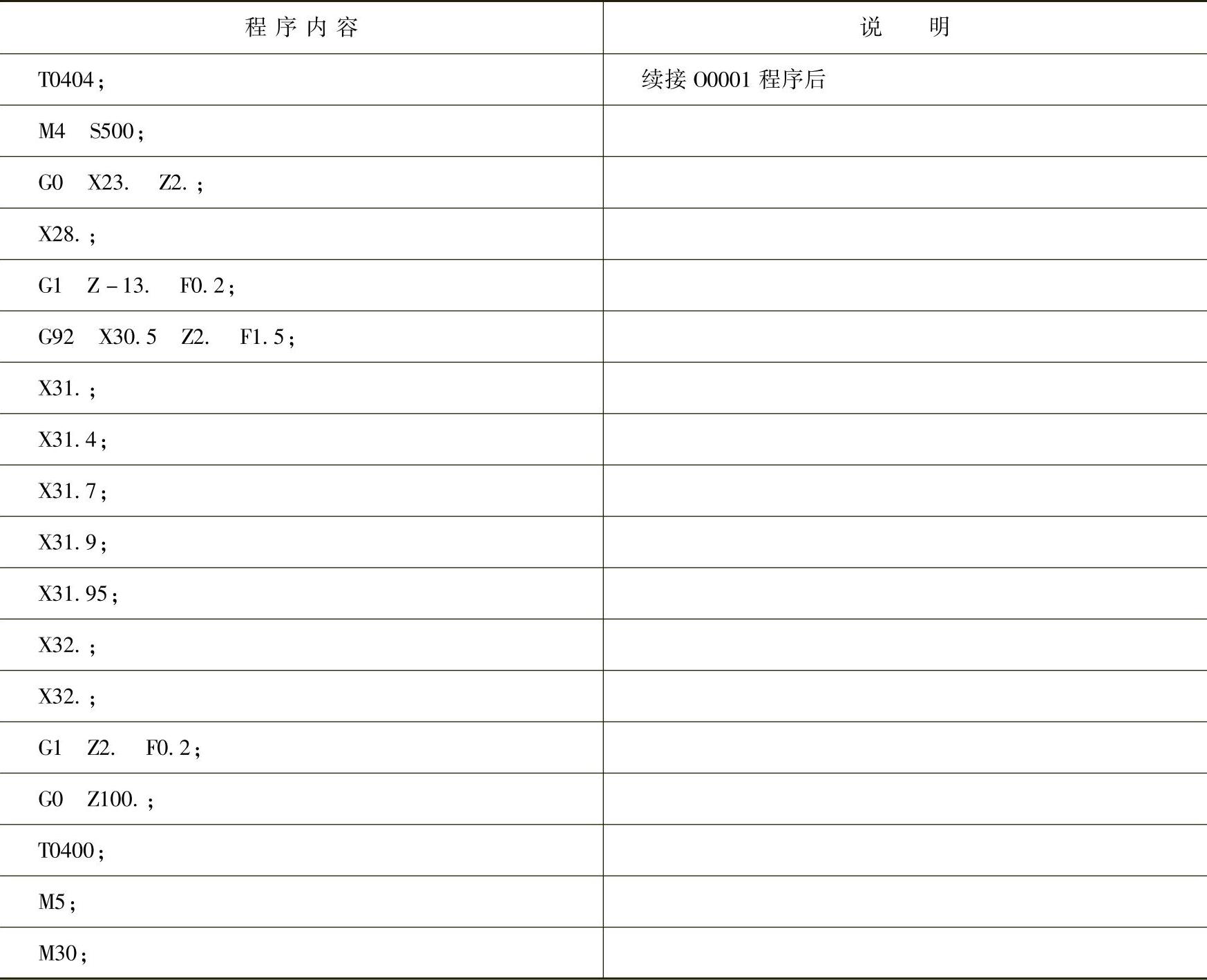
7)右端内螺纹加工程序见表5-15。
表5-15 右端内螺纹加工程序
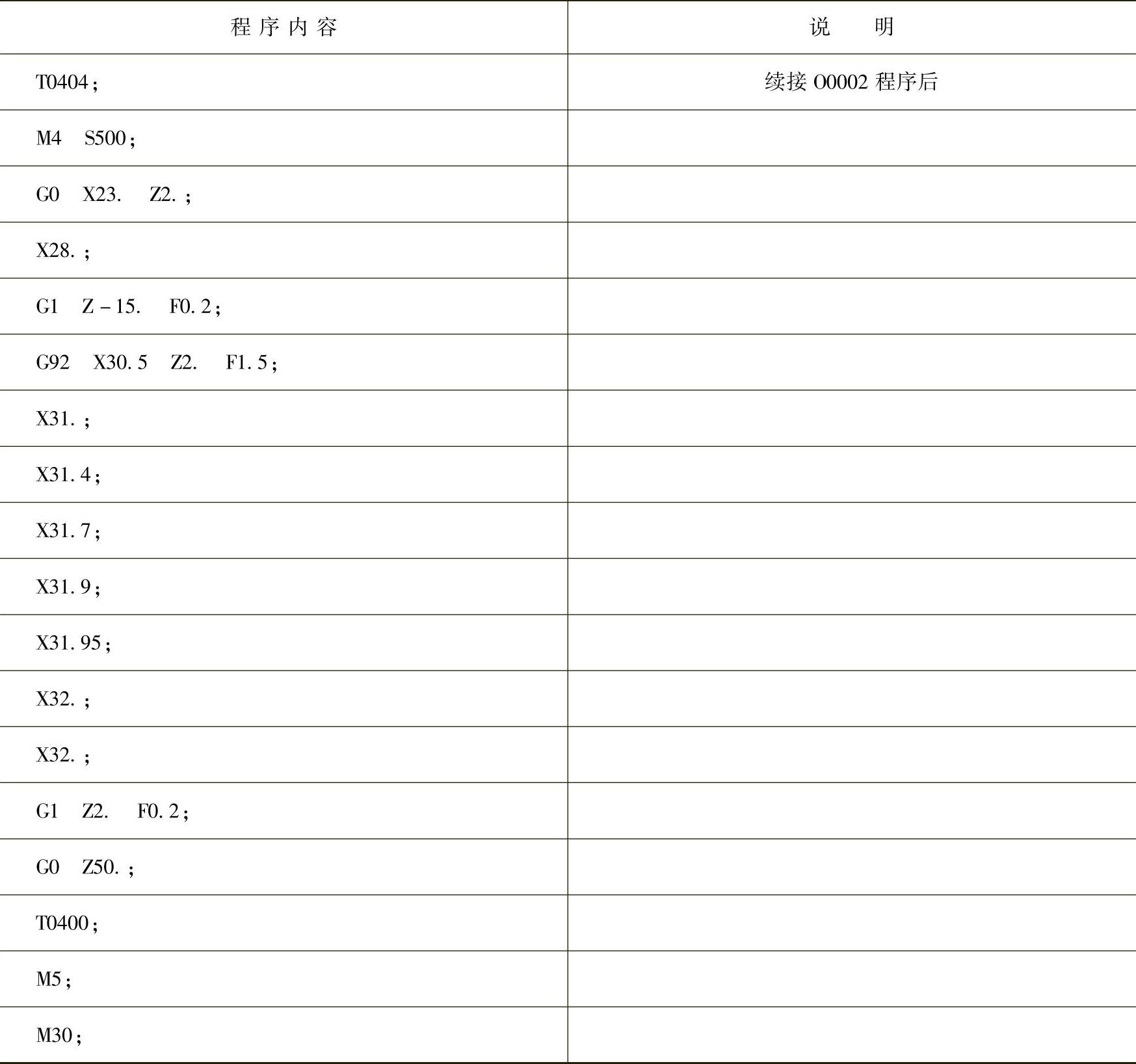
8)右端内螺纹仿真加工。其轨迹路线模拟和零件模拟加工如图5-35所示。
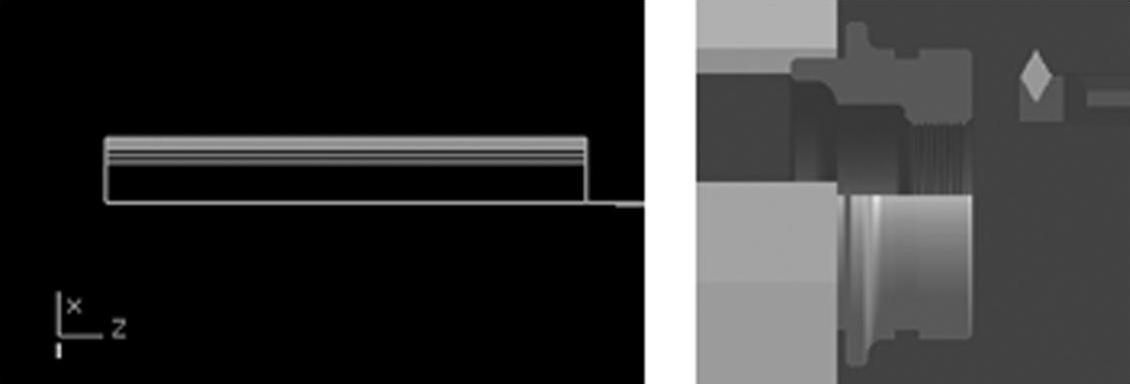
图5-35 右端内螺纹仿真加工轨迹路线模拟和零件模拟加工
加工完成后进行测量检验,如图5-36所示。
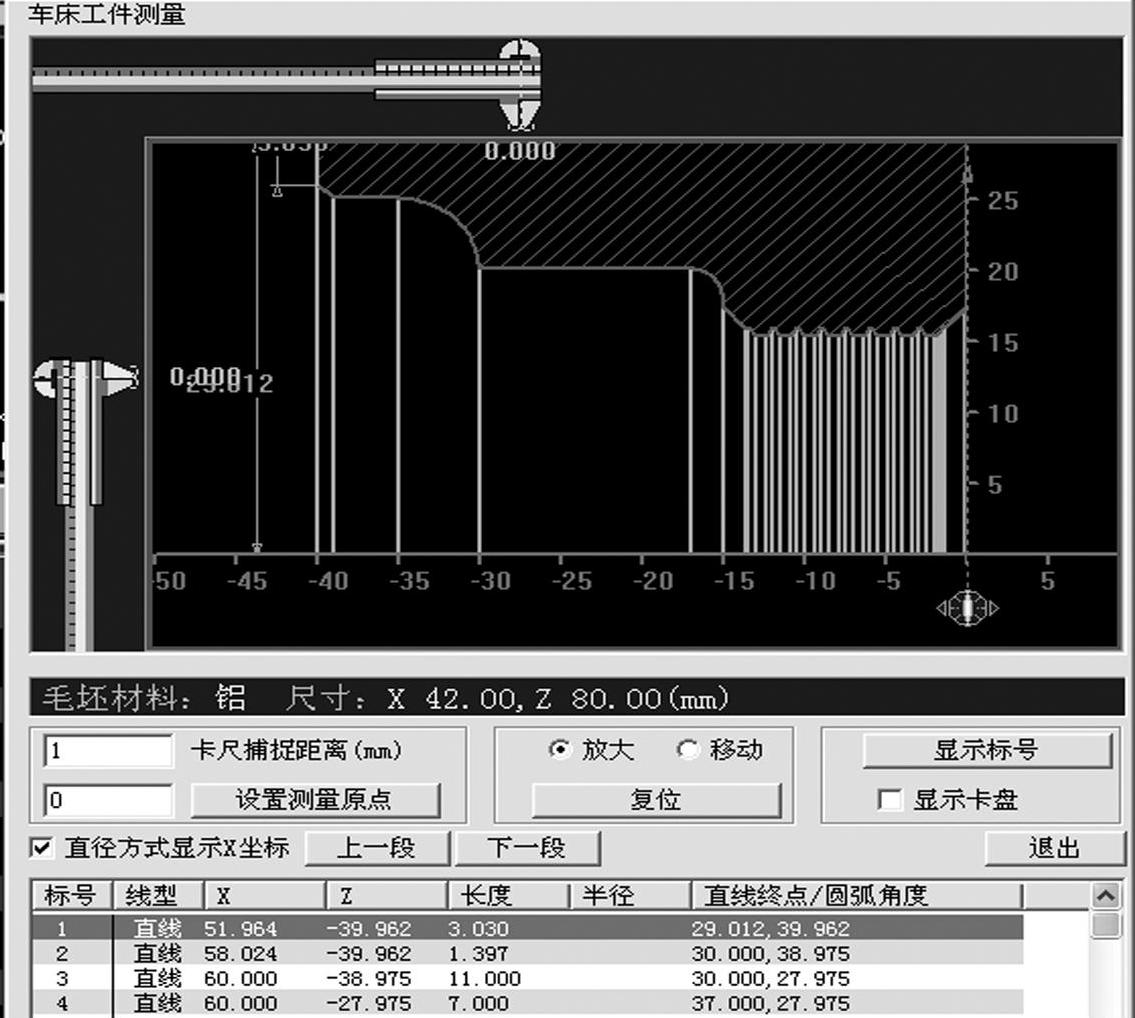
图5-36 测量检验
【应用训练】
1.在规定时间内完成图5-37所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
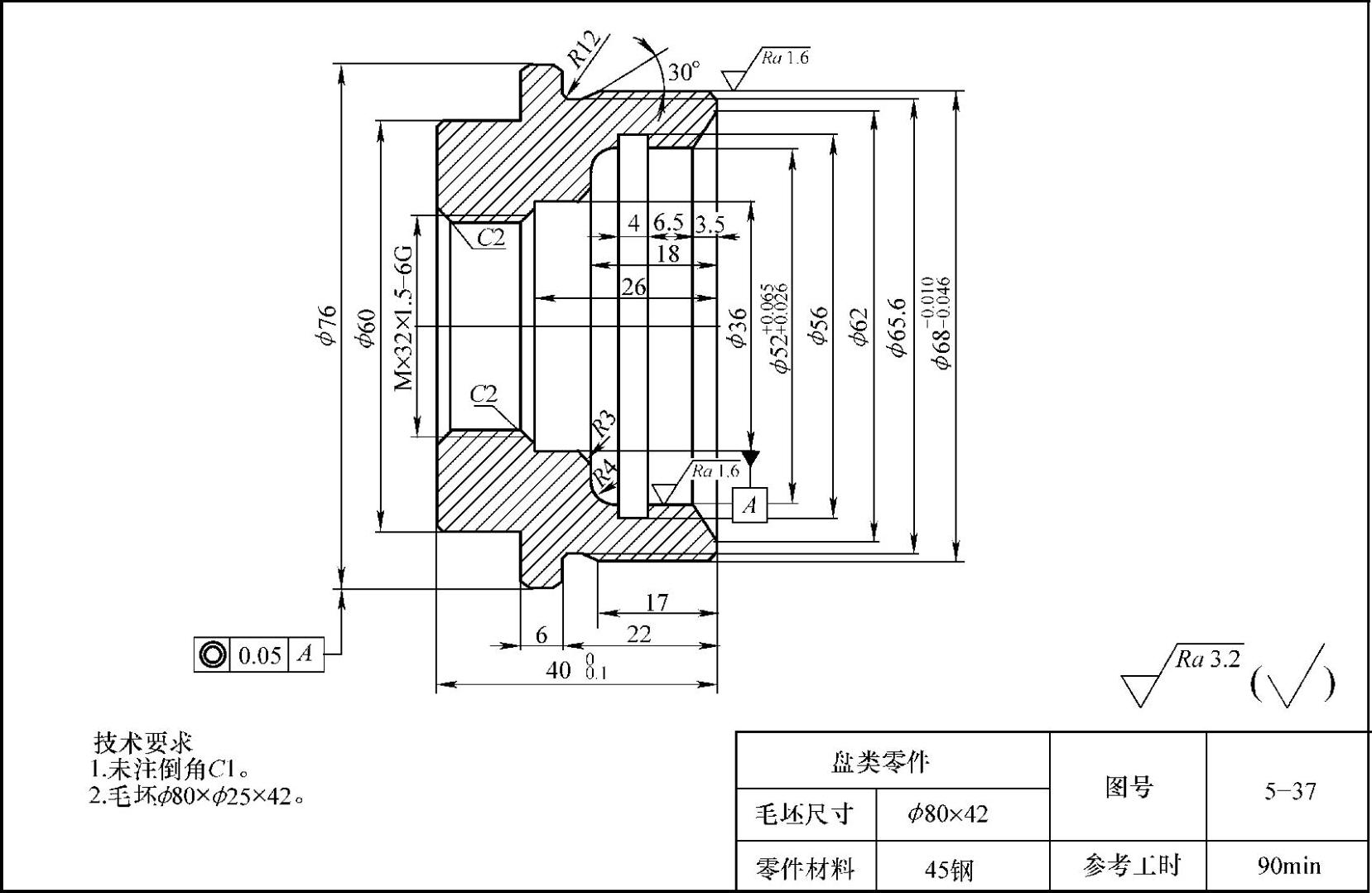
图5-37 应用训练(四)
2.在规定时间内完成图5-38所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
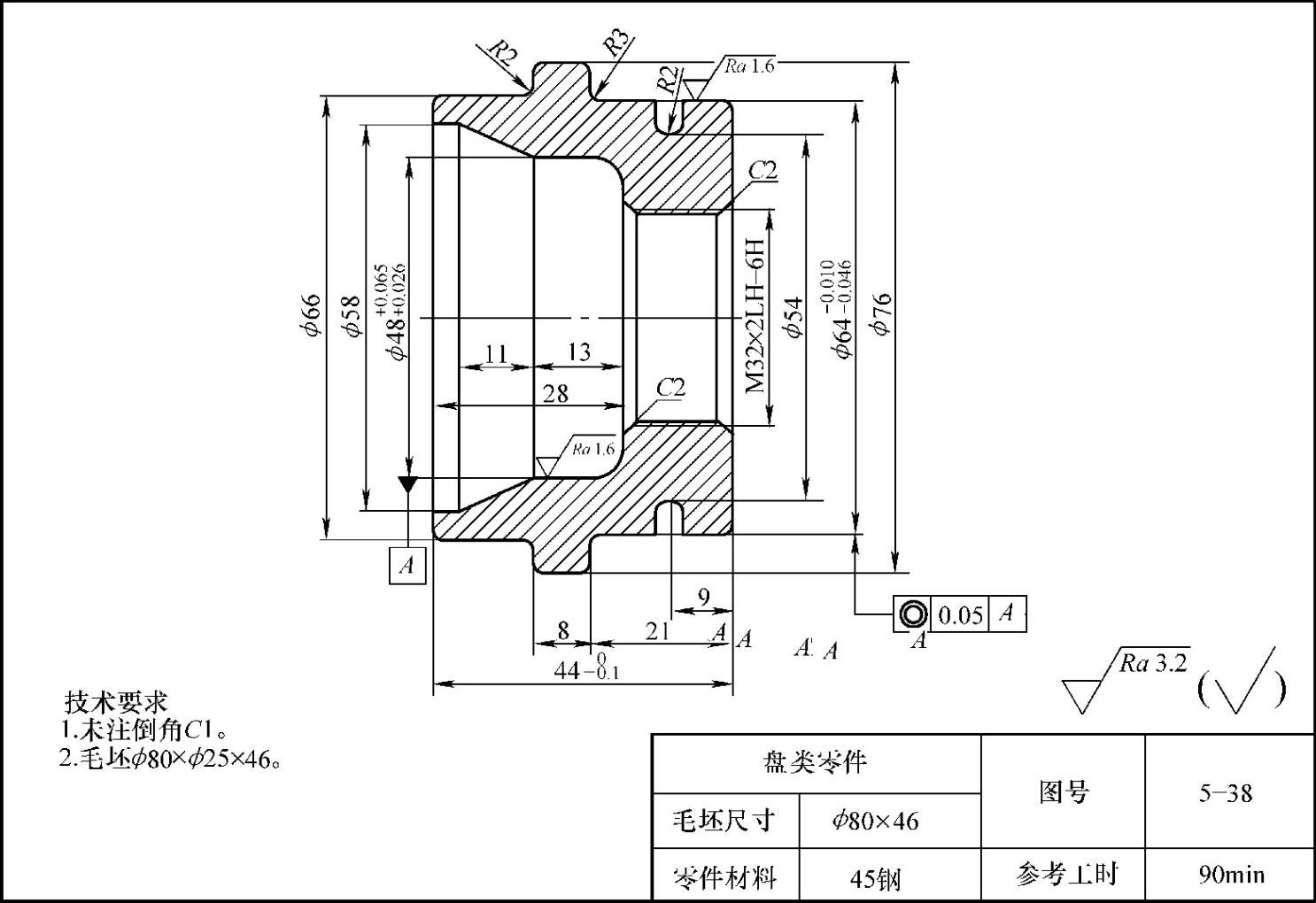
图5-38 应用训练(五)
3.在规定时间内完成图5-39所示工件的工艺分析和编程,并在指定的仿真软件上进行仿真加工和检验。
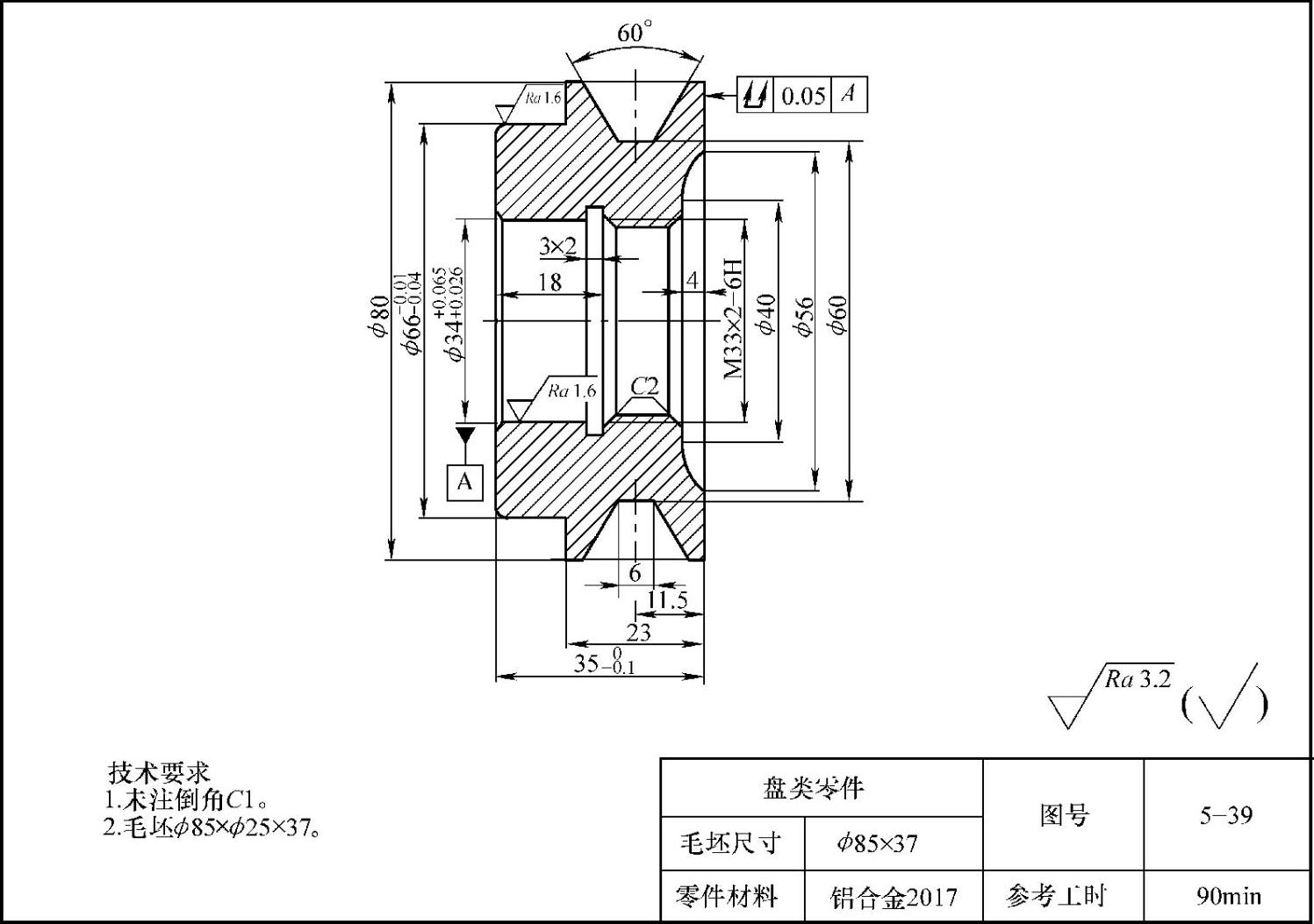
图5-39 应用训练(六)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。