



【任务描述】
本任务要求学生使用复合循环指令(G73/G70)进行复杂成形面轴零件的加工,采用刀尖半径补偿功能及修改磨耗方法控制尺寸精度,独立完成图4-14所示零件的加工。
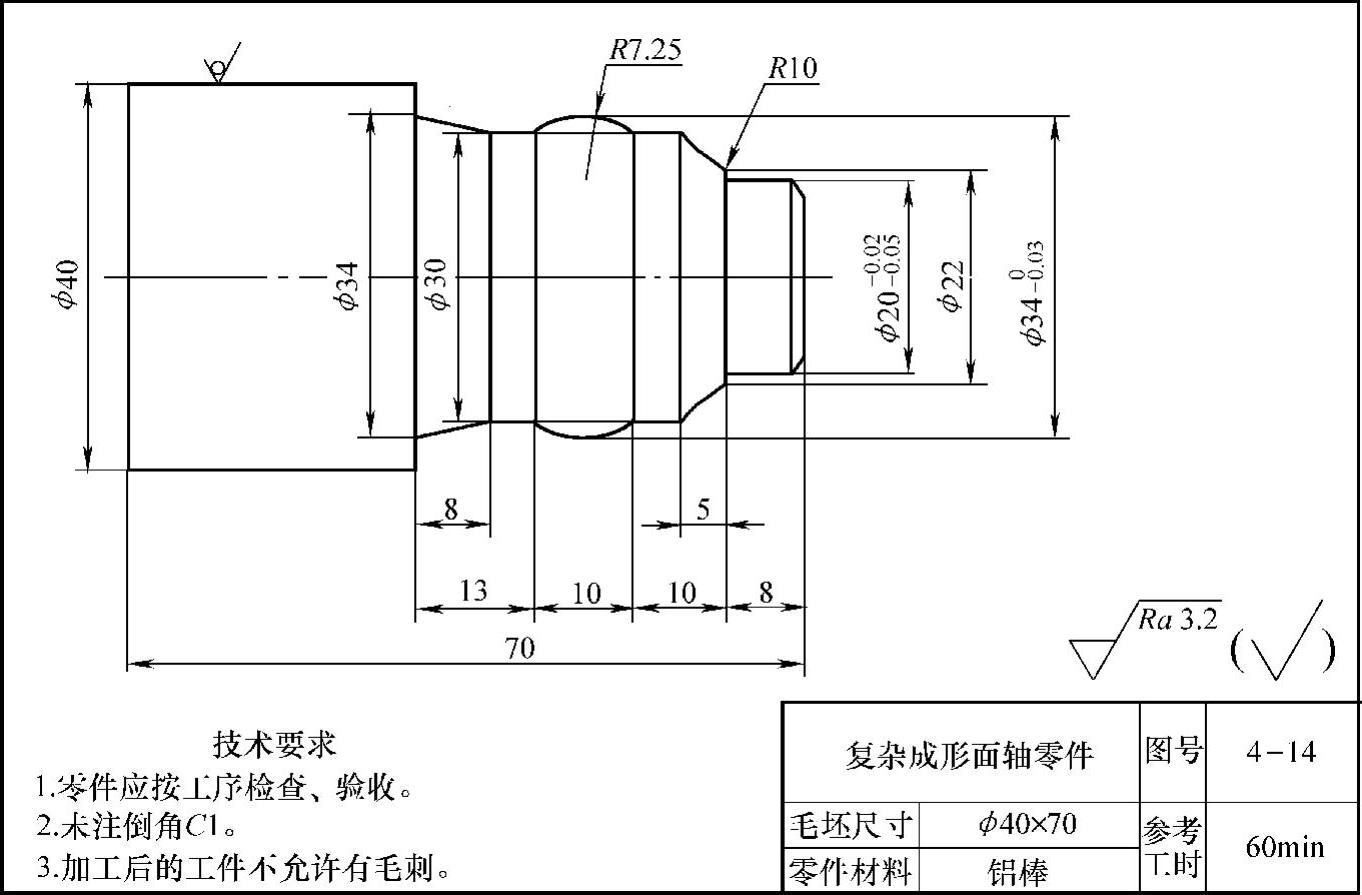
图4-14 复杂成形面轴零件
【任务目标】
知识目标:看懂图样尺寸要求,学会进行零件轮廓基点坐标值的计算。掌握复合循环指令G73的应用。
技能目标:采用刀尖半径补偿功能及修改磨耗或修改程序的方法控制尺寸精度,完成图4-14所示零件的加工。
情感目标:培养自身的主观能动性,将已学知识应用到新任务中。
【相关知识】
1.封闭形状粗车循环指令G73
(1)指令格式
G73 U Δd_ W Δk_ R Δe_;
G73 P ns_ Q nf_ U Δu_ W Δw_ F f_ S s_ Tt_;
(2)指令说明
1)Δd为沿X轴的退出距离和方向(半径指定);Δk为沿Z轴的退出距离和方向;Δe为粗加工次数(无小数点)。
2)其余的参数含义与G71指令对应的参数含义相同。
3)G73指令的刀具循环路径如图4-15所示。
2.G73指令的应用技巧
1)G73指令与G71和G72指令的功能相同,只是刀具路径是按工件精加工轮廓进行的,如图4-15所示。
2)G73指令适用于毛坯轮廓形状与零件轮廓基本接近的毛坯粗加工,如一些锻件和铸件的粗车。
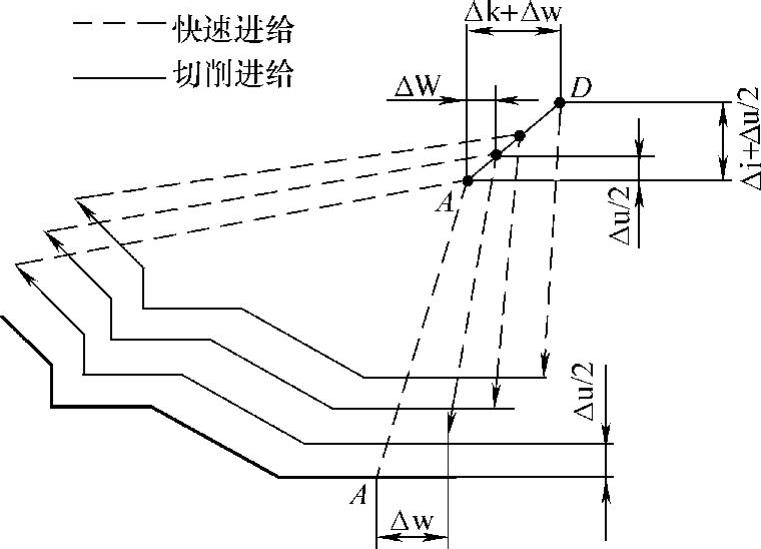
图4-15 G73指令的刀具循环路径
3)若毛坯为圆棒料,而且零件的直径不是单调变化的,此时用G71方式加工不合适,可采用G73方式粗车。G73指令在X轴和Z轴方向上每次粗加工的切削量都相等,但对于X轴和Z轴余量不均匀工件的加工会有一些空切。
4)沿X轴的退出距离Δd(半径指定)的计算公式为(毛坯为圆棒料)

5)G73粗车的每刀背吃刀量为
【引导操作】
1.任务分析
(1)零件图分析 图4-14所示为复杂成形面的高台阶轴零件,材料为铝棒,选用ϕ40mm×70mm的圆棒料作为工件毛坯。零件表面有圆柱面、圆弧面和圆锥面,外圆刀具刀尖圆弧半径补偿量为0.8mm,采用右补偿。直径为ϕ34-00.03mm的外圆弧面可通过修改磨耗值控制尺寸精度,直径为ϕ20-0.02-0.05mm的外圆弧面可通过修改程序值和磨耗值相结合来控制尺寸精度。(https://www.xing528.com)
该零件为直径尺寸非单调变化的高台阶轴,采用封闭形状粗车循环和精车循环指令(G73和G70)完成加工。
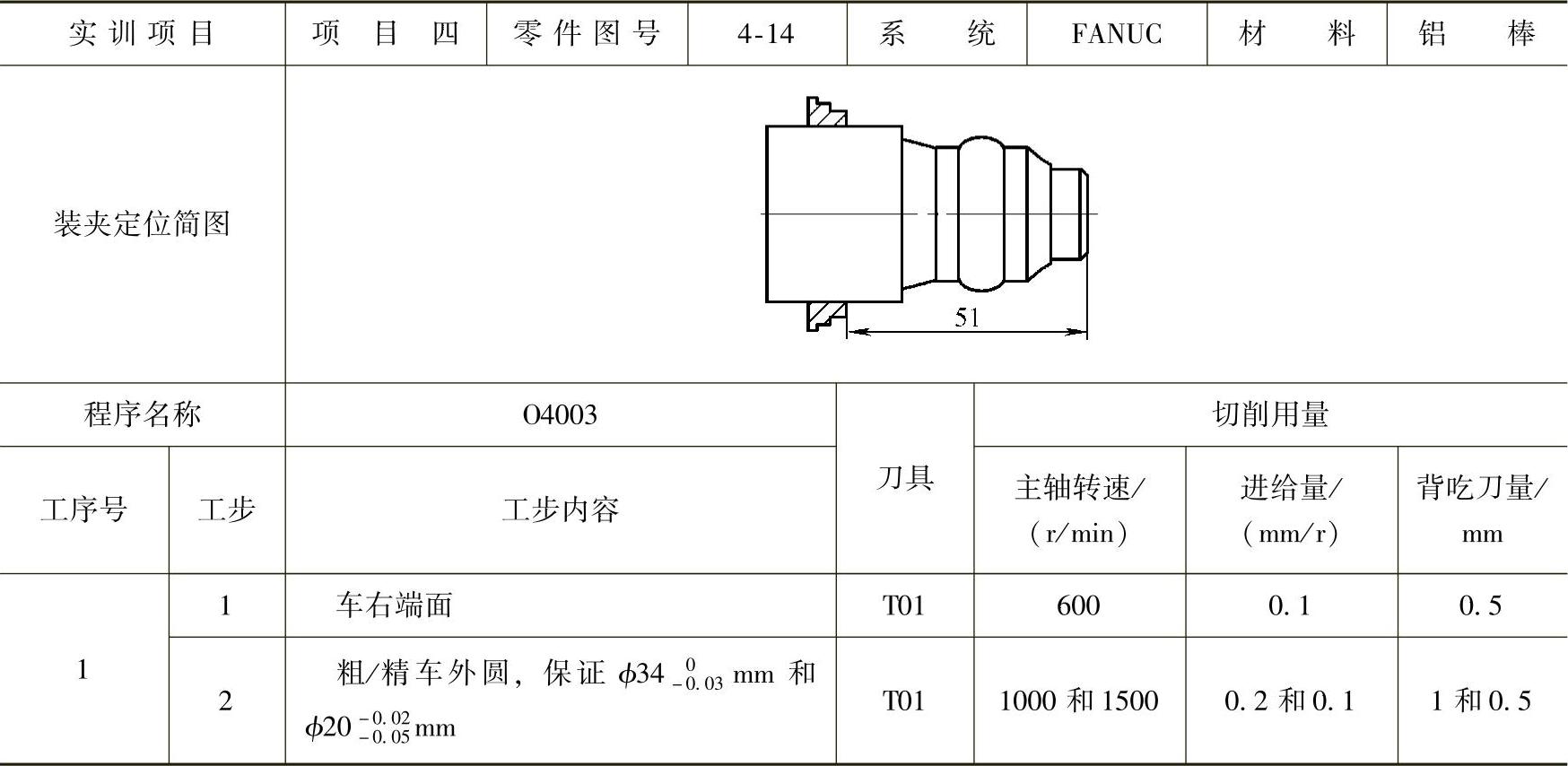
(2)工件原点 选用数控车床加工,以工件右端面与轴线的交点作为工件原点,建立工件坐标系。
2.任务准备
1)量具选用见表1-12。
2)刀具选用见表4-2。
3)数控加工工艺卡见表4-11。
表4-11 数控加工工艺卡
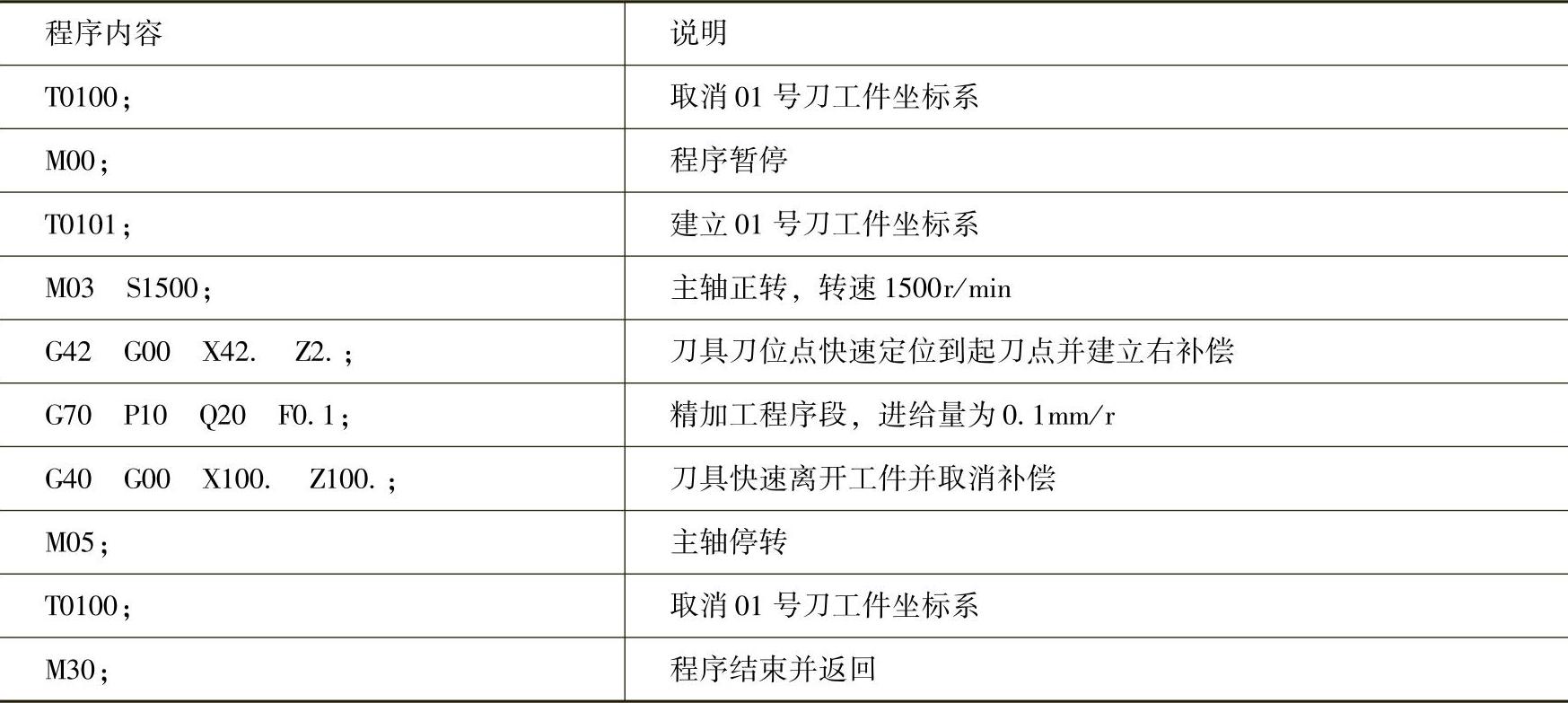
4)数控加工程序单见表4-12。
表4-12 数控加工程序单
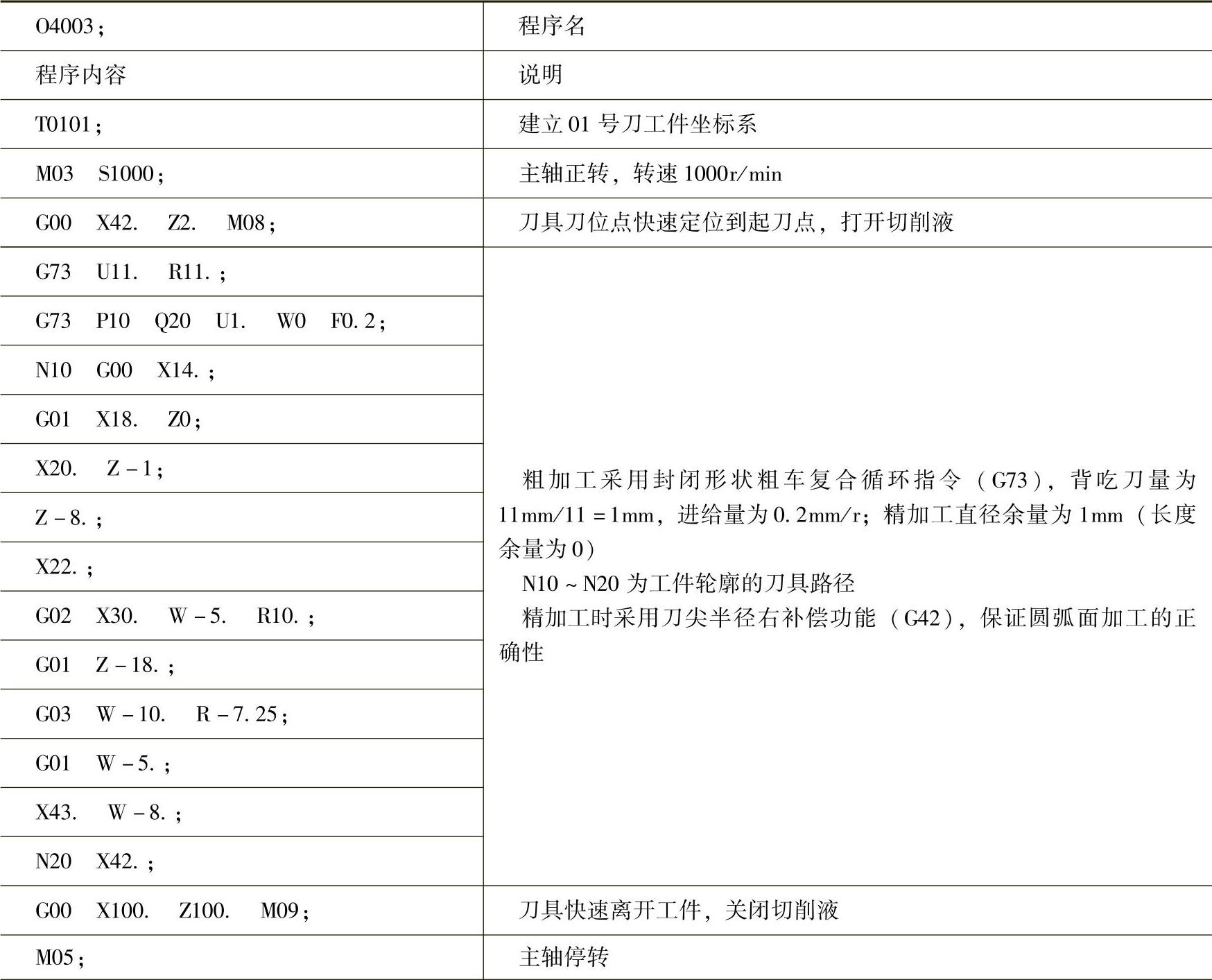
(续)
3.任务实施
1)启动车床前检查车床的外观和润滑油箱的油位,清除车床上的灰尘和切屑。
2)启动车床后在手动模式下检查主轴箱和进给轴的传动是否顺畅,是否有异响情况。
3)回车床参考点。
4)装夹工件并找正。
5)装夹刀具并找正。
6)对刀建立坐标系,并且在[OFS/SET][偏置形状]界面的“G001”位置输入刀尖半径补偿量“0.8”和外圆车刀“-Z”方向走刀的刀尖方位号“3”。
7)将图4-14所示零件的加工程序(程序名为O4003)输入车床,具体程序见表4-12。
8)校验运行程序。
9)运行程序进行加工。
10)完成工件加工并检测。
11)进行车床维护和保养。
【应用训练】
使用G73和G70指令完成如图4-16所示零件加工程序的编制。毛坯为ϕ120mm×150mm圆棒料,外圆余量2mm,端面余量1mm,每刀背吃刀量为2mm,工件不切断(A→B为刀具轨迹)。
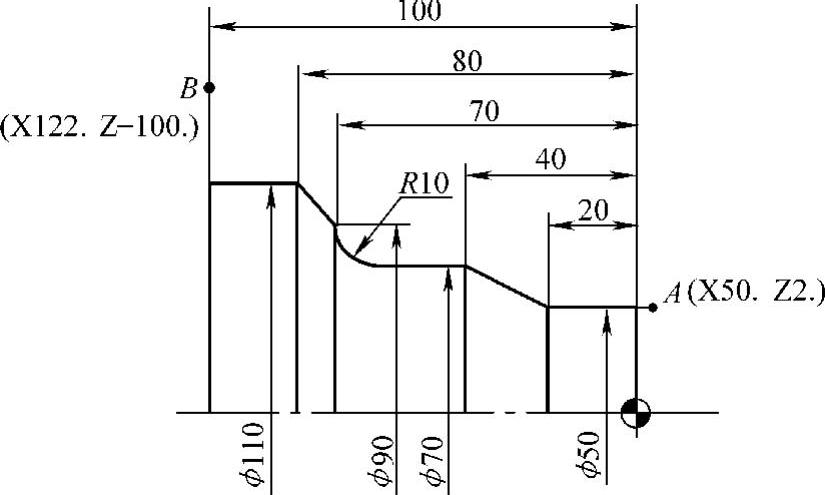
图4-16 G73和G70指令编程练习
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。