



【任务描述】
本任务为槽加工的拓展任务。通过该任务的学习,了解端面槽加工的工艺;学会端面沟的复合循环指令编程方法,知道该指令各参数的含义。
【任务目标】
知识目标:掌握端面槽的复合循环指令G74。会编制端面槽类零件的加工工艺。
技能目标:学会利用G74指令编写端面槽零件的加工程序和钻孔程序。
情感目标:锻炼知识迁移运用的能力,拓展知识面。
【任务要求】
如图2-17所示工件,外形轮廓加工已完成,试编写工件上端面槽的数控车削加工程序,并进行加工。
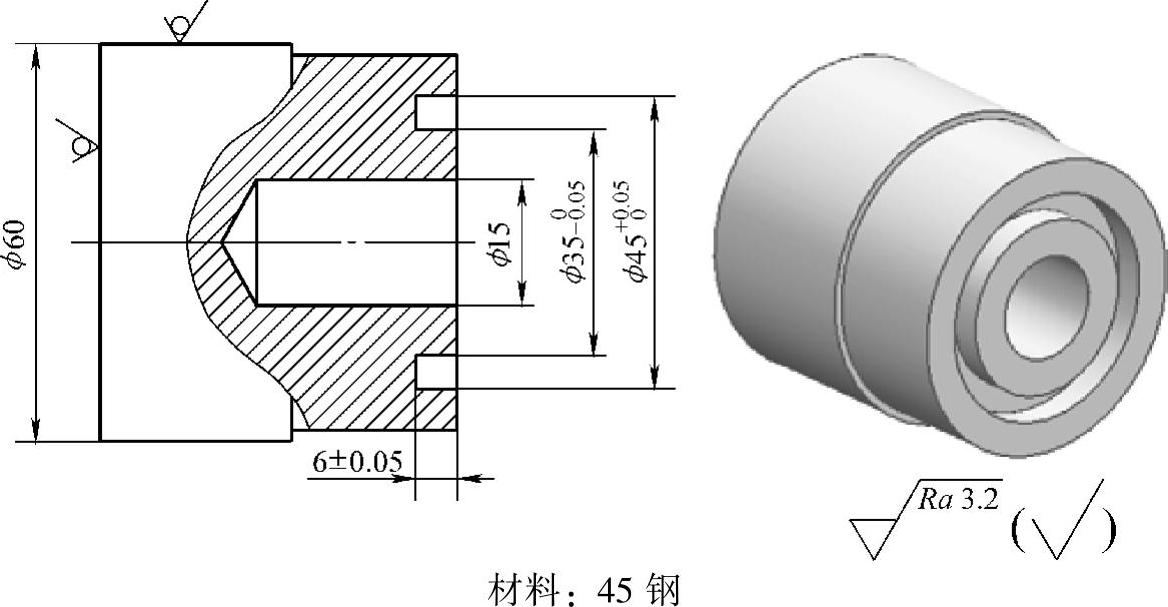
图2-17 端面槽加工示例
【相关知识】
1.端面槽的加工工艺
端面槽在机械零件中起着不可替代的作用,密封常见的端面槽如图2-18所示。加工端面槽时,由于刀具与工件的切削形式是线切削,因而易产生较大的切削力,同时排屑比较困难,车槽刀易产生振动和崩刃等现象,因此要求选择结构合理的车槽刀,并制订合适的加工方案。
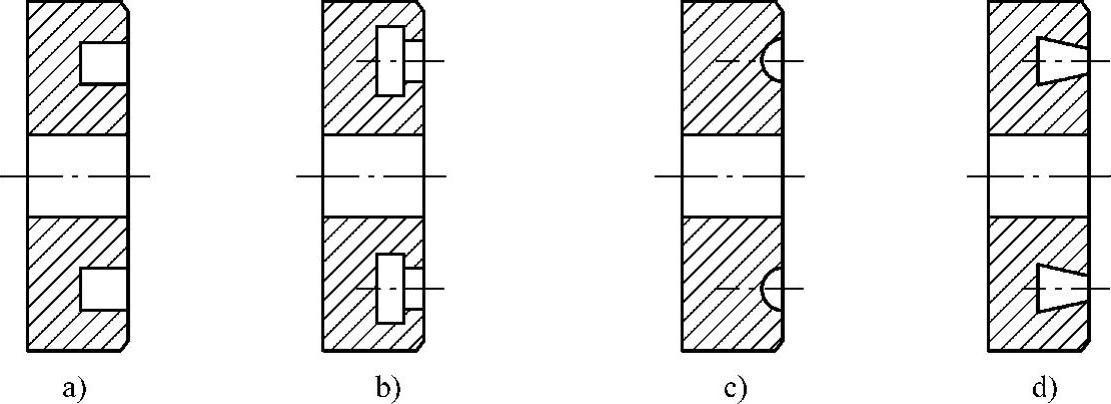
图2-18 常见的端面槽
a)矩形槽 b)T形槽 c)圆弧形槽 d)燕尾槽
(1)端面直槽刀的形状 在端面上加工直槽时,端面直槽刀的左刀尖相当于加工内孔,而右刀尖相当于加工外圆,因此其几何形状是外圆车刀与内孔车刀的综合。端面直槽刀可由外圆车槽刀具刃磨而成。端面直槽刀的刀头部分长度=槽深+2~3mm,刀宽根据需要刃磨。端面直槽刀主切削刃与两侧副切削刃之间应对称平直,刀尖a处的副后刀面的圆弧半径R必须小于端面直槽的大圆弧半径,以防左副刀面与工件端面槽孔壁相碰,如图2-19和图2-20所示。
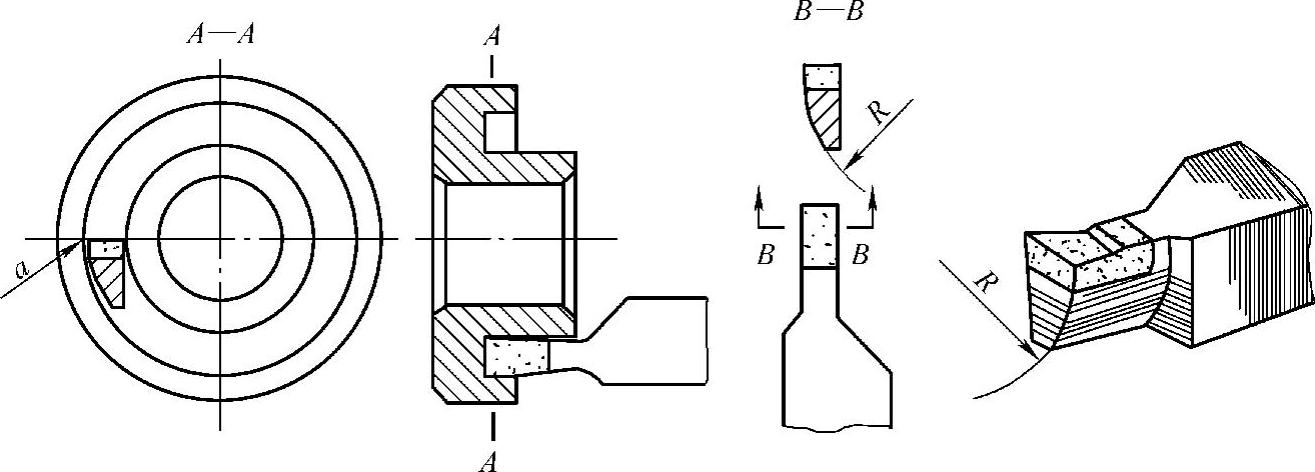
图2-19 端面直槽刀的形状

图2-20 机夹端面直槽刀
(2)端面槽的加工方法 车端面槽与车外沟槽的方法类似。
2.端面槽复合循环指令G74(https://www.xing528.com)
端面槽和外沟槽一样,如果采用G01指令来编程则程序冗长。因此,引入了端面槽复合固定循环指令进行编程,以达到简化编程的目的。
(1)G74指令的功能 端面槽复合循环指令G74可以实现端面车槽或端面啄式钻孔。
(2)G74指令格式
G74 R(e);
G74 X(U)_ Z(W)_ P(Δi) Q(Δk) R(Δd) F_ ;
其中:R(e)——分层切削每次退刀量,其值为模态值;
X(U)_ Z(W)_ ——车槽终点处坐标;
P(Δi)——刀具完成一次轴向切削后,在X方向的每次移动量,为半径量;
Q(Δk)——Z方向的每次切入量;
R(Δd)——切削到终点时X方向的退刀量,通常不指定,省略视为0;
F——进给量。
说明:
e、Δi、Δk、Δd均由不带符号的值表示,方向根据车槽循环起点和终点的位置确定,其中e、Δd表示退刀量,方向由终点指向起点;Δi、Δk表示X、Z方向的切入量,方向由起点指向终点。
(3)端面槽切削复合循环的刀具路径 G74的循环轨迹与G75的循环轨迹相类似,刀具从循环起点A出发,先轴向切削,再径向平移,依次循环直至完成全部动作,如图2-21所示。
当G74指令用于端面啄式深孔钻削循环指令时,装夹在刀架(尾座无效)上的刀具一定要精确定位到工件的旋转中心,如图2-22所示。
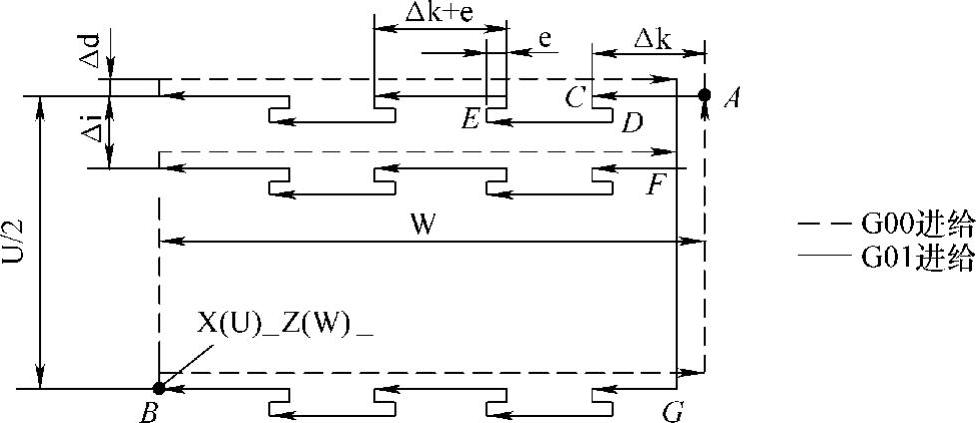
图2-21 G74的循环轨迹

图2-22 端面啄式钻孔
3.端面槽编程练习
图2-17所示工件端面槽的加工程序(右刀尖M为刀位点)如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。