



【任务描述】
本任务为一个拓展任务,要求参考轴类零件的内、外径粗车循环指令G90和G71,学习端面车削指令G94和G72的加工特点、参数含义和应用。
【任务目标】
知识目标:掌握G50、G72、G94、G96和G97编程指令的功能和特点。
技能目标:能运用G72和G94等指令进行轴零件端面加工的编程。
情感目标:培养相互协助的能力。
【相关知识】
1.端面车削循环
(1)平端面车削循环指令
指令格式:G94 X(U)_ Z(W)_ F_;
其中:X、Z——终点绝对值坐标;
U、W——相对(增量)值终点坐标;
F——切削进给速度。
其车削轨迹如图1-63所示,由以下四个步骤组成。
1R——第一步快速运动;
2F——第二步按进给速度切削;
3F——第三步按进给速度切削;
4R——第一步快速运动。
(2)锥面车削循环指令
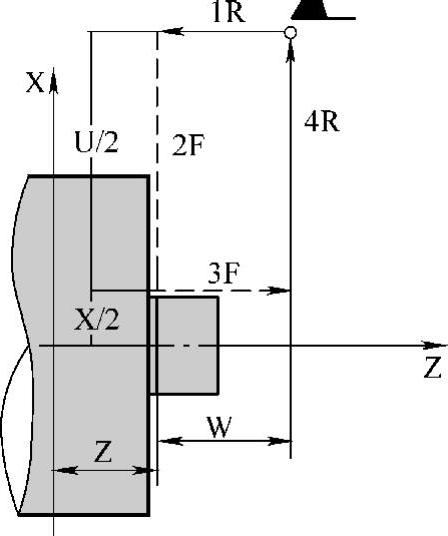
图1-63 平端面的车削轨迹
指令格式:G94 X(U)_ Z(W)_ R_ F_;
其中:X、Z——终点绝对值坐标;
U、W——相对(增量)值终点坐标;
R——锥度尺寸。R=(D-d)/2,D为锥度大端直径,d为锥度小端直径。如车削外圆锥是从小端车到大端的,切削锥度R为负值;如车削内圆锥是从大端车到小端的,内圆锥度R为正值。其车削轨迹如图1-64所示,也由四个步骤组成。
2.端面粗加工循环指令
(1)指令格式
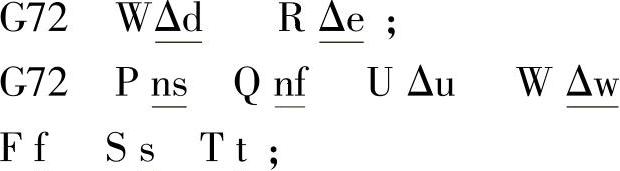
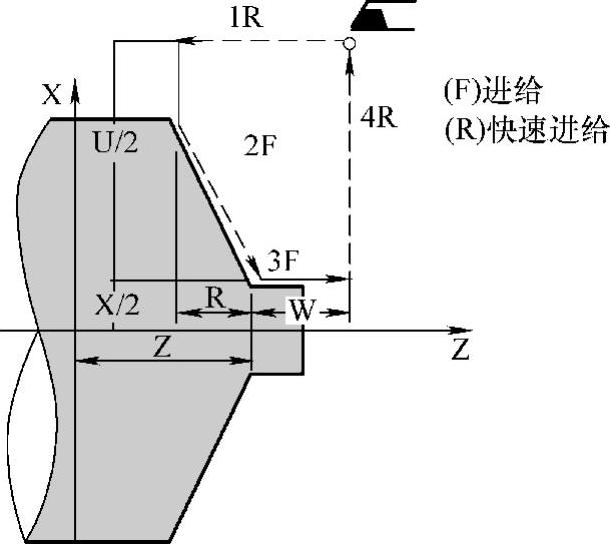
图1-64 锥面的车削轨迹
其中,Δd为Z向背吃刀量。如图1-65所示为G72指令的刀具循环路径。
(2)应用技巧
1)G72指令适用于圆柱毛坯端面方向的粗车。G72指令的执行过程除了车削是平行于X轴进行外,其余与G71指令相同。
2)粗车循环的最后一刀按“ns”到“nf”间的程序段轮廓加工,均匀留余量Δu、Δw。
3)使用G71和G72指令时,对刀具的选择有所区别,因为G71指令用于轴向切削(适于轴类零件),而G72指令用于径向切削(适于盘类零件)。
图1-65 G72指令的刀具循环路径
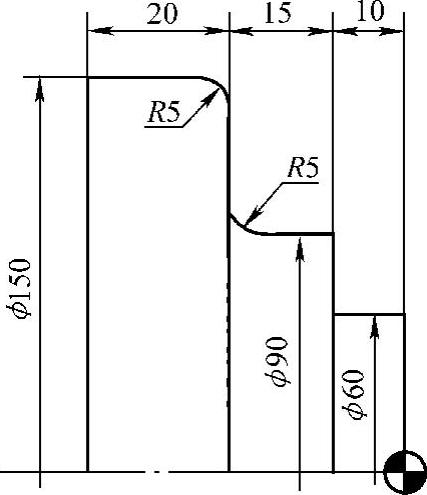
图1-66 G72指令编程练习
4)使用G71指令编程时,精加工程序的“ns”到“nf”起始段和结束段都必须为X轴移动指令;使用G72指令编程时,精加工程序的“ns”到“nf”起始段和结束段都必须为Z轴移动指令。
(3)指令练习 使用G72和G70指令编制如图1-66所示零件外形车削的加工程序,圆棒料直径为ϕ155mm,工件不车断。(https://www.xing528.com)
其程序如下:
O0001;
T0101;
G50 S1500;
M03 G96 S300;
G00 X160. Z2.;
G72 W1. R1.;
G71 P10 Q20 U0.1 W1. F0.2;
N10 G00 Z-47.;
G01 X150. Z-45.;
Z-30.;
G02 X140. Z-25. R5.;
G04 X100.;
G03 X90. Z-20. R5.;
G01 Z-10.;
X60.;
N20 Z2.;
G00 Z100.;
M05;
T0100;
M00;
T0101;
M03 S300;
G00 X160. Z2.;
G70 P10 Q20 F0.1;
G00 Z100.;
M05 G97;
T0100;
M30
3.恒线切削速度功能G96
(1)指令功能 使用恒线切削速度功能后,可以使刀具切削点的切削速度始终为常数(转速×直径=常数),可以提高加工表面质量。
(2)指令代码
G96 S_;恒线切削速度生效,S表示切削速度(m/min);
G50 S_;主轴转速上限,S表示主轴转速(r/min);
G97 S_;取消恒线切削速度,S表示主轴转速(r/min)。
(3)指令使用说明
1)必须是受控主轴,即能无级变速,该指令才能生效。
2)车削端面、锥度和圆弧时,由于X坐标不断变化,故当刀具逐渐移近工件旋转中心时,主轴转速会越来越高,工件有可能从卡盘飞出。为了防止事故,有时必须限制主轴转速上限,这时可使用G50 S指令来达到目的。
3)使用G00快速移动指令时,主轴转速不改变。
4)取消恒线切削速度后,S地址下的数据生效(单位为r/min)。如果没有重新写地址S,则主轴以原来的G96功能生效前的转速旋转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。