



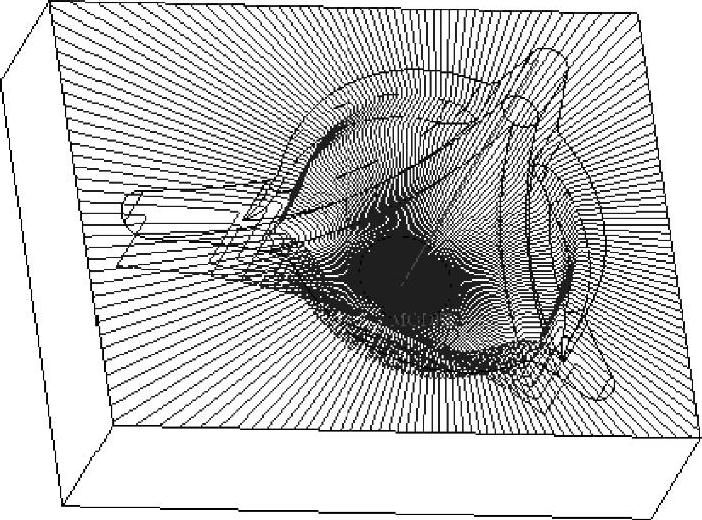
【摘要】:在传统加工程序的各种加工方式中,毛坯环切、平行切削、环切与层切等走刀方式与精铣所有的各种走刀方式对应相类似。放射精铣适用于加工在接近放射中心点的部位曲率比较大,而远离中心点的部位曲率比较小的零件,其刀路轨迹是由零件上的任一点或指定的空间点沿四周散发的,如图6-5所示。可根据需要将多个轮廓分别指定为零件轮廓和引导轮廓,刀路轨迹会根据选定的轮廓形状进行调整,并根据嵌套关系确定加工区域。图6-5 放射精铣刀具轨迹
在传统加工程序的各种加工方式中,毛坯环切、平行切削、环切与层切等走刀方式与精铣所有的各种走刀方式对应相类似。层切这一走刀方式提供了层间切削的功能,可以自动在切削层之间增加刀具路径,适用于外形比较陡峭的侧壁曲面的精加工。同时,还可通过限定高度,用于清角处理。水平区域的几种走刀方式也与精铣所有中的走刀方式相类似。垂直区域与型腔铣削在实际中较少应用。放射精铣适用于加工在接近放射中心点的部位曲率比较大,而远离中心点的部位曲率比较小的零件,其刀路轨迹是由零件上的任一点或指定的空间点沿四周散发的,如图6-5所示。
3D步距也称为三维等距。由于刀具切削行在三维空间内的距离按设定的值保持不变,即无论在平缓还是陡峭的曲面上,刀间距是均匀的,曲面整体的加工表面质量得到了保证,适用于曲面斜率变化较大的零件的半精加工与精加工。3D步距的加工是由曲面的所选轮廓来定义的。可根据需要将多个轮廓分别指定为零件轮廓和引导轮廓,刀路轨迹会根据选定的轮廓形状进行调整,并根据嵌套关系确定加工区域。其中,引导轮廓只影响刀路轨迹的形状,而零件轮廓还能作为系统判断嵌套关系,从而确定曲面中加工区域的依据,如图6-2d所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-5 放射精铣刀具轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。