



【摘要】:采用16mmR4mm的环形铣刀对零件表面再次进行粗加工。表5-7 切削参数1.加工类型在工具栏中单击选项,在弹出的对话框中选择加工类型。图5-25 加工边界的选择单击选项,框选整个零件曲面,单击中键确定。2)刀路轨迹:;:;:。
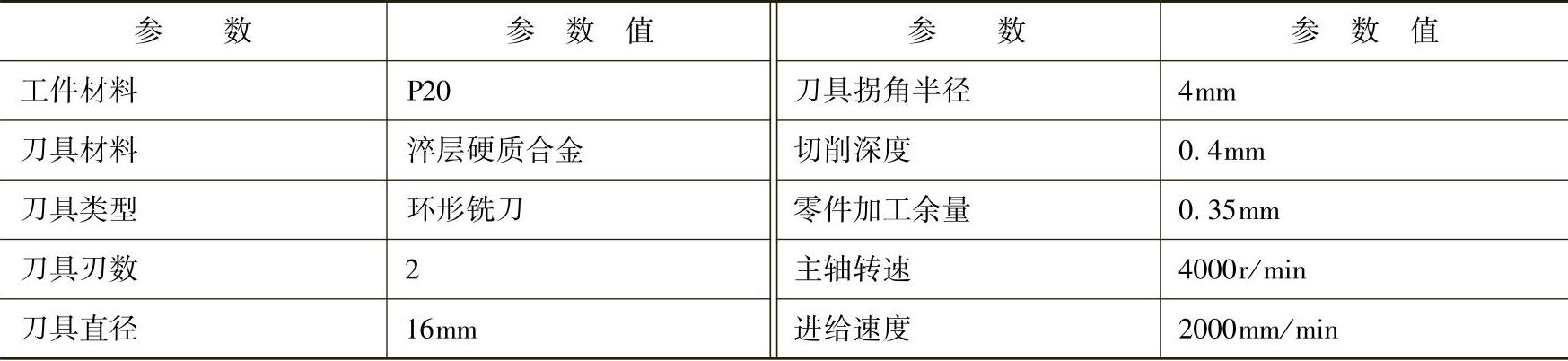
采用ϕ16mmR4mm的环形铣刀对零件表面再次进行粗加工。刀具类型、工件材料、切削参数等见表5-7。
表5-7 切削参数
1.加工类型
在【加工向导】工具栏中单击【创建加工程序】选项,在弹出的【程序管理器】对话框中选择加工类型。
【主选择】:【体积铣】;
【子选择】:【粗加工环行铣】。
2.刀具和卡头
刀具选择与上一工序相同。
3.定义加工对象
单击【零件】-【边界(可选)】选项,弹出图5-25a所示的【边界(可选)】对话框,选择【刀具位置】为【在轮廓上面】,单击图5-25b所示的轮廓。
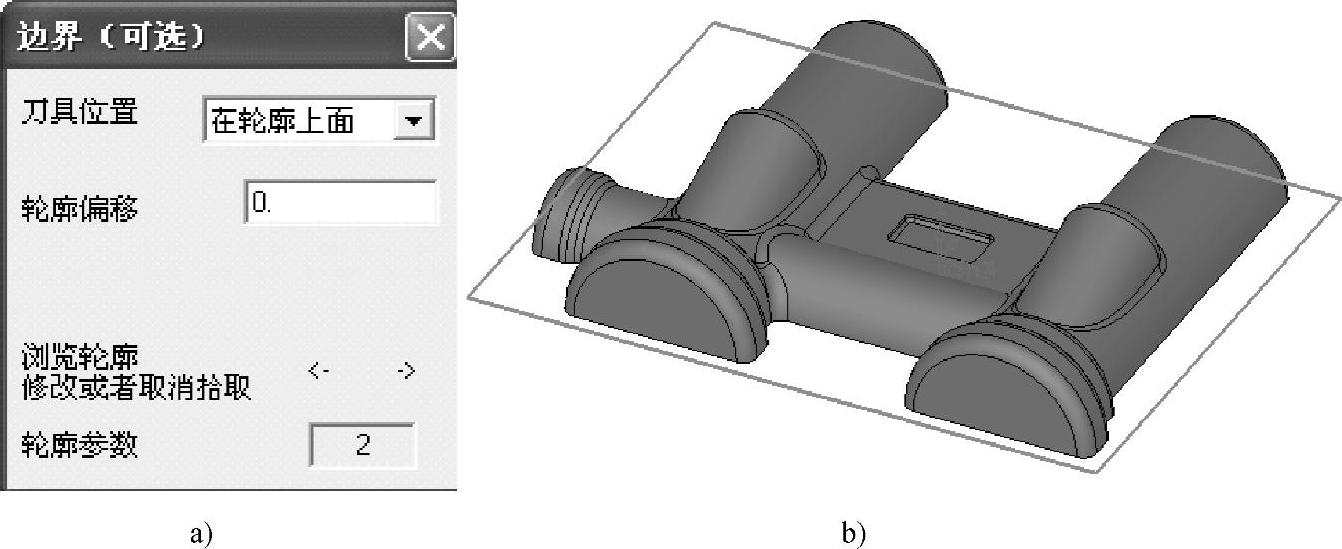
图5-25 加工边界的选择
单击【零件曲面】选项,框选整个零件曲面,单击中键确定。
4.刀路参数
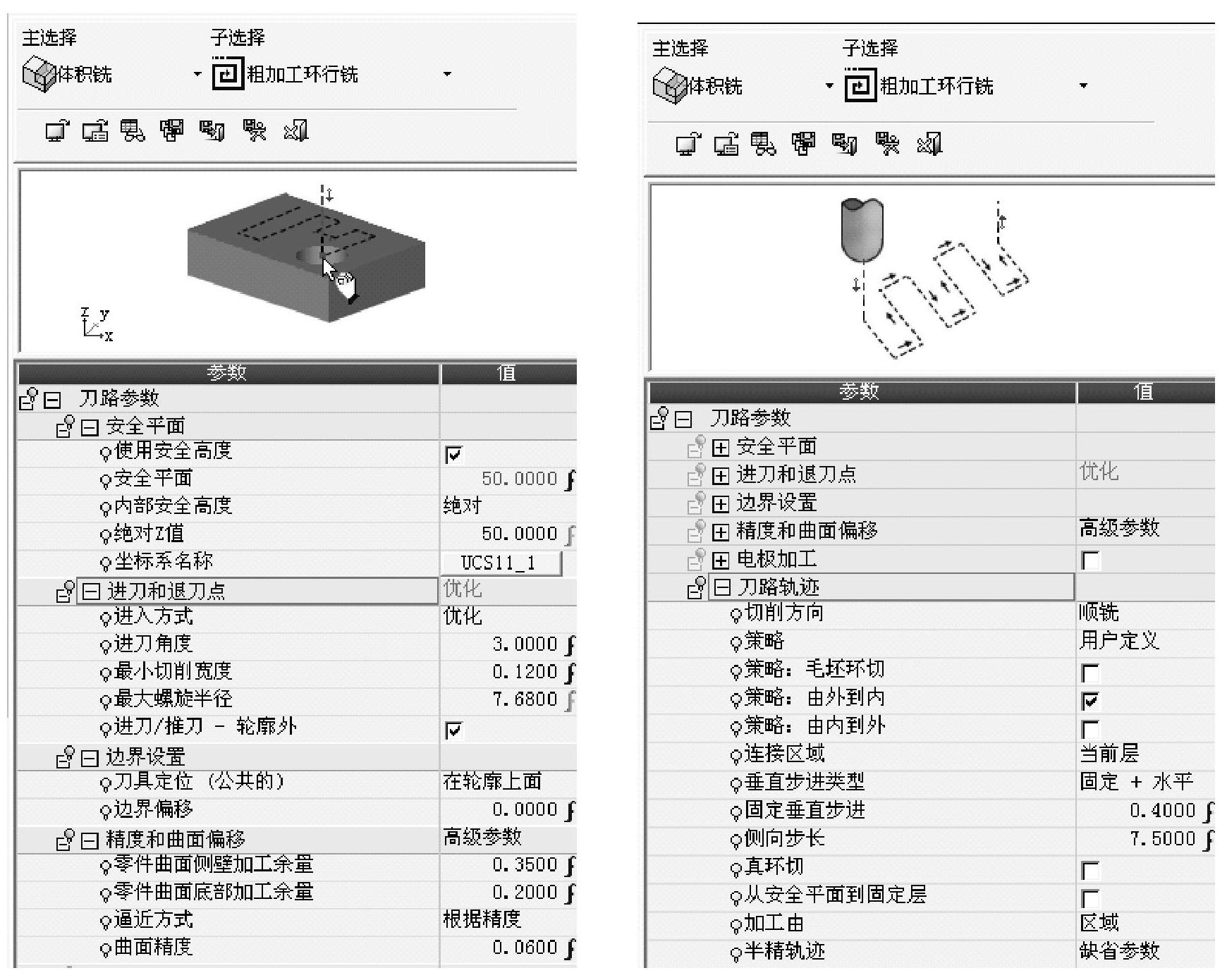
主要的几项参数如下,其余各参数如图5-26所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-26 刀路参数
1)精度和曲面偏移
【零件曲面侧壁加工余量】:【0.35】;
【零件曲面底部加工余量】:【0.2】。
2)刀路轨迹
【垂直步进类型】:【固定+水平】;
【固定垂直步进】:【0.4】;
【侧向步长】:【7.5】。
5.机床参数
机床详细参数如图5-27所示。
6.执行程序
单击【程序管理器】对话框中的【保存并计算】按钮,系统自动进行刀路计算,结果如图5-28所示。
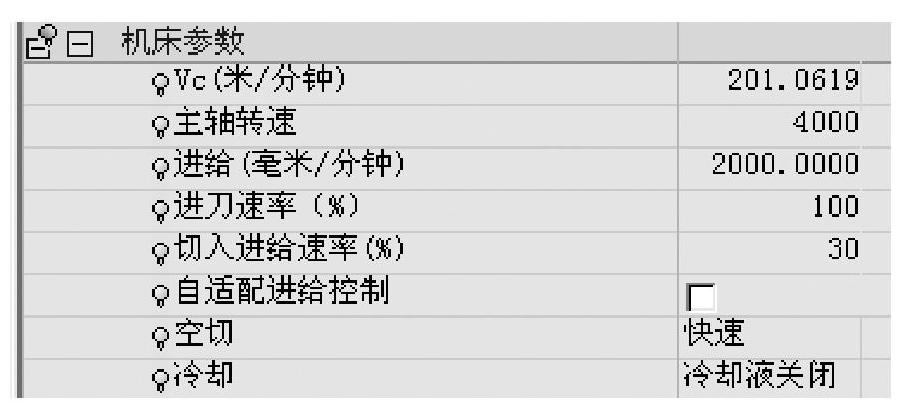
图5-27 机床参数
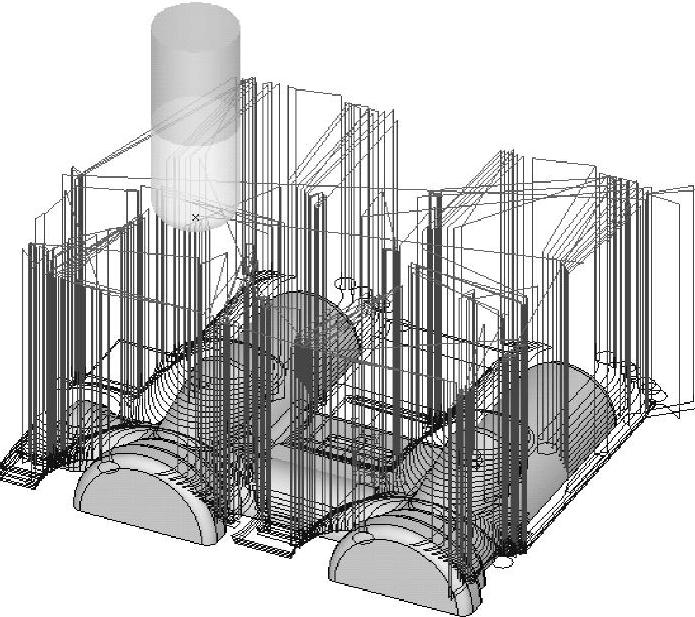
图5-28 刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。