



【任务描述】
本任务要求学生使用刀尖半径补偿指令(G41、G42和G40)与复合循环指令(G71/G70)进行简单圆弧面轴零件的加工,采用刀尖半径补偿功能及修改磨耗方法控制尺寸精度,独立完成图4-9所示零件的加工。
【任务目标】
知识目标:能够学会圆弧尺寸的相关计算。掌握圆弧指令G02和G03。
技能目标:采用刀尖半径补偿功能及修改磨耗方法控制尺寸精度,完成图4-9所示零件的加工。
情感目标:培养自身的主观能动性,将已学知识应用到新任务中。
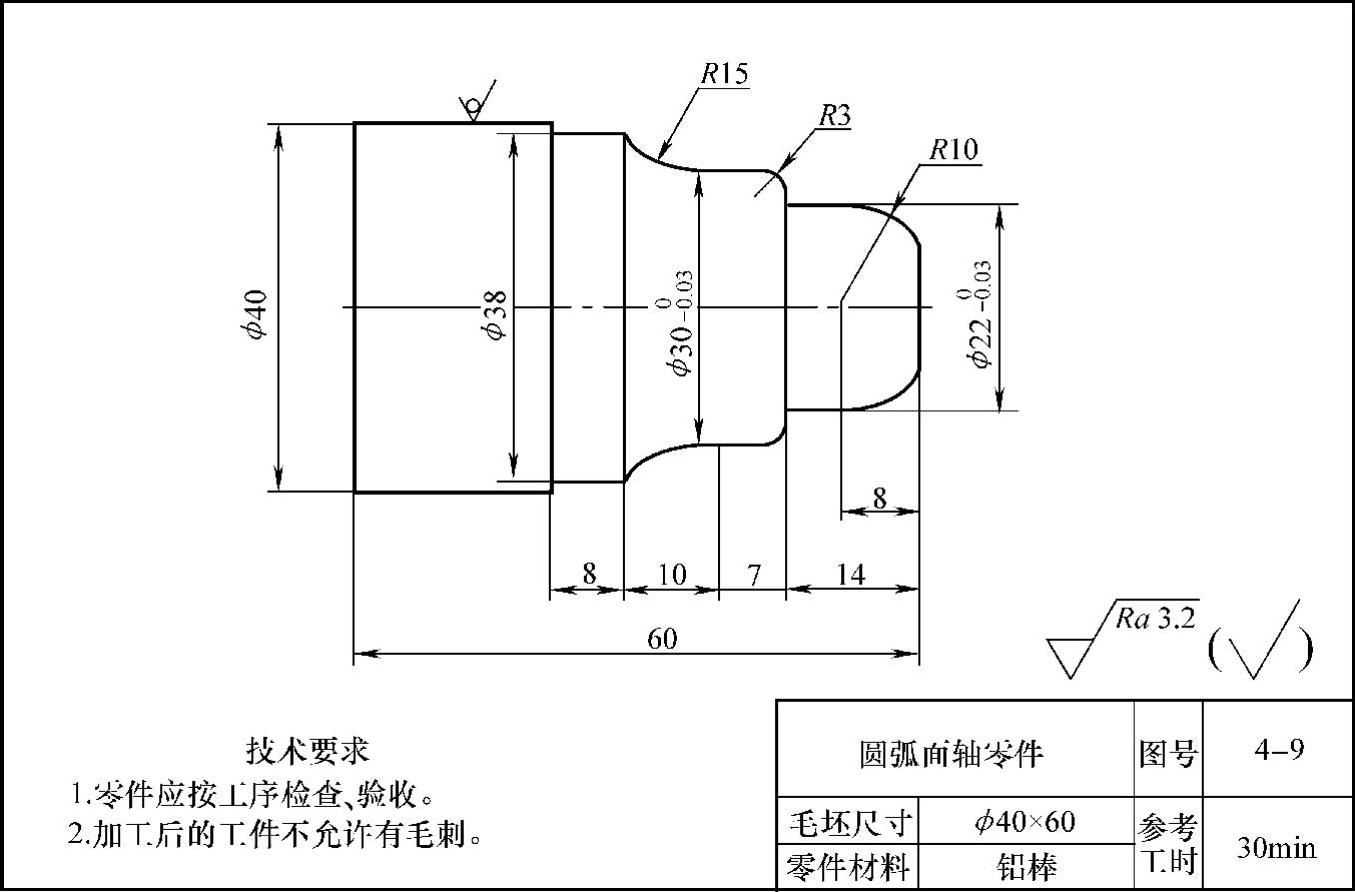
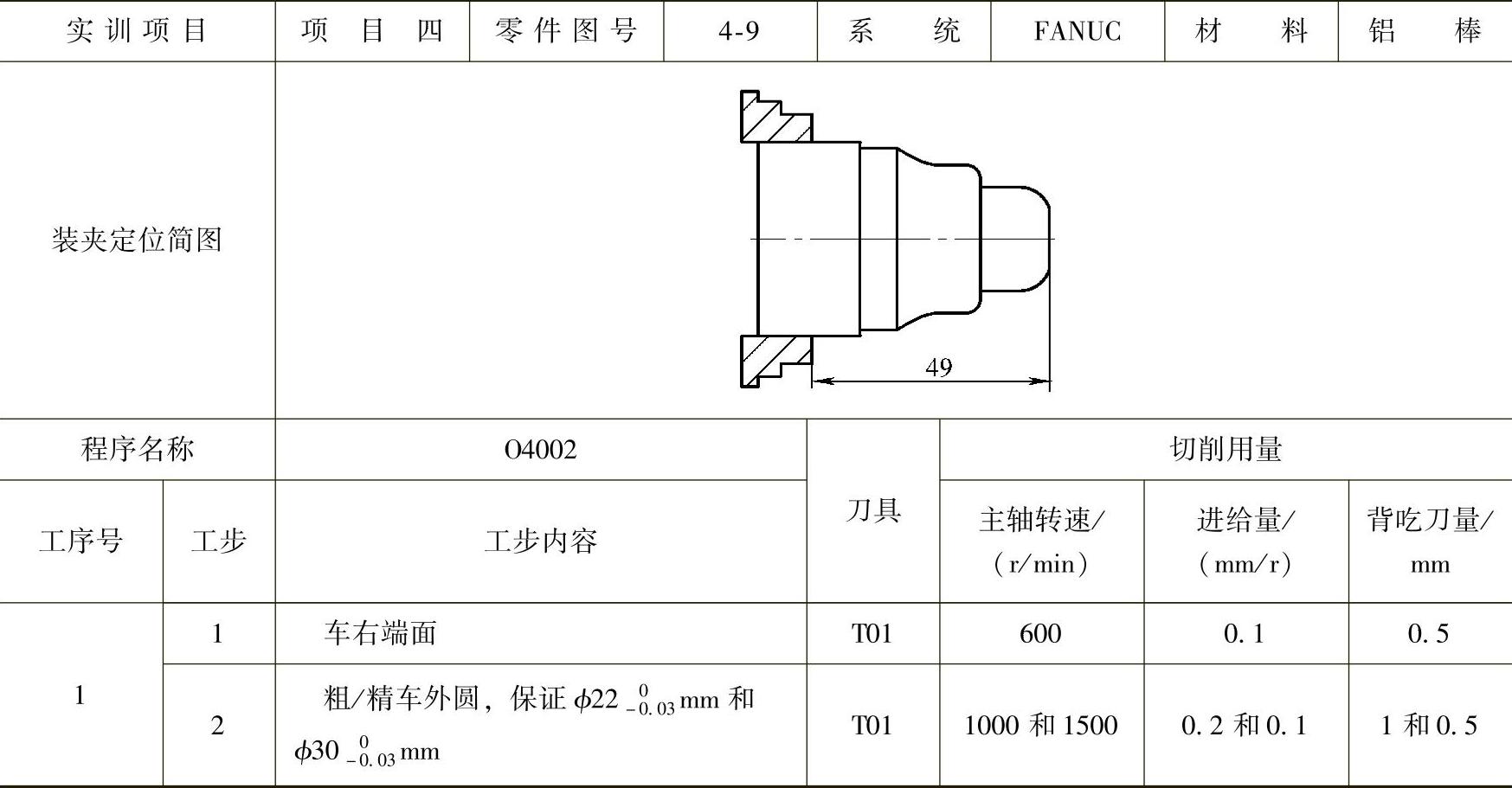
图4-9 圆弧面轴零件
【相关知识】
1.圆弧相关尺寸的计算
1)计算图4-10a中A点的X坐标。
在图4-10b中:
AC=CD=10mm
DO′=22mm/2=11mm
BO=CO′=11mm-10mm=1mm
利用直角三角形勾股定理,

AO=AB+BO=6mm+1mm=7mm
所以A点的坐标为X14.Z0。
2)计算图4-11a中A点的X坐标。
在图4-11b中:
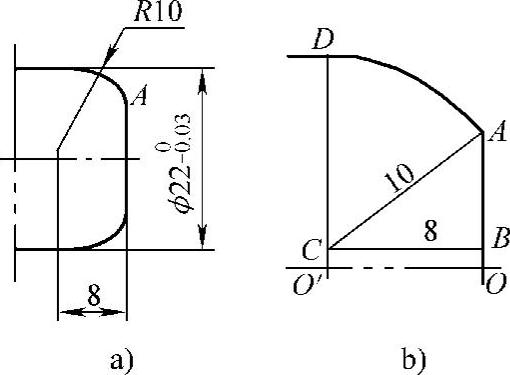
图4-10 圆弧计算(一)
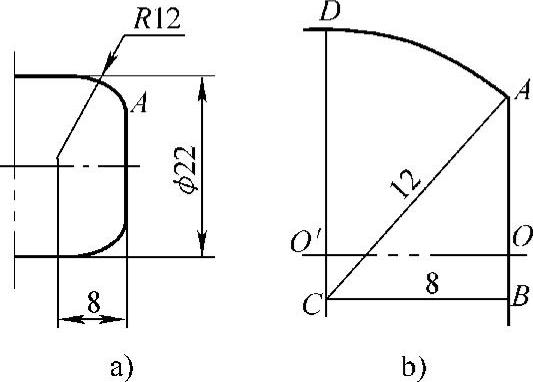
图4-11 圆弧计算(二)
AC=CD=12mm
DO′=20mm/2=10mm
BO=CO′=12mm-10mm=2mm
利用直角三角形勾股定理,

AO=AB-BO=8.9443mm-2mm=6.9443mm
所以A点的坐标为X13.889 Z0。
2.圆弧指令
(1)G02和G03指令 圆弧插补指令G02是刀具相对于工件在指定的坐标平面(G17、G18和G19)内以F指令的进给速度从起点向终点进行顺时针圆弧插补,圆弧插补指令G03则是逆时针圆弧插补,如图4-12所示。
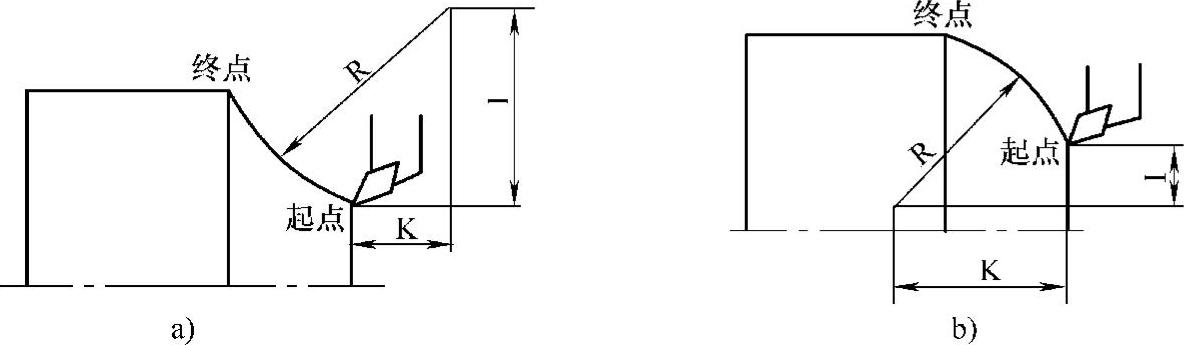
图4-12 圆弧插补
a)G02 b)G03
圆弧插补顺时针、逆时针方向的判断:沿着不在圆弧平面内的坐标轴负方向(-Y)看去,顺时针方向为G02,逆时针方向为G03。
(2)指令格式 G02/G03 X(U)_ Z(W)_ R_ F_;
或:G02/G03 X(U)_ Z(W)_ I_ K_ F_;
指令说明:
1)X(U)_ Z(W)_ 为圆弧终点坐标。
2)I_ K_ 为圆心相对于圆弧起点的增量坐标。
3)R_ 为圆弧半径。若G02 X_ Z_ R_ I_ K_ F_ ,则执行R指令(优先)。圆弧圆心角≤180°时R为正,圆弧圆心角>180°时R为负。(https://www.xing528.com)
4)注意圆弧线段起、终点坐标的计算,通过坐标计算可判定圆弧与圆弧、圆弧与直线间是相切还是相接的关系。
5)G02、G03是与G00、G01同组的模态指令。
(3)指令练习 如图4-13a所示图形的加工程序如下:
…
G01 X60. Z0;
G02 X80. Z-10. R10.;
G01;
如图4-13b所示图形的加工程序如下:
…
G01 X0. Z0;
G03 X45. Z-36. R25.;
G01;
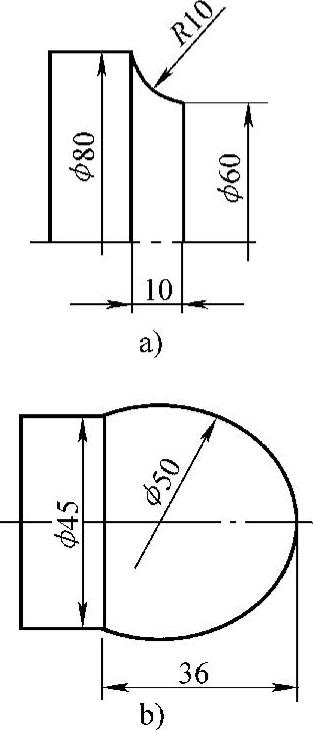
图4-13 圆弧指令练习
【引导操作】
1.任务分析
(1)零件图分析 图4-9所示为带有圆弧面的高台阶轴零件,材料为铝棒,选用ϕ40mm×60mm的圆棒料作为工件毛坯。零件表面由三个外圆柱面ϕ22 -00.03mm、ϕ30 -00.03mm、ϕ38mm和三个圆弧面(R10mm、R3mm、R15mm)组成。当外圆刀具有刀尖圆弧时,刀具需要补偿,否则圆弧面会产生几何误差。两个外圆直径都为负偏差,采用修改磨耗值控制尺寸精度。
该零件为直径尺寸单调增大的高台阶轴,采用外圆粗车循环和精车循环指令(G71和G70)来完成加工。
(2)工件原点 选用数控车床加工,以工件右端面与轴线的交点作为工件原点,建立工件坐标系。
2.任务准备
1)量具选用见表1-12。
2)刀具选用见表4-2。
3)数控加工工艺卡见表4-9。
表4-9 数控加工工艺卡
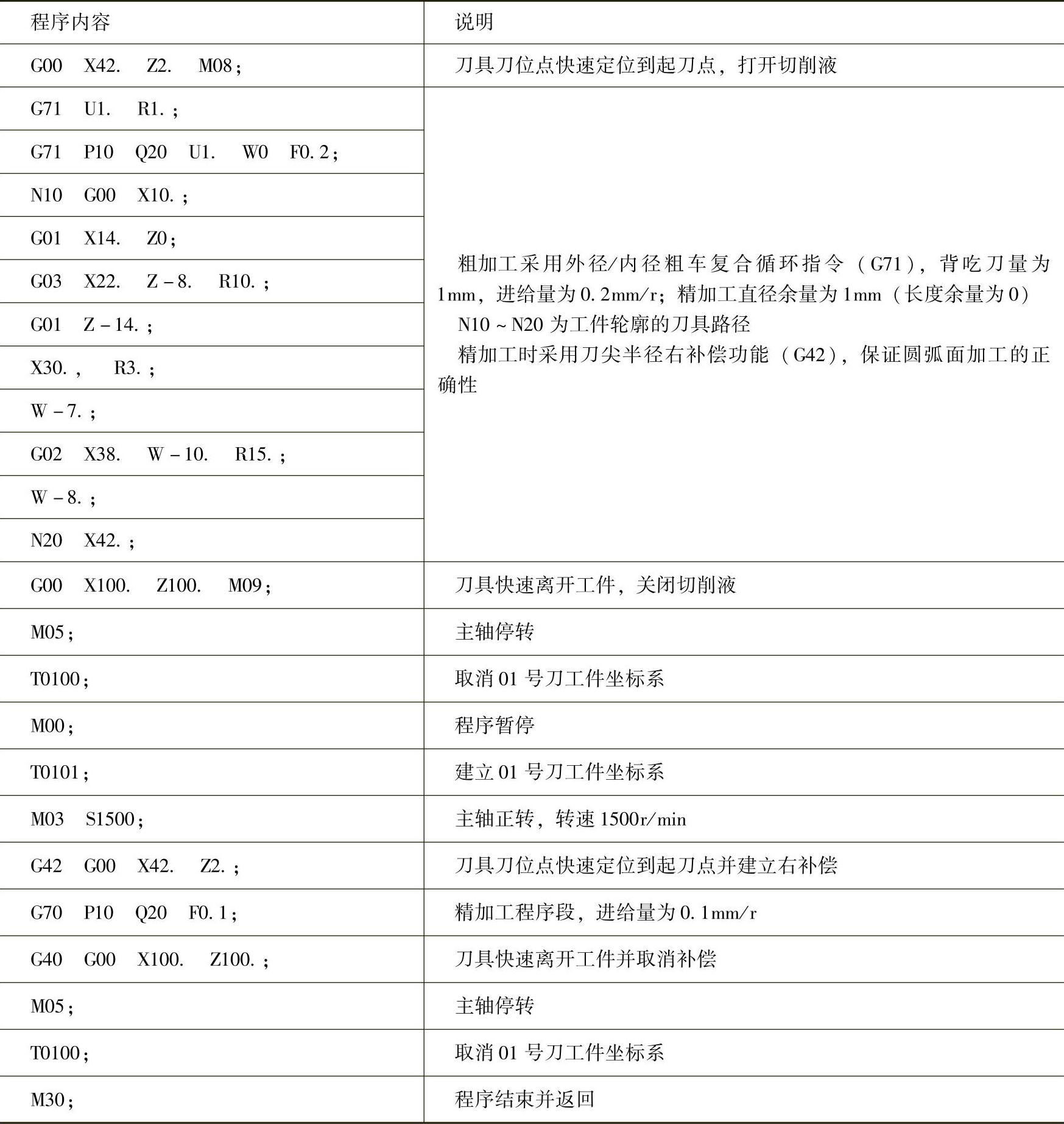
4)数控加工程序单见表4-10。
表4-10 数控加工程序单

(续)
3.任务实施
1)启动车床前检查车床的外观和润滑油箱的油位,清除车床上的灰尘和切屑。
2)启动车床后在手动模式下检查主轴箱和进给轴的传动是否顺畅,是否有异响情况。
3)回车床参考点。
4)装夹工件并找正。
5)装夹刀具并找正。
6)对刀建立坐标系,并且在[OFS/SET][偏置形状]界面的“G001”位置输入刀尖半径补偿量“0.8”和外圆车刀“-Z”方向走刀的刀尖方位号“3”,如图4-6所示。
7)将图4-9所示零件的加工程序(程序名为O4002)输入车床,具体程序见表4-10。
8)校验运行程序。
9)运行程序进行加工。
10)完成工件加工并检测。
11)进行车床维护和保养。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。